


Maîtriser la production de disques durs avec l'usinage composé de tournage et de fraisage à 5 axes
Le disque aubagé, composé d'aubes et de disques de turbine, est essentiel aux turbines à gaz et aux moteurs d'avion modernes. Sa géométrie complexe et ses tolérances dimensionnelles strictes en font l'un des composants les plus difficiles à usiner avec les méthodes conventionnelles, ce qui entraîne des taux de rejet élevés, une usure accélérée des outils et des retards de production coûteux.
L'usinage composé de tournage et de fraisage à 5 axes combine l'usinage 5 axes simultané avec des capacités de tournage et de fraisage intégrées, permettant aux fabricants de résoudre les principales difficultés que sont la déformation des parois minces, la dureté des matériaux, les risques d'interférence et les erreurs de serrage cumulatives.
Dans cet article, nous examinons les principaux obstacles à la fabrication de disques aubagés de précision, illustrons comment la technologie CNC 5 axes les surmonte et présentons une étude de cas réel de JTR Machine. Que vous soyez ingénieur aérospatial ou responsable de production, ce guide vous montrera comment produire efficacement des disques aubagés ultra-précis en grand volume.

Qu'est-ce qu'un blisk et pourquoi c'est important dans l'aérospatiale
Un disque aubagé (disque aubagé) fusionne les aubes de turbine et le disque en une seule pièce, éliminant ainsi les queues d'aronde ou les boulons classiques. Cette intégration réduit le poids, améliore l'efficacité aérodynamique et diminue le risque de défaillance mécanique, ce qui rend les disques aubagés essentiels pour les moteurs civils et militaires, les groupes motopropulseurs d'hélicoptères et les turbines à gaz de production d'électricité.
À mesure que les exigences en matière de performances du moteur augmentent, le besoin de composants de disque dur précis augmente. Cependant, les caractéristiques mêmes qui confèrent des avantages (lames torsadées, canaux étroits et parois ultra fines) les rendent également difficiles à usiner avec des outils standards.

Avant de proposer des solutions, il est crucial de comprendre les quatre principaux problèmes liés à la fabrication de disques aubagés :la structure, les matériaux, la précision et l'inefficacité des processus.
1. Canaux étroits et risque d'interférence élevé
Les disques aubagés ont des passages étroits entre les lames torsadées. Les collisions d’outils sont courantes et nécessitent une planification avancée du chemin et la capacité RTCP (suivi des info-bulles) d’une machine. Sans contrôle 5 axes, les porte-outils peuvent heurter les surfaces de la lame, produisant des débris ou des dommages.
Les interférences lors de l'usinage sont l'une des principales causes de rejet des programmes CNC. Des stratégies précises de simulation et d'évitement des collisions sont donc obligatoires.
2. Déformation des parois minces
Les parois des lames varient généralement de 0,5 mm à 2 mm. Sous l’effet des forces de coupe, ils fléchissent, vibrent et rebondissent, compromettant ainsi la finition et le contrôle des tolérances. La déformation des parois minces est particulièrement grave lors du travail avec des alliages de titane ou des superalliages à base de nickel, où les forces de coupe sont élevées.
Le broutage dégrade non seulement la qualité de la surface, mais accélère également l'usure des outils.
3. Matériaux difficiles à découper
Les matériaux courants pour les disques aubagés (superalliages à base de nickel (Inconel718, Waspaloy) et alliages de titane (TC4, Ti6Al4V)) sont exceptionnellement résistants, ont une faible conductivité thermique et génèrent des températures de coupe élevées. Cela entraîne une usure rapide des outils, des brûlures et un collage.
Des paramètres de coupe spécialisés, des revêtements d'outils et une gestion thermique sont nécessaires. Dans les processus traditionnels, l'usure des outils devient un facteur de coûts majeur.
4. Exigences d'ultra‑haute précision
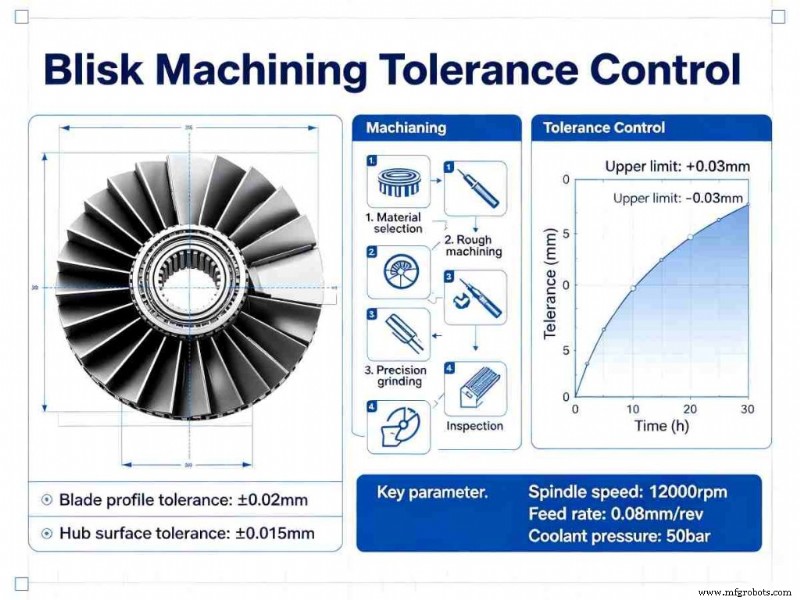
Les tolérances typiques du profil de lame sont de ±0,003 mm, tandis que la rugosité de la surface doit rester inférieure à Ra≤0,8 µm. Atteindre ces spécifications nécessite un engagement continu et fluide des outils, impossible avec des machines à 3 axes ou des configurations multiples.
L'usinage de haute précision teste la stabilité dynamique et le contrôle d'une machine.
5. Erreurs cumulées dues à plusieurs serrages
Les flux de travail traditionnels impliquent cinq serrages ou plus :tourner l'ébauche, fraiser la lame, percer, meuler et polir. Chaque repositionnement introduit des erreurs de positionnement, compromettant la tolérance géométrique finale.
Même avec des montages de précision, les erreurs cumulatives rendent le contrôle des tolérances peu fiable lorsque les pièces se déplacent entre les machines.
6. Défis supplémentaires
- Vibrations et vibrations des outils à col long lors de l'usinage d'empreintes profondes
- Difficulté à nettoyer les coins et les zones de transition
- Grande déformation thermique lors d'un traitement prolongé
Ces problèmes expliquent pourquoi les méthodes conventionnelles ne répondent pas aux besoins de l’aérospatiale moderne. L'industrie a besoin d'un changement fondamental :l'usinage composé de tournage et de fraisage à 5 axes permet ce changement.
Comment l'usinage composé de tournage-fraisage 5 axes résout les défis du Blisk
L'usinage composé de tournage et de fraisage à 5 axes fusionne l'usinage simultané sur 5 axes avec la technologie de tournage et de fraisage, abordant chaque problème avec des avantages distincts.
1. Le serrage unique élimine les erreurs cumulatives
En intégrant le tournage, le fraisage, le perçage et d'autres opérations dans une seule machine, tous les usinages sont effectués avec un seul serrage. Cela supprime les erreurs de positionnement inhérentes à plusieurs configurations, garantissant une précision constante.
2. La liaison à 5 axes surmonte les interférences et la géométrie complexe
Les deux axes de rotation A/B combinés au RTCP permettent à l'outil de s'incliner et de tourner librement, accédant ainsi à des canaux étroits et à des surfaces courbes complexes sans collision. Une programmation CAM appropriée automatise l'évitement des interférences.
3. Un contrôle de précision répondant à des tolérances ultra élevées
Les centres modernes sont dotés de règles de réseau en boucle entièrement fermée et d'une compensation thermique pilotée par l'IA. L'ajustement en temps réel de la dérive thermique et de l'usure des outils garantit une tolérance de profil ±0,003 mm et une rugosité de surface Ra≤0,8 µm, même dans les ateliers à température non contrôlée.
4. La coupe optimisée réduit l'usure et la déformation des outils
Les paramètres de coupe personnalisés et les stratégies de parcours d'outil, telles que l'ébauche trochoïdale et la finition à charge de copeaux constante, minimisent les forces de coupe et la température. La lubrification sèche ou microlubrifiée protège davantage l'outillage et réduit la déformation des parois fines.
5. Gains d'efficacité et réduction des coûts
Par rapport aux méthodes traditionnelles, les temps de cycle diminuent de 60 % ou plus. Moins de machines, moins de manipulation et un rendement de premier passage plus élevé se traduisent par un coût par pièce inférieur et permettent une production de masse économiquement viable.

Étude de cas :Solution de tournage-fraisage à 5 axes de JTR Machine pour la production de disques durs en alliage de titane
Le centre de tournage-fraisage 5 axes de JTR Machine démontre les avantages pratiques de cette technologie.
Contexte du projet
Un fabricant national de moteurs aérospatiaux avait besoin de produire en série des disques aubagés en alliage de titane (Φ320 mm, 12 pales). Les exigences comprenaient une tolérance de profil ≤ ± 0,003 mm, une rugosité de surface Ra ≤ 0,6 µm et un lot de 120 pièces par an. Le flux de travail traditionnel sur 3 axes et tournage impliquait cinq serrages, ce qui entraînait une faible efficacité, des erreurs cumulatives et des délais de livraison non respectés.
Présentation de la solution
JTR Machine a déployé son centre de tournage-fraisage à 5 axes équipé de doubles axes de rotation A/B, de règles de réseau en boucle fermée et d'une compensation thermique AI. Un dispositif hydraulique permettait un serrage unique avec positionnement du trou intérieur.
Déroulement du processus :
- Usinage grossier : Tournage du cercle extérieur et de la face d'extrémité, suivi d'un fraisage grossier des canaux de lame avec des outils en carbure haute performance.
- Finition : Fraisage par liaison 5 axes du profil complet de la lame, y compris le nettoyage des coins du filet de racine avec des coupe-sucettes spécialisés.
- Traitement auxiliaire : Indexation sur l'axe C pour fraiser les trous de refroidissement radiaux et les éléments secondaires.
L'optimisation du parcours d'outil et des paramètres a ciblé l'alliage de titane, en utilisant une ébauche trochoïdale et une finition à charge de copeaux constante pour éliminer les vibrations. L'ensemble du processus s'est déroulé 24 heures en continu sans supervision.
Résultats
- Précision : Tolérance du profil de la lame ±0,0025 mm, rugosité de la surface Ra≤0,6 µm, tolérance de la position du trou ±0,003 mm :tous dépassent les spécifications du client.
- Efficacité : Temps de cycle réduit de 72 heures par pièce à 22 heures, soit une amélioration de 227 %.
- Coût et qualité :Le coût d’une pièce unique a chuté de 35 % ; le taux de qualification des lots a atteint 99,5 %, ce qui confirme l'objectif de livraison annuel.
Commentaires des clients
« L'usinage composé de tournage et de fraisage à 5 axes de JTR a résolu nos problèmes de black, en offrant précision et vitesse, et en devenant notre partenaire de confiance à long terme. »

Pourquoi choisir la machine JTR pour l'usinage de disques Blisk en tournage-fraisage 5 axes ?
1. Expertise technique éprouvée
Avec plus de 70 unités CNC de précision, dont une flotte de centres de tournage-fraisage 5 axes avancés, JTR Machine apporte des décennies de connaissances institutionnelles aux géométries complexes des disques aubagés.
2. Assurance qualité rigoureuse
La conformité aux normes ISO9001:2008, TS16949 et IATF sous-tend chaque processus. L'inspection utilise des MMT Hexagon, des projecteurs optiques et des testeurs de rugosité de surface pour garantir que les pièces respectent ou dépassent les spécifications d'impression.
3. Solutions sur mesure
Il n’y a pas deux blisks identiques. JTR propose des solutions de tournage-fraisage 5 axes sur mesure adaptées aux exigences de matériau, de précision et de volume de chaque client.
4. Livraison rapide et assistance 24h/24 et 7j/7
Des devis rapides, une livraison le jour même et des conseils 24 heures sur 24 réduisent les temps d'arrêt et accélèrent la mise sur le marché.
FAQ
Q1 :Quels matériaux JTR Machine peut-il traiter avec la technologie de tournage-fraisage à 5 axes ?
R :Les alliages de titane (TC4, Ti6Al4V), les superalliages à base de nickel (Inconel718, Waspaloy), l'acier inoxydable et les alliages d'aluminium sont tous pris en charge.
Q2 :Quel est le temps de cycle typique pour un seul disque aubagé ?
R :Cela varie selon la taille et la complexité. Pour le disque aubagé en alliage de titane de Φ320 mm de notre étude de cas, le cycle était de 22 heures, soit 60 % plus rapide que les méthodes traditionnelles. Contactez-nous avec votre CAD pour un devis sur mesure.
Q3 :Le JTR répond-il aux normes aérospatiales de très haute précision ?
R :Oui. Nos centres atteignent une tolérance de profil ±0,003 mm et une rugosité de surface Ra≤0,8 µm, entièrement conformes aux spécifications aérospatiales.
Q4 :Quel est le taux de qualification des lots de JTR pour la production de disques aubagés ?
R :Constamment 99,5 % ou plus, grâce à un contrôle rigoureux du processus et à une inspection en cours de processus.
Guides associés
Technologie industrielle
- Transistor BC558 : tout ce que vous devez savoir
- Maîtriser la planification stratégique des installations :un guide complet pour des opérations optimisées
- Les ingénieurs développent des radios Wi-Fi ultra-basse consommation
- Où puis-je faire usiner une pièce hors-norme sur mesure au Québec?
- Sécurité du générateur :7 mesures de précaution à garder à l'esprit
- Projets électriques E3.series 2021 - Ajustement automatique du bouclier
- Moteurs à collecteur AC
- Marketing de contenu :qu'est-ce que c'est et pourquoi est-ce important pour votre entreprise de fabrication ?
- Principales applications pour le fil de tungstène plaqué or