


Aluminium CNC, moulé ou forgé :quel est le meilleur pour les pièces de moto ?
Que vous participiez à une rencontre cycliste ou que vous parcouriez Instagram, vous verrez partout des pinces triples usinées, des repose-pieds CNC et des leviers personnalisés. La question est :l'aluminium CNC surpasse-t-il vraiment les options moulées ou forgées, ou s'agit-il simplement d'un battage médiatique ?
En réalité, aucun processus n’est « le meilleur ». Le bon choix dépend de vos objectifs de volume, de budget et de performances.
Le marché mondial de la modification de motos a atteint 1,95 milliard de dollars en 2026 et devrait atteindre 4,24 milliards de dollars d'ici 2035, soit un taux de croissance annuel de près de 9 %. Cela représente un nombre croissant de pilotes et de constructeurs qui exigent des pièces de qualité supérieure.
Dans cet article, nous détaillerons les pièces de moto moulées, forgées et usinées CNC dans un langage simple afin que vous puissiez choisir le processus qui correspond à votre projet.

Comment fonctionne chaque processus
Avant de les comparer, décrivons brièvement comment chaque méthode produit une pièce de moto.
Coulage – Verser du métal dans un moule
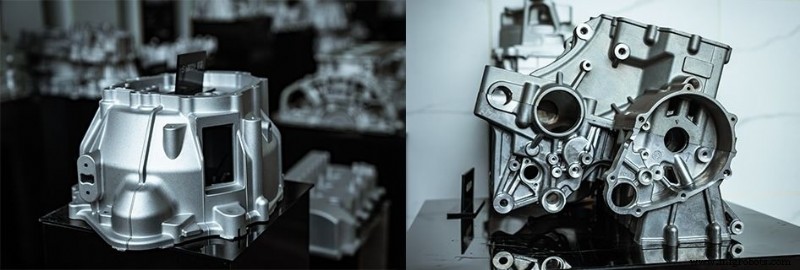
Le moulage est la technique la plus ancienne et la plus simple. Le métal est fondu, versé dans un moule et laissé se solidifier. Une fois refroidie, la pièce est retirée.
Les variantes incluent le moulage sous pression (remplissage forcé à haute pression), coulée par gravité (gravité seule) et coulée à basse pression (pression contrôlée pour un remplissage uniforme).
Pour les applications moto, le moulage est courant pour les carters de moteur, les roues d'origine, les étriers de frein d'entrée de gamme et divers supports et couvercles – toute pièce bénéficiant d'une production rapide et peu coûteuse en grand volume.
Forgeage – Façonnage du métal sous pression extrême
Le forgeage diffère considérablement. Au lieu de fondre, une billette solide est chauffée jusqu'à ce qu'elle soit souple, puis comprimée entre les matrices sous une pression extrême. Le métal s'écoule dans la cavité de la matrice, alignant sa structure de grain avec la géométrie de la pièce.
Ce flux de grains constitue le principal avantage :il produit des composants nettement plus résistants le long des chemins de charge et élimine les vides internes ou la porosité.
Le forgeage nécessite un outillage coûteux, mais pour les pièces qui supportent des charges cycliques élevées (bielles, vilebrequins, volants de course, étriers haut de gamme), le gain de résistance vaut l'investissement.
JTR Machine propose des services complets de forgeage, utilisant des presses hydrauliques contrôlées par ordinateur jusqu'à 6 000 lb. Ils fournissent des services de forgeage d'anneaux laminés sans soudure, de forgeage à matrice ouverte et de forgeage à la presse sur l'acier inoxydable, l'acier au carbone, l'acier allié et le laiton. Avec plus de 40 centres CNC avancés et la certification ISO9001, JTR fournit des finitions de précision qui répondent à des spécifications exactes.

Billet CNC — Sculpture à partir d'un bloc solide
L'usinage CNC commence par une billette dense et sans défaut, généralement une plaque ou une barre extrudée ou laminée qui a subi des contrôles métallurgiques rigoureux. Une machine contrôlée par ordinateur élimine tout ce qui ne fait pas partie de la forme finale, un peu comme si l'on sculptait du marbre avec une précision au micron près.
La pièce résultante hérite de la densité de la billette et de l'absence de défauts internes, offrant ainsi d'excellentes performances en fatigue.
Compromis :gaspillage de matériaux. Un bloc de 10 lb peut produire une pièce de 2 lb, laissant des copeaux. C'est pourquoi les pièces en billettes coûtent généralement plus cher par unité que les pièces moulées en gros volumes.
Avantage :pas d’outillage dur. Une modification de conception ne nécessite qu'un nouveau fichier CAO, ce qui rend la CNC idéale pour les petits lots, les prototypes et les pièces uniques personnalisées où une itération rapide est essentielle.
JTR Machine est spécialisée dans l'usinage CNC de précision de l'aluminium 6061, du laiton, du POM, du PET, de l'époxy et de la fibre de carbone. Leurs capacités incluent des opérations de tournage, de fraisage et de combinaison, avec des finitions telles que l'anodisation, le sablage et le marquage laser. Que vous ayez besoin d'un prototype unique ou d'une série de production, les installations certifiées ISO9001 de JTR garantissent une qualité constante.

Comparaison face à face
Vous trouverez ci-dessous un tableau de référence rapide qui juxtapose les trois processus.
| Fonctionnalité | Casting | Forgeage (± finition) | Billetterie CNC |
|---|---|---|---|
| Résistance à la traction | Faible à moyen (150 à 350 MPa) | Élevé (400–600+MPa) | Moyen à élevé (300 à 550 MPa, varie selon le stock) |
| Résistance à la fatigue | Faible (la porosité crée des sites d'initiation de fissures) | Le plus élevé (débit de grains continu) | Élevé (pas de vides internes) |
| Défauts internes | Sujet aux vides de porosité et de retrait | Aucun | Aucun |
| Flexibilité de conception | Limité en matière de moisissure ; les modifications nécessitent de nouveaux outils | Modéré (forme contrainte par la matrice) | Extrêmement élevé (toute conception CAO) |
| Quantité minimum de commande (MOQ) | Élevé (500 à 5 000 pièces et plus) | Moyen à élevé (200 à 2 000 pièces et plus) | Faible (1 pc jusqu'aux cycles de production) |
| Coût unitaire (faible volume) | Très élevé (amortissement outillage) | Très haut (matrice + finition) | Faible à moyen (sans outillage) |
| Coût unitaire (volume élevé) | Très faible | Faible à moyen | Élevé (matériau + temps de cycle) |
| Délai de livraison (Prototype) | 30 à 60 jours (outillage requis) | 30 à 60 jours (outillage requis) | 7 à 15 jours |
| Finition de surface | Modéré ; peut nécessiter un travail secondaire | Bien ; nécessite généralement une finition CNC | Excellent ; prêt pour l'anodisation |
Déballons quelques points clés à retenir.
- Résistance à la traction : Les composants forgés offrent souvent une résistance à la traction 10 à 20 % supérieure à celle des qualités coulées équivalentes en raison de l'alignement des grains.
- Résistance à la fatigue : La porosité des pièces moulées crée des sites d'initiation de fissures. Les pièces forgées présentent une résistance à la fatigue plus élevée et des modes de défaillance plus prévisibles. Les pièces en billette sont également supérieures aux pièces moulées, mais ne parviennent pas à être forgées pour les exigences de fatigue les plus élevées.
- Coût : La CNC n’est pas intrinsèquement chère. Pour des quantités inférieures à 200, la CNC peut être moins chère que la fonderie car vous évitez l'amortissement de l'outillage. Un moule de coulée typique peut coûter entre 5 000 et 20 000 dollars ou plus, et s'il est réparti sur 100 pièces, cela ajoute entre 50 et 200 dollars par pièce. La CNC élimine les coûts d'outillage, ce qui la rend économique pour les prototypes et les petits lots.

Quand utiliser chaque processus
Voici un guide de décision pratique basé sur vos besoins spécifiques.
Optez pour Casting quand…
- Volumes élevés (plus de 5 000 pièces par an)
- Géométrie complexe avec des cavités internes ou des parois fines
- Le coût est la principale contrainte
- La pièce ne supporte pas de charges structurelles extrêmes
Pièces typiques de moto : Carters moteur, couvercles, roues OEM d'origine, supports et boîtiers non structurels, étriers de frein d'entrée de gamme. Par exemple, les blocs-cylindres de moteur, remplis de passages de refroidissement complexes, ne sont viables que par moulage.
Optez pour le forgeage (± finition CNC) Quand…
- Charges cycliques élevées où la fatigue est critique
- Un rapport résistance/poids maximal est requis
- Le volume de production est moyen à élevé (plus de 200 à 2 000 pièces)
- Volonté d'investir dans des outils pour des tirages à long terme
Pièces typiques de moto : bielles, vilebrequins, volants de course, étriers de frein haut de gamme, composants de suspension et colliers de serrage triples. Wiseco, un fabricant respecté de pièces de performance, note que les composants d'embrayage forgés sont plus légers et présentent des propriétés mécaniques supérieures à celles des alternatives moulées ou billettes.
Optez pour CNC Billet quand…
- Prototypes ou petits lots (1 à 200 pièces)
- La conception est toujours en cours d'itération et peut changer
- Une esthétique haut de gamme et une finition de surface impeccable sont souhaitées
- Délai d'exécution rapide (7 à 15 jours pour les échantillons)
- Créer une marque personnalisée avec des designs uniques
Pièces typiques de moto : repose-pieds et leviers de rechange, pinces triples usinées, réservoirs de frein et d'embrayage, rehausseurs de guidon personnalisés, bouchons de remplissage d'huile et tout composant personnalisé en petit lot. La billette CNC permet également une flexibilité de marquage :gravure de logos, de numéros de série et sélection de couleurs anodisées personnalisées - quelque chose que le moulage et le forgeage ne peuvent égaler.
Approche hybride :Forgé + Finition CNC
De nombreuses pièces de moto de haute qualité commencent par être forgées et se terminent par CNC. Le forgeage crée une forme quasi nette avec un flux de grain optimal et aucun défaut interne, tandis que l'usinage CNC ajoute de la précision :perçage, filetage, surfaces planes et détails esthétiques.
Cette voie hybride offre la résistance du forgeage et la précision de la CNC, souvent à un coût inférieur à celui de l'usinage d'une billette à partir de zéro, car moins de matière est retirée.

Idées fausses courantes
Démystifions quelques mythes qui persistent.
- « La billette CNC est toujours la plus solide. » La résistance dépend du matériau de départ. Une billette d'aluminium 6061 est solide, mais une pièce forgée en 7075 la surpassera généralement. Les pièces en billette excellent en termes de performances en fatigue en raison de l'absence de défauts internes.
- « Le casting est une poubelle. » Le moulage moderne (semi-solide, basse pression et simulation améliorée) a considérablement réduit la porosité. Les composants contemporains du châssis en fonte d'aluminium présentent des performances en fatigue qui auraient été impossibles il y a dix ans.
- « Le forgeage ne nécessite pas de finition CNC. » La plupart des pièces forgées sont quasiment nettes, mais nécessitent néanmoins un usinage CNC pour les trous de montage, les surfaces de contact et les filetages. Même une bielle forgée reçoit des alésages usinés CNC.
- « La CNC est réservée aux riches qui produisent de petits lots. » Pensée dépassée. Pour moins de 200 pièces, la CNC peut être moins chère que le moulage si l'on prend en compte les coûts d'outillage, et elle élimine le risque d'inventaire. De nombreux fabricants en petites séries commencent par la CNC, font la preuve de leur produit et passent au moulage ou au forgeage lorsque le volume justifie l'investissement en outillage.
Conclusion
Il n’existe pas de « meilleur » processus unique. Le choix optimal dépend des exigences de volume, de budget, de calendrier et de performances.
- Casting : Idéal pour les pièces complexes et rentables en volumes élevés :carters de moteur, couvercles, composants non structurels.
- Forge : Idéal pour les pièces à haute résistance et critiques en fatigue :bielles, manivelles, volants de course, étriers pour charges lourdes.
- Billet CNC : Idéal pour les prototypes, les petits lots, les pièces personnalisées et les marques haut de gamme :repose-pieds, triples colliers, élévateurs personnalisés.
Et ne négligez pas l'approche hybride forgée et CNC, alliant résistance et précision.
Posez-vous la question :Qu'est-ce que je construis réellement et combien dois-je en fabriquer ? Répondez honnêtement à cette question et le bon processus se révélera.
Prêt à transformer votre conception en réalité ? Que vous ayez besoin d'un seul prototype ou d'une production complète, JTR Machine est prêt à vous aider. Avec plus d'une décennie d'expérience, plus de 40 centres CNC avancés et la certification ISO9001, nous livrons des pièces de précision qui répondent exactement à vos spécifications.
Téléchargez votre fichier CAO pour obtenir un examen et un devis DFM gratuits, ou contactez-nous simplement pour discuter de votre projet. Nous répondons dans les 24 heures.
Guides associés
Technologie industrielle
- Comment recycler les produits obsolètes pour protéger l'environnement et votre marque
- IoT, AI et Edge Computing transforment l'industrie pétrolière
- Façons dont l'IA dans le marketing B2B a un impact
- 5 tendances technologiques émergentes qui révolutionnent l’industrie 4.0
- Comprendre les avantages des découpeuses de segments de cercle
- La nouvelle IA de poker peut détruire de nombreuses sociétés en ligne – les développeurs ne la publient donc pas
- Cartes Karnaugh plus grandes à 5 et 6 variables
- Raisons de la précision d'usinage anormale des machines-outils CNC - Comment trouver des problèmes dans l'usinage CNC | TOURNAGE CNC
- Normes traçables NIST en action