


Conseils pour l'enfilage et l'ajout d'inserts dans l'impression 3D
Il y a une chose fondamentale que vous devez savoir sur le filetage et l'assemblage d'inserts dans des pièces imprimées en 3D :ce que vous pouvez et ne pouvez pas fabriquer dépend des propriétés matérielles de la pièce et de l'insert. Une deuxième chose à garder à l'esprit :il est avantageux de concevoir des tarauds et des inserts standard dans la mesure du possible.
 Des inserts thermofixés en laiton sont possibles pour les composants construits avec SLS et MJF.
Des inserts thermofixés en laiton sont possibles pour les composants construits avec SLS et MJF. Pièces SLS et MJF avec inserts thermofixés
Les pièces en nylon imprimées à l'aide des procédés de frittage laser sélectif (SLS) ou de fusion multi-jets (MJF) peuvent tirer parti des tailles standard d'inserts thermofixés en laiton. Pourquoi du laiton ? Le laiton est un métal doux avec des températures de recuit basses. Avant que les inserts en laiton ne soient insérés dans les trous, ils sont rapidement chauffés avec un fer à souder. Cela déforme le nylon, lui permettant de s'écouler et de remplir les vides autour de l'insert, offrant une prise solide autour de l'insert après refroidissement. L'utilisation d'un insert thermofixé en laiton dans votre conception peut également contribuer à assurer la durabilité. Si vous avez besoin d'un insert thermofixé différent du laiton, des inserts en aluminium ou en acier inoxydable sont également une option.
Résistance de l'insert thermofixé dans les pièces SLS et MJF
Nous avons effectué des tests internes de résistance à la traction sur des inserts thermofixés installés dans des nylons, et voici ce à quoi vous pouvez vous attendre. Bien que de nombreuses variables entrent en jeu, les inserts plus grands et plus longs qui ont une plus grande surface sont plus solides que les plus petits. Nos tests suggèrent des charges maximales allant d'environ 100 livres pour les très petits inserts à, dans certains cas, plus de 700 livres pour nos plus grands inserts. Cela vous donne une idée des limites, mais nous vous recommandons de tester les fonctionnalités pour votre application spécifique, en particulier si votre pièce subit des charges soudaines, répétées et/ou non uniformes. Il est également important de savoir que les inserts plus longs/plus hauts de taille de filetage équivalente sont plus solides que les inserts plus courts. La quantité de résistance supplémentaire varie selon la taille de l'insert, mais nos tests indiquent que les inserts hauts ajoutent environ 30 % de résistance à la traction par rapport aux inserts plus courts.
Pièces SLA avec inserts à ajustement serré
Le style d'insert diffère pour les pièces imprimées à l'aide du processus de stéréolithographie (SLA). Dans ce cas, des inserts à ajustement serré standard sont utilisés. Ils ne nécessitent pas de chauffage pour durcir. Au lieu de cela, ces inserts à ajustement serré sont renforcés avec de l'époxy pour plus de solidité et de sécurité.
Appuyer sur les pièces SLA, SLS, MJF
Percer des trous dans des plastiques imprimés en 3D est moins courant que d'assembler des inserts. Dans votre cas, cependant, le taraudage peut être préféré aux inserts si le maintien d'une esthétique cohérente est essentiel ou si les propriétés métalliques ne sont pas souhaitées. Nous stockons des tailles de robinet standard, mais si vous avez besoin de quelque chose, demandez-le. Voici une liste de nos inserts thermofixés, inserts à pression et tarauds couramment stockés. Nous pouvons travailler avec vous pour nous assurer que la profondeur appropriée est choisie.
Plaquettes en stock et tailles de tarauds
| Inserts thermofixés en stock pour pièces en nylon | Inserts Press Fit en stock pour les pièces SLA | Tailles de tarauds disponibles pour les pièces SLA | Tailles de tarauds disponibles pour les pièces en plastique | ||
| NORME | MÉTRIQUE | TNP | |||
| 0-80 | 0 - 80 | 0 - 80 | M1.2 x .25 | 1/16 - 27 | 2-56 |
| 2-56 | 2 - 56 | 1 - 64 | M1,4 x 0,25 | 1/8 - 27 | 4-40 |
| 4-40 | 4 - 40 | 1 - 72 | M1.6 x .35 | 1/4 - 18 | 6-32 |
| 6-32 | 6 - 32 | 2 - 56 | M2 x 0,4 | 1/2 | 8-32 |
| 8-32 | 8 - 32 | 3 - 48 | M3 x 0,5 | 3/8 - 18 | 10-24 |
| 10-24 | 10 - 24 | 3 - 56 | M4 x 0,7 |
| 10-32 |
| 10-32 | 10 - 32 | 4 - 40 | M5 x 0,8 |
| 1/4"-20 |
| 1/4"-20 | 3/8 - 16 | 4 - 48 | M6 x 1.0 |
| 1/4"-28 |
| M1.6 x 0.35 | 1/4 - 20 | 5 - 40 | M8 x 1.0 |
| 5/16"-18 |
| M2 x 0,4 | 16/05 - 18 | 6 - 32 | M8 x 1,25 |
| 3/8"-16 |
| M2.5 x 0.45 | M1.6 - .35 | 6 - 40 | M12 x 1,75 |
| 1/8"-27 |
| M3 x 0,5 | M2 - 0,4 | 8 - 32 | M14 x 1.0 |
| 1/2"-13 |
| M4 x 0,7 | M2.5 - 0.45 | 8 - 36 | M18x1.0 |
| M2 x 0,40 |
| M5 x 0,8 | M3 - 0,5 | 10 - 24 | M20 x 1,5 |
| M2,5 x 0,45 |
| M6 x 1 | M3.5 - 0.6 | 10 - 28 |
|
| M3 x 0,50 |
| M8 x 1,25 | M4 - 0,7 | 10 - 32 |
|
| M3,5 x 0,60 |
| M5 - 0.8 | 12 - 24 |
|
| M4 x 0,70 | |
| M6 - 1.0 | 1/4 - 20 |
|
| M5 x 0,80 | |
| M8 -1.25 | 1/4 - 28 |
|
| M6 x 1,00 | |
| 3/8 - 16 |
|
| M8 x 1,00 | ||
|
|
| 3/8 - 18 |
|
| M8 x 1,25 |
|
|
| 3/8 - 24 |
|
| M10 x 1,00 |
|
|
| 16/05 - 18 |
|
|
|
|
|
| 5/16 - 24 |
|
|
|
|
|
| 16/07 - 20 |
|
|
|
|
|
| 16/07 - 14 |
|
|
|
|
|
| 1/2 - 12 |
|
|
|
|
|
| 1/2 - 20 |
|
|
|
|
|
| 3/4 - 16 |
|
|
|
|
|
| 5/8 - 18 |
|
|
|
|
|
| 16/09 - 18 |
|
|
|
|
|
| 15/16 - 16 |
|
|
|
Conception pour le taraudage et les inserts dans des pièces en plastique imprimées en 3D
Lors de la détermination du type et de la taille du taraud ou des inserts dont vous aurez besoin, assurez-vous de nous fournir des dessins techniques qui indiquent clairement la taille du filetage, le pas et la profondeur requis. Lors de la conception d'inserts thermofixés, assurez-vous de suivre les directives du tableau ci-dessous pour un ajustement optimal. Bien que nous ne puissions pas garantir la taille d'ajustement ou la profondeur des inserts, nous nous assurons qu'ils affleurent à la surface de la pièce. Dans certains cas, nous avons construit des gabarits personnalisés pour certaines exigences des clients.
Exigences de conception pour les inserts thermofixés et pressés :
- Épaisseur de paroi minimale :0,030 pouce (0,762 mm)
- Distance minimale des entités adjacentes :0,250 po (6,35 mm)
- Hauteur maximale des éléments adjacents : 4,0 po (101,6 mm)
Poursuivre ou tarauder des filets dans des pièces métalliques imprimées en 3D
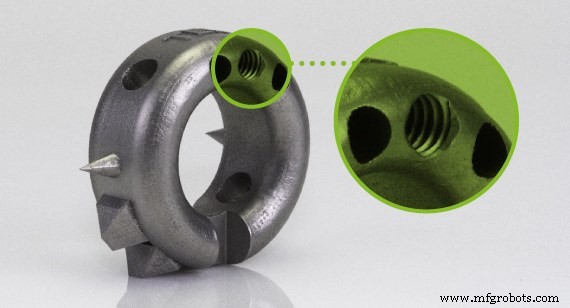
Si vous recherchez des fils fonctionnels pour un prototype métallique, vous devez modéliser et imprimer la structure des fils. Après la construction, cette structure hélicoïdale peut être chassée avec un robinet manuel pour assurer la fonctionnalité. C'est assez fonctionnel pour de nombreuses applications de non-précision, et c'est beaucoup moins cher et plus rapide car cela élimine le besoin d'une configuration d'usinage complète. Certains clients choisissent de chasser eux-mêmes les fils, mais nous pouvons le faire pour un coût relativement faible. L'inconvénient des fils à poursuite automatique est que l'alignement et la qualité des fils ne seront pas aussi précis. Si vous avez une orientation étrange sur vos fils imprimés, cela pourrait entraîner une perte très mineure de précision de position finale ou d'alignement. Pour cette raison, si votre pièce a une exigence de conception de production, il est recommandé que les filets finaux soient usinés après la fabrication pour garantir la précision. Les filetages usinés peuvent contenir des tolérances beaucoup plus serrées. Il convient de noter que lors de la sélection des matériaux, il est difficile de chasser les filetages en Inconel 718 et en chrome-cobalt car ces métaux sont plus durs que le taraud lui-même. Cela rend les petits fils particulièrement difficiles dans ces deux matériaux.
 Voici une partie réelle mettant en évidence les différences de précision auxquelles vous pouvez vous attendre avec un fil imprimé, ciselé et taraudé.
Voici une partie réelle mettant en évidence les différences de précision auxquelles vous pouvez vous attendre avec un fil imprimé, ciselé et taraudé. Avantages du chassage ou du taraudage pour les pièces métalliques
| Chase Threads | Appuyer sur les fils de discussion |
| Délais plus rapides | ✔ |
|
| Tarification économique | ✔ |
|
| Prototype fonctionnel | ✔ |
|
| Pièce de précision |
| ✔ |
 Le filetage est possible dans les pièces métalliques imprimées en 3D, mais il peut être difficile de chasser les filets dans les pièces construites en Inconel et les matériaux de cobalt-chrome.
Le filetage est possible dans les pièces métalliques imprimées en 3D, mais il peut être difficile de chasser les filets dans les pièces construites en Inconel et les matériaux de cobalt-chrome. Conception pour le taraudage et les inserts dans des pièces métalliques imprimées en 3D
Lorsque vous obtenez un devis pour vos pièces, il est important de fournir toutes les informations de filetage nécessaires sur les dessins techniques. Nous pouvons examiner tous les dessins techniques pour obtenir un devis qui indiquent clairement la taille du filetage, le pas, la classe d'ajustement et la position requise.
Inserts de demande spéciale et plus
Voilà donc un aperçu de la façon dont nous accueillons généralement les clients de l'impression 3D. Cela dit, si vous avez une demande de conception prête à l'emploi, n'hésitez pas à nous la demander. Vous pouvez toujours nous expédier les inserts que vous souhaitez que nous utilisions, ou nous pouvons les commander pour vous. Nous pouvons même nous procurer des inserts plus grands pour des pièces plus grandes. Besoin de chevilles assemblées ? Nous avons ce qu'il vous faut. Il suffit de demander. Nous examinons toujours votre pièce en tenant compte de vos exigences de conception. Et n'oubliez pas que nos ingénieurs d'application sont là pour vous guider dans les délais, l'analyse des coûts et les objectifs de conception en matière de filetage et d'inserts dans les pièces imprimées en 3D.
Rachel Hunt est responsable de la ligne de service pour l'impression 3D chez Protolabs .
Technologie industrielle
- Application Spotlight :Impression 3D pour pièces de turbine
- Conseils et astuces pour le soudage de l'Inconel
- Quatre conseils pour ajouter des services LTL à votre courtage
- Partenaire Victrex et Bond pour l'impression 3D de pièces PAEK
- Conseils pour les moules d'impression 3D
- Conseils pour l'usinage CNC du titane :Aéronautique et plus
- L'incroyable évolution de l'impression 3D dans l'aérospatiale et la défense
- 4 conseils et défis pour une meilleure gestion des actifs IIoT
- Conseils de conception pour l'impression 3D par frittage laser direct de métal