


Comprendre et éliminer le flash dans le moulage par injection
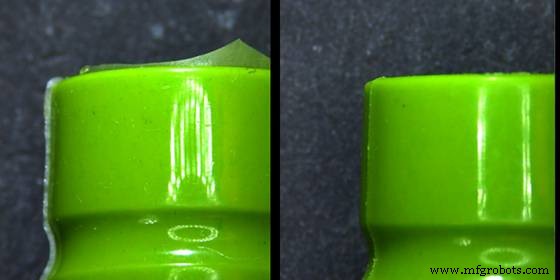
Le flash (une fine pellicule indésirable de plastique fondu qui s'échappe de la cavité du moule) diminue la qualité de la pièce et peut endommager le moule lui-même. Savoir pourquoi cela se produit et comment l'arrêter est essentiel pour toute opération de moulage par injection.
Qu'est-ce qui déclenche le flash ?

Le flash provient le plus souvent de la ligne de joint, mais il peut également apparaître ailleurs dans la cavité. Les coupables courants incluent :
1. Non-concordance des lignes de séparation
Si les deux moitiés du moule ne se rejoignent pas parfaitement (en raison de débris, d'usure ou d'un défaut de conception), le joint est incomplet, laissant s'échapper le plastique fondu.
2. Ventilation inadéquate
Les évents trop petits, obstrués ou usés empêchent l'air de s'échapper, augmentant ainsi la pression dans la cavité et forçant le matériau à sortir du moule.
3. Pression de serrage insuffisante
Même avec une ligne de joint impeccable, une faible force de serrage permet au moule de s'ouvrir sous une pression d'injection élevée, créant ainsi des bavures.
4. Faible viscosité
Le plastique qui s'écoule trop facilement (en raison d'une température élevée ou d'une basse pression) a tendance à s'infiltrer au-delà du joint avant qu'il ne se solidifie.
5. Trop remplir le moule
L'excès de matériau augmente la pression dans la cavité au-delà de ce que la pince peut contenir, entraînant des fuites.
Comment réparer Flash après son apparition
Lorsque le flash s'est déjà formé, plusieurs techniques de correction sont disponibles :
1. Délignage à l'air chaud
Le fait de souffler de l'air chauffé sur la pièce fait fondre de fines couches de flash dans la surface. Cela fonctionne mieux pour les flashs fins ; pour les plus épais, combiner avec un retrait mécanique.
2. Déflashing cryogénique
Le refroidissement rapide de la pièce avec de l'azote liquide rend le flash cassant et facile à décoller sans affecter la finition. Bien qu'efficace, l'équipement peut être coûteux.
3. Déflashage manuel
Les opérateurs qualifiés utilisent des ciseaux, des couteaux ou des meuleuses pour couper les bavures le long de la ligne de joint. Cette méthode offre une haute précision et une inspection visuelle immédiate.
4. Éradication des flammes
L'application d'une flamme contrôlée peut éliminer les éclairs, mais cela risque d'altérer la texture de la surface et de compliquer les traitements en aval comme la peinture.
Mesures proactives pour empêcher Flash
La prévention est toujours préférable à la correction. Les stratégies clés incluent :
1. Maintenir un moule propre
Utilisez un chiffon propre, un nettoyant pour moules et de l'air comprimé pour éliminer les débris, les résidus de plastique et les fragments cachés avant chaque utilisation.
2. Appliquer le tonnage de serrage optimal
Équilibrez la force de serrage pour maintenir le moule fermé sans surcharger les pièces ou le moule lui-même.
3. Conception pour la fabricabilité (DFM)
Incorporez des règles de conception acceptées par l'industrie :placement correct des portes, épaisseur de paroi uniforme et emplacements clairs des lignes de joint pour éliminer le risque d'éclair.
4. Utiliser des moules sans flash
Les moules de haute précision avec des tolérances serrées sont idéaux pour les pièces critiques où l'esthétique et la fonctionnalité comptent le plus.
5. Paramètres d'injection de contrôle
Le ralentissement du débit d’injection réduit la pression maximale. Associez-le à des réglages de température et de pression adéquats pour contrôler la viscosité du matériau.
Autres défauts courants du moulage par injection
Le flash n'est qu'une des nombreuses imperfections qui peuvent compromettre une pièce. Les problèmes typiques incluent :

1. Lignes de soudure
Lorsque deux fronts d’écoulement se rencontrent prématurément, une ligne visible apparaît. Augmentez la température et la pression, ou ajustez l'épaisseur de la paroi pour les atténuer.
2. Délaminage de surface
L'humidité ou les contaminants provoquent le décollement de la surface, en particulier près du portail. Utilisez des matériaux secs et compatibles.
3. Jet
La solidification précoce du jet initial crée une peau sur la pièce. Augmenter la température du matériau ou réduire la pression aide.
4. Fissuration
Les contraintes dues aux moules froids ou aux faibles vitesses d'injection peuvent fissurer la pièce. Une vitesse et une température d'injection plus élevées, ainsi qu'un conditionnement approprié du moule, réduisent les risques.
5. Lignes de flux
Lignes à motifs provenant de différentes vitesses de refroidissement. Maintenir une pression d'injection constante et un refroidissement adéquat avant le remplissage.
Conclusion
Le flash réduit non seulement la qualité du produit, mais peut également raccourcir la durée de vie du moule. En comprenant ses causes et en appliquant des mesures correctives et préventives, les fabricants peuvent produire des pièces impeccables tout en protégeant leurs équipements. Pour plus d'informations sur le moulage par injection rapide et les solutions sans bavure, contactez WayKen.
FAQ
Quel est le moyen le plus efficace d’arrêter le flash ?
Le ralentissement du taux d'injection réduit la pression et l'augmentation du tonnage des pinces garantit que le moule reste fermé.
Air chaud ou déflashage cryogénique ?
La cryogénie est idéale pour les flashs larges et épais, car elle évite les dommages causés par la chaleur, tandis que l'air chaud est préférable pour l'élimination fine et fine des flashs.
Cause principale du flash ?
Fuite le long de la ligne de joint due à une pression d'injection élevée et à une ligne de joint mal conçue ou usée.
Technologie industrielle
- La blockchain est-elle parfaitement adaptée à la chaîne d'approvisionnement ?
- Constantes importantes
- Prototype rapide pour les moulages de précision
- 5 rapports très efficaces et pratiques pour résoudre vos problèmes d'analyse des quarts de travail
- Les emplois futurs sont dans la logistique, pas dans la paperasserie et l'acier brun
- Types de fusibles :le guide ultime des fusibles
- PCB rigide-flexible – Comment rationaliser et améliorer la fiabilité
- Le décret de Biden amplifie le besoin de transformation numérique
- Les satellites miniatures peuvent utiliser des lasers au lieu d'ondes radio pour envoyer des données à haut débit