


Contrôle de déformation CNC pour l'aluminium à paroi mince dans la fabrication aérospatiale
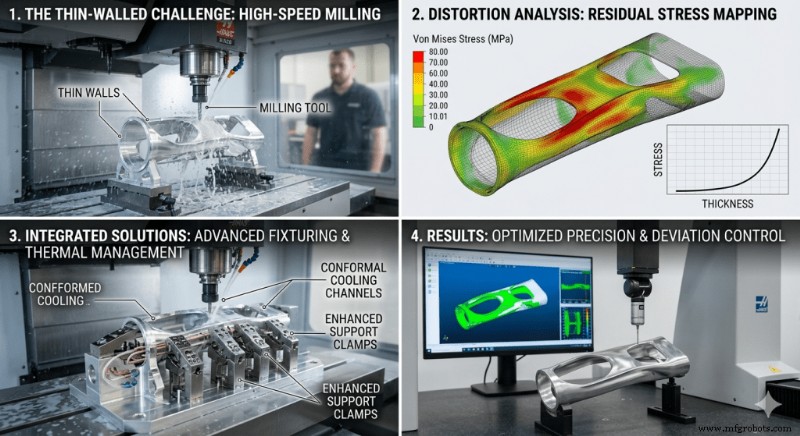
Les marchés de l'aérospatiale, de l'espace commercial et de l'eVTOL exigent des composants toujours plus fins et à rapport d'aspect élevé. Les ingénieurs travaillent régulièrement avec des pièces en aluminium à paroi mince (souvent <1,0 mm d'épaisseur et>100 mm de profondeur) fabriquées à partir d'alliages 6061-T651 ou 7075. L'usinage 3 axes conventionnel a du mal à maintenir la précision dimensionnelle dans la tolérance de 0,01 mm requise pour les pièces aérospatiales, tout en gérant également l'inévitable déformation en forme de vague qui peut survenir.

Analyse mécanique de la déformation dans les alliages d'aluminium
Trois forces principales entraînent la déformation de l'aluminium à paroi mince :
- Contraintes résiduelles introduit lors du laminage, de la trempe et de l'étirement. Le retrait de matière pendant l'usinage CNC perturbe l'équilibre, provoquant une déformation ou une torsion lorsque la pièce cherche un nouvel état stable.
- Forces de coupe devenir problématique lors de l’usinage de murs à rapport d’aspect élevé. La faible rigidité des sections minces peut entraîner des déflexions qui dépassent les limites de tolérance, et le broutage régénératif (vibration auto-excitée) produit des irrégularités de surface et une épaisseur de paroi sous-dimensionnée.
- Expansion thermique est important pour l’aluminium. Le fraisage à grande vitesse au niveau de la zone de cisaillement génère de la chaleur ; si l'augmentation de température n'est pas dissipée, la pièce rétrécit une fois refroidie, compromettant encore davantage la précision dimensionnelle.
Comparaison technique :méthodologies standard et avancées
La transition d’un flux de travail 3 axes à un flux de travail 5 axes systématique et de haute précision est essentielle. Le tableau ci-dessous compare les pratiques conventionnelles avec la norme de fabrication aérospatiale de 2026 :
Paramètre technique | Processus standard à 3 axes | Processus 5 axes de haute précision (norme 2026)
Configuration de la pièce | Étau/serrage conventionnel | Serrage au point zéro et fixation par vide
Stratégie d'usinage | Fraisage latéral séquentiel | Fraisage symétrique simultané
Gestion des contraintes du matériau | Aucun (stock brut) | Stabilisation cryogénique / Vieillissement en plusieurs étapes
Vitesse de coupe (Vc) | 180 m/min | 350 m/min (Siemens 840D SL haute dynamique)
Taux d'avance (Fz) | 0,05 mm/dent | 0,12 mm/dent (chargement optimisé par l'IA)
Interface d'outillage | Pinces de serrage standard ER | Amortissement hydraulique/ajustement thermorétractable
Écart dimensionnel | 0,15 à 0,30 mm | <0,008 mm
Finition de surface (Ra) | 1,6 à 3,2 µm | <0,4 µm (Direct-to-Finish)
Voies technologiques de base pour l'usinage à rapport d'aspect élevé
Atteindre une précision inférieure à 0,01 mm repose sur un trio de stratégies imbriquées :techniques de coupe avancées, innovation en matière d'outils de coupe et contrôle de processus piloté par l'IA.
1. Fraisage symétrique simultané
L'usinage traditionnel enlève la matière d'un côté du mur avant l'autre, concentrant la contrainte sur une seule surface et déclenchant un retour élastique. Le fraisage symétrique coupe les deux côtés en tandem (ou en alternance), équilibrant les forces et gardant le mur stable tout au long du cycle.
2. Technologie d'amortissement et géométrie de l'outillage
La suppression du bavardage commence avec le bon outil. Les fraises en bout à hélice variable et à pas variable interrompent la fréquence de vibration périodique qui entraîne le broutage régénératif dans l'aluminium 6061. Associés à des amortisseurs hydrauliques rigides (amortisseurs intégrés au porte-outil), ces systèmes permettent des coupes plus profondes sans compromettre la finition de surface.
3. Rémunération prédictive basée sur l'IA
Les systèmes de contrôle modernes FANUC ou Siemens intègrent des algorithmes d'IA qui surveillent en permanence les températures de la broche et de la base. Le contrôleur calcule la dilatation thermique à la volée et ajuste les décalages des outils, garantissant ainsi que le tranchant reste sur la cible quelle que soit l'accumulation de chaleur.

Liste de contrôle de mise en œuvre pour l'optimisation des processus
- Prétraitement des matériaux : Refroidir cryogéniquement l'alliage à –196 °C pour stabiliser la microstructure et redistribuer les contraintes résiduelles.
- Ébauche stratégique : Exécutez des passes grossières à grande vitesse et à faible profondeur pour éliminer les matériaux en vrac tout en préservant l'intégrité des murs. Réservez une marge de 0,3 à 0,5 mm pour la passe finale.
- Cycles de soulagement du stress : Pour les pièces critiques, insérez un cycle de recuit entre l'ébauche et la finition pour garantir un état de contrainte stable.
- Terminer l'environnement d'usinage : Effectuer les passes finales dans une chambre climatique de ±1°C. Préférez la lubrification en quantité minimale (MQL) au liquide de refroidissement par inondation pour éviter les chocs thermiques sur les murs délicats.
- Inspection en ligne :Montez des palpeurs de haute précision sur la machine. Mesurez les dimensions critiques immédiatement après la dernière coupe et corrigez automatiquement les décalages d'outil avant de desserrer.
En passant d'une gestion réactive à une gestion proactive des processus (équilibrant les forces de coupe, amortissant les vibrations et compensant les effets thermiques), les ingénieurs peuvent fournir de manière fiable des pièces en aluminium à paroi mince qui respectent ou dépassent la tolérance de 0,01 mm exigée par les applications aérospatiales.
Guides associés
Technologie industrielle
- Instructions de travail efficaces :5 bonnes pratiques pour les rédiger
- Normes de dessin de fabrication et d'assemblage
- Installation des disjoncteurs intelligents Leviton dans un panneau 120/240 V :guide étape par étape
- L'importance de l'analyse de l'huile dans votre équipement
- Comment les paiements numériques améliorent l'efficacité logistique
- Comprendre les coûts d'outillage lors de la création de pièces à l'aide du moulage à modèle perdu
- MilliporeSigma lance un effort de quatre ans pour la durabilité de l'emballage
- Vecteurs et formes d'onde CA
- Tesla peut-elle dominer le marché allemand des véhicules électriques ?