


Optimisation des broches d'éjection pour des performances de moulage par injection supérieures
Les broches d'éjection sont des composants essentiels du cycle de moulage par injection, propulsant les pièces finies hors de la cavité du moule immédiatement après refroidissement. Associés aux lames et aux blocs d'éjection, ils garantissent une libération rapide et fiable des pièces.
La sélection de l’éjecteur approprié est cruciale, car elle a un impact direct sur l’intégrité de la pièce et la qualité de la surface. Ce guide explique les principes fondamentaux des éjecteurs, leurs types, les défauts courants et la sélection des meilleures pratiques.
Dans le moulage par injection, le mécanisme de l'éjecteur retire les pièces refroidies de la matrice, augmentant ainsi considérablement l'efficacité du cycle.
Le moule comprend deux moitiés :un côté mobile A et un côté fixe B qui abrite le système d'éjection. Une fois la cavité refroidie et ouverte, la goupille d'éjection pousse le plastique durci hors du moule.
Remarque : La force de l'éjecteur peut laisser une entaille peu profonde sur la pièce.
Types de broches d'éjection utilisées lors du moulage par injection
Les fabricants proposent plusieurs configurations d’éjecteurs adaptées à des matériaux et à des géométries de pièces spécifiques. Vous trouverez ci-dessous les options les plus couramment utilisées dans l'outillage rapide.

Broche d'éjection n° 1 :éjecteur traversant
Les broches dures subissent un traitement thermique pour augmenter la résistance du diamètre, permettant une utilisation avec des polymères en dessous de 200 °C.

Broche d'éjection n° 2 :Éjecteur en nitrure H13
Les broches H13 cémentées peuvent résister à des températures allant jusqu'à 600 °C. Ils sont perçables ou taraudables, mais sont plus doux et plus sujets à l'écaillage que les variantes de qualité supérieure.

Broche d'éjection n° 3 :Éjecteur noir
Les broches d'éjection noires remplacent le nitrure H13 dans les applications à haute température. Leur surface autolubrifiante tolère jusqu'à 1 000 °C, ce qui les rend idéaux pour les composants automobiles, bien qu'à un coût plus élevé.
Autres systèmes d'éjection
- Manchons d'éjection sont des broches creuses qui protègent et guident la broche centrale.
- Plaques d'éjection travaillez avec les broches en maintenant la tête de la broche, évitant ainsi un désengagement accidentel pendant le moulage.
- Blocs d'éjection comportent des rainures de lubrification et sont utilisés sur des pièces minces pour réduire les marques de broches, améliorant ainsi la finition de surface.
Comment fonctionne une broche d'éjection ?
Comprendre le cycle de l'éjecteur (comprenant l'injection, le refroidissement et la libération de la pièce) permet de sélectionner la bonne machine et d'éviter les défauts.
- Phase d'injection : Du plastique fondu est introduit dans la cavité de la matrice.
- Phase de refroidissement : Le plastique se solidifie pour former une pièce durcie.
- Phase de publication de la pièce : Le système d'éjection pousse la pièce hors de la cavité, soit manuellement, soit automatiquement.
Les broches d'éjection automatiques délivrent une seule poussée axiale, guidée par les plaques de serrage et le boîtier d'éjection, garantissant une libération constante.
Causes et solutions des marques d'éjecteurs
Bien que les marques d'épingles soient inévitables, elles peuvent être minimisées grâce à un contrôle approprié du processus. Les causes courantes et les remèdes incluent :
Moins de temps de refroidissement
Un refroidissement insuffisant permet à la goupille de s'enfoncer dans la pièce, créant ainsi des bosses profondes. Assurez-vous que la pièce se solidifie complètement avant l'éjection.
Produit mince et autres caractéristiques
Les pièces très fines (épaisseur de paroi ≤ 2,5 mm) sont plus sujettes aux marques visibles. Pour les pièces à finition de surface élevée, envisagez des lames ou des blocs d'éjection au lieu de broches.
Temps de séjour et température de séjour
Un temps de séjour excessif augmente la température de transition vitreuse, entraînant une éjection prématurée et des pièces fragiles. Réduisez le temps de séjour pour correspondre au profil thermique du polymère.

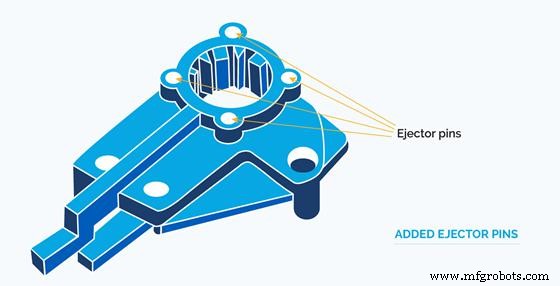
Placement et disposition des broches d'éjection
- Les pièces complexes peuvent nécessiter davantage de broches.
- Placez les épingles sur des surfaces planes :les marches ou les pentes réduisent le support et augmentent les marques.
- Gardez les broches à une distance sûre des canaux de refroidissement pour éviter les interférences.
- Ciblez les zones à forte force telles que les noyaux et les nervures.
Sélection des machines
Les machines de grande capacité peuvent générer une pression excessive pour les moules de petite taille et de faible volume, créant ainsi des contraintes et des marques internes. Adaptez la capacité de la machine à la taille du moule.
Pression de maintien
Ajustez la pression de maintien pour équilibrer l’intégrité de la pièce et la facilité d’éjection ; une pression trop élevée rend le retrait difficile.
Autres méthodes de réduction des marques de broches d'éjection
- Utilisez des polymères résistants à l'abrasion comme le nylon, le polyoxyéthylène ou l'UHMWPE.
- Appliquez un agent de démoulage pour une éjection plus fluide.
- Incorporez des angles de dépouille pour réduire la force d'éjection.
Comment choisir les bonnes broches d'éjection dans le moulage par injection ?
La sélection des bonnes broches implique l’évaluation des paramètres de matériau, de taille et de processus. Les considérations clés sont les suivantes :
Grand diamètre de broche pour les grandes pièces
Un diamètre plus grand réduit la force de pénétration, minimisant ainsi les bosses. Utilisez des valeurs entières pour éviter les irrégularités de fabrication.
Taille des broches par rapport à la taille de la pièce
Même si le diamètre doit être grand, la taille globale de la goupille doit correspondre aux dimensions de la pièce pour éviter une pénétration excessive.
Exigences de force
Assurez-vous que la broche peut résister à la pression d’injection :des diamètres d’au moins 2,5 mm sont recommandés. Pour les contre-dépouilles, pensez aux épingles à épaulement.
Tenez également compte du type et du coût du matériau ; une broche robuste réduit les dépenses de maintenance à long terme.
Conclusion
Les broches d'éjection sont essentielles pour un démoulage efficace des pièces dans le moulage par injection. Comprendre leurs types, leur fonctionnement et la sélection des meilleures pratiques peut améliorer considérablement la qualité des pièces et la fiabilité des processus.
Vous recherchez des services rapides d’outillage et de moulage par injection ? Contactez WayKen pour des pièces de moule de haute qualité livrées rapidement et à moindre coût.
FAQ
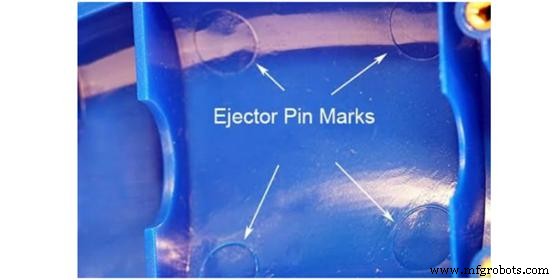
Qu'est-ce qu'une marque d'épingle ?
Les marques de broche d'éjection sont des impressions brillantes ou blanches laissées sur la surface de classe A du composant par la broche. Ils peuvent entraîner des fissures en surface s'ils ne sont pas gérés.
Comment puis-je repérer les marques d'éjecteurs ?
Les marques de broches apparaissent sous forme de bosses brillantes ou blanchâtres aux endroits exacts où les broches entrent en contact avec la pièce.
De quel matériau sont faites les éjecteurs ?
Les matériaux courants incluent l'acier, l'acier inoxydable H‑13, M‑2 et 420, souvent traités thermiquement pour une résistance accrue.
Technologie industrielle
- Travailler avec des services hydrauliques experts présente divers avantages
- Calculateur du coût de l'énergie électrique - Calcul du coût de l'énergie
- Intégration des énergies renouvelables avec le système de réseau
- Comment la dépalettisation de l'IA bouleverse la logistique
- Différence entre l'entraînement par friction et l'entraînement par engagement
- Tutoriel de conception de circuits imprimés Pulsonix
- USINAGE CNC VS. IMPRESSION EN 3D
- Conception d'ingénierie frontale :comment planifier votre prochain projet
- Industrie 4.0 :histoire, avantages et technologies