


Conseils pour l'impression 3D :Après l'impression
Pour terminer la série "Astuces pour l'impression 3D", l'article suivant se concentre sur les astuces après l'impression 3D, y compris comment séparer la pièce de la base et nettoyer l'extrudeuse après avoir utilisé des matériaux contenant des fibres, qui sont susceptibles de générer des bourrages, tels que la fibre de carbone PLA.
1. Séparez la pièce de la base
Lorsqu'une impression 3D se termine, une période de temps (5-10 minutes) doit être autorisé avant de séparer la pièce de la base et de la manipuler afin qu'elle refroidisse suffisamment et soit inférieure à la température de ramollissement. Si cela n'est pas respecté, la pièce sera déformée et perdra une certaine qualité de finition. Après le temps indiqué précédemment, la pièce peut être séparée, aidant, si possible, à l'aide d'une spatule. Si une spatule n'est pas disponible, attendez que la base soit à température ambiante ou utilisez une technique rudimentaire de refroidissement rapide, comme insérer la base dans un réfrigérateur ou un congélateur ou verser la base à travers le côté de la base opposé à la pièce avec de l'eau froide jusqu'à ce que vous entendez un craquement, indiquant que la pièce s'est déjà partiellement détachée de la base et peut déjà être séparée à la main.
Lorsque les matériaux sont sensibles aux changements brusques de température (ABS ou Nylons), sont utilisés, une diminution progressive de la température de la base doit être effectuée une fois l'impression 3D terminée pour éviter les déformations de la pièce. Ce processus peut être effectué avec des programmes tels que Simplify3D, programmant la température de base diminuer par intervalles de 5 ºC jusqu'à atteindre la température ambiante.
Image 1 : Spatule BuildTak

Image 2 : filament de nettoyage Smart Clean
2. Nettoyage de l'extrudeuse
Après avoir utilisé des matériaux abrasifs contenant des fibres et sont susceptibles de se coincer , comme PLA-Fibre de carbone ou Nylon-Fibre de carbone CF15, l'utilisateur doit nettoyer l'intérieur de l'extrudeuse afin qu'ils ne solidifient pas les débris de ces filaments et pas de futurs bourrages. Pour cela, le filament de nettoyage Smart Clean peut être utilisé, un matériau utilisé à 10 °C de plus que la température du filament de la dernière impression 3D, sur un peu plus d'1 mètre ou jusqu'à ce que le filament quitte la buse exempt de débris du matériau de la précédente 3D impression. Cette opération évite les bourrages et augmente la durée de vie de l'extrudeur.
3. Nettoyage de la base
De nombreuses imprimantes 3D ont une base en verre ou un autre type de base où un spray est pulvérisé (3DLac ou DimaFix) qui aide l'adhérence de la pièce pendant plusieurs impressions. Après plusieurs utilisations, le spray doit être pulvérisé à nouveau , mais pas avant de laver la base avec de l'eau (de préférence froide) et avec du savon. Il suffit d'appliquer un peu de savon sur la base, un peu d'eau et de frotter avec la main, c'est largement suffisant pour nettoyer la base. Enfin, séchez-le avec du papier et vérifiez qu'il n'y a pas de traces de spray sur la base.
4. Vérifiez les dimensions et la finition de la pièce
Après avoir retiré la pièce de la base de l'imprimante, une vérification globale des dimensions et de la finition doit être effectuée pour s'assurer que l'imprimante 3D fonctionne correctement. Avec une jauge il faut mesurer les dimensions externes de la pièce et les écarts internes s'il y en a, si ceux-ci ne sont pas corrects le calibrage de l'imprimante 3D, principalement la base et les pas des moteurs doivent être vérifiés. Si la finition de surface n'est pas bonne, c'est probablement que la température d'impression utilisée n'est pas correcte ou que l'extrudeuse (ou la buse) est sale ou en mauvais état.
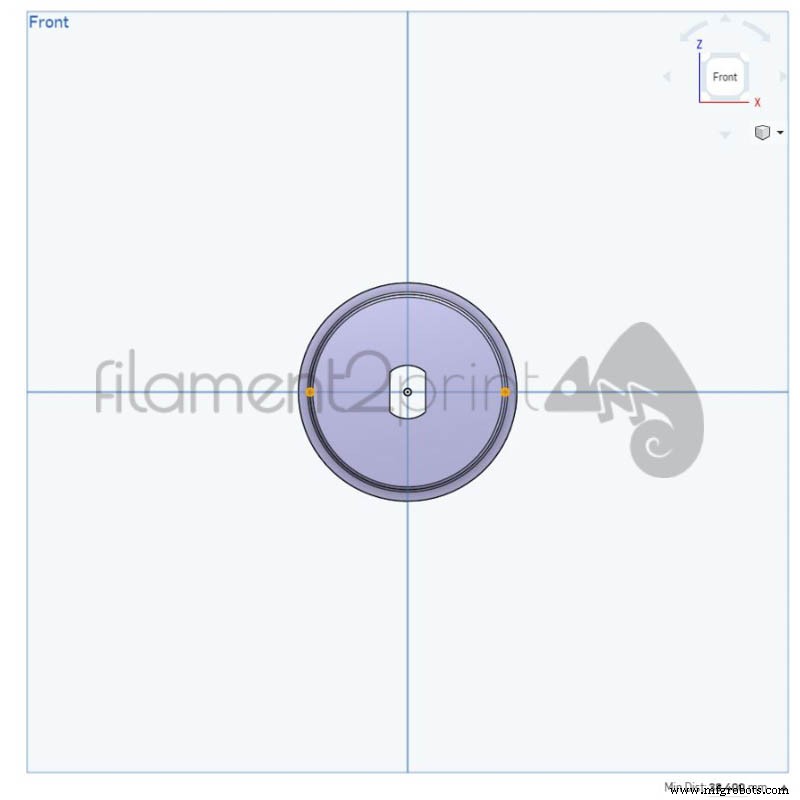
Image 3 : Mesure du diamètre théorique

Imagen 4 : Mesure du diamètre réel
5. Finition de surface
Lors de la fabrication de pièces nécessitant une excellente finition de surface, certaines des techniques de finition, comme l'application d'acétone ou de vapeur d'acétone (valable uniquement pour les pièces en ABS) ou l'application d'un produit de finition tel qu'un revêtement en résine époxy (XTC) qui, en plus, permettent de poncer ou de peindre a posteriori et ainsi d'obtenir une finition pratiquement lisse de sorte que les couches de la pièce ne soient pas appréciées.
Vidéo 1 :AFinition de surface avec XTC
Cet article conclut la série "Astuces pour l'impression 3D", qui a exposé les problèmes les plus courants avant, pendant et après l'impression 3D FDM/FFF et expliqué les principales solutions pour les éviter ou les résoudre.
impression en 3D
- matériaux d'impression 3D pour les voyages dans l'espace ?
- Introduction à l'impression 3D pour le moulage au sable
- 4 considérations de conception importantes pour l'impression 3D
- L'application en vedette :l'impression 3D pour les roulements
- L'application en vedette :l'impression 3D pour les chaussures
- Conseils pour les moules d'impression 3D
- 10 matériaux les plus solides pour l'impression 3D
- Conseils de conception pour l'impression 3D Carbon DLS™
- Conseils de conception d'impression 3D Polyjet