


Orientation des pièces d'impression 3D :son impact sur la résistance, la précision et la finition de surface
Il peut sembler évident d'opter pour l'orientation qui offre la hauteur z minimale, et donc le temps de construction le plus rapide. Cependant, l'orientation uniquement pour la hauteur z n'est pas toujours la plus logique en termes d'exigences de pièces. Il existe quelques autres facteurs techniques qui entrent en jeu lorsque l'on pense à l'orientation des pièces pour l'impression 3D. Lorsque vous pensez à l'orientation des pièces pour l'impression 3D, en particulier la stéréolithographie (SLA), pensez à un crayon. Que faudrait-il pour imprimer en 3D ce crayon couche par couche horizontalement ou verticalement ? Le faire horizontalement prendrait moins de temps, car il est plus plat lorsqu'il est couché sur le côté, et l'imprimer verticalement prendrait beaucoup plus de temps, car il est debout et nécessite plus de couches dessinées empilées séquentiellement les unes sur les autres. L'imprimer horizontalement nécessiterait également plus de structures de support par rapport à l'impression verticale du crayon, et celles-ci nécessiteraient un temps supplémentaire à retirer pour obtenir une pièce finie. Ainsi, votre sélection d'orientation peut se résumer à des exigences de résistance ou à des exigences de finition de surface pour votre crayon, et vous pouvez même vouloir orienter votre pièce selon un angle. Il y a une poignée de considérations lors de la sélection de l'orientation de construction de la stéréolithographie. Allons-y !
Orientation des pièces imprimées en 3D pour plus de solidité
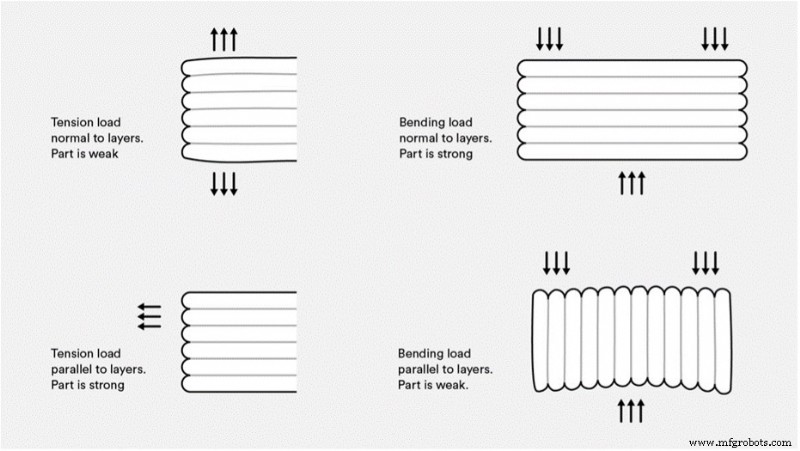
Examinons d'abord une illustration rapide qui explique les implications générales de l'accumulation de couches d'impression 3D et des forces externes sur les pièces. Lorsque les forces de tension sont normales ou perpendiculaires aux couches, une faiblesse des pièces a tendance à se produire. Lorsque les forces de tension sont parallèles ou alignées avec les couches, la pièce est plus résistante. Lorsque les forces sont normales aux couches, la pièce est généralement capable de supporter plus de compression que si les forces sont alignées avec les couches. Deux plats à emporter s'appliquent :
- Imprimez dans une orientation de sorte que les calques s'alignent sur l'axe où les forces de tension sont les plus élevées et
- Imprimez dans une orientation telle que les calques croisent l'axe où les forces de compression sont les plus élevées
Dans le cas théorique du crayon, une orientation de construction horizontale fonctionnera probablement pour tenir compte des forces de tension et de flexion que le crayon rencontrera lors de son utilisation. Notez que ces directives s'appliquent toujours aux pièces de modélisation par dépôt de fil fondu (FDM). Les pièces SLA présentent beaucoup moins d'anisotropie que les pièces FDM car les couches sont liées chimiquement et la résolution obtenue avec SLA est beaucoup plus élevée qu'avec FDM. Cependant, les matériaux thermodurcissables peuvent nécessiter une réflexion supplémentaire sur l'orientation des pièces afin de maximiser la résistance des caractéristiques critiques des pièces.
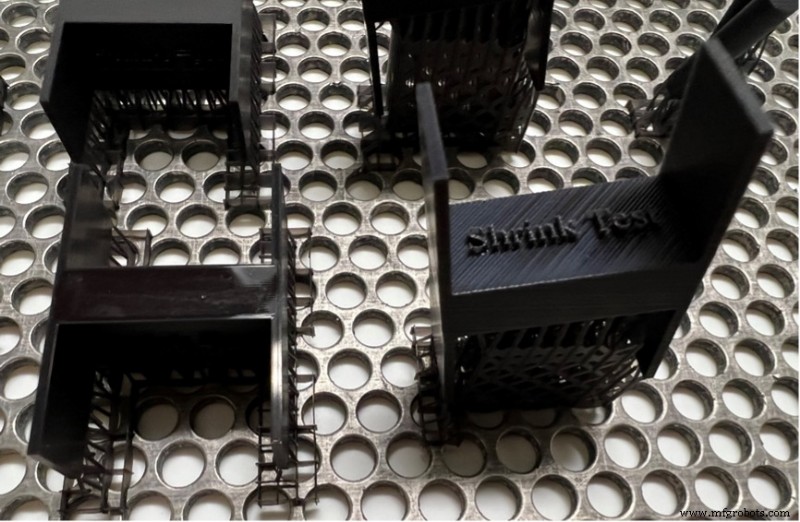
 Un rétrécissement différentiel est présent dans une pièce imprimée en 3D qui a été orientée comme indiqué ci-dessus. La transition rapide d'une petite à une grande section transversale a provoqué un rétrécissement sur cette partie.
Un rétrécissement différentiel est présent dans une pièce imprimée en 3D qui a été orientée comme indiqué ci-dessus. La transition rapide d'une petite à une grande section transversale a provoqué un rétrécissement sur cette partie. Orientation pour éviter le rétrécissement différentiel
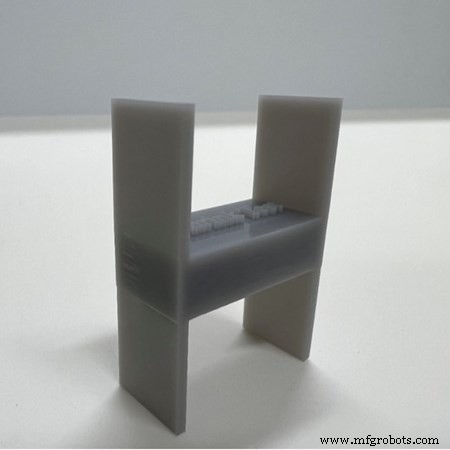
En général, plus la répartition du matériau est inégale dans une pièce, plus elle est susceptible d'être victime d'un phénomène connu sous le nom de retrait différentiel. Certaines géométries et tailles de pièces sont intrinsèquement plus susceptibles de rétrécir car elles n'incluent pas un support adéquat des couches de matériau précédentes. Pour illustrer cela, pensez à une lettre majuscule "H". Lorsque la section de la barre transversale apparaît couche par couche au milieu, elle a tendance à tirer les pieds de support vers l'intérieur, ce qui fait que la pièce s'incline près du bas. Pour éviter le rétrécissement différentiel, il existe plusieurs options. Souvent, nous construisons des pièces SLA sur un angle pour réduire la surface, et donc la contrainte globale rencontrée pour chaque couche. Cela permet également d'augmenter la dimensionnalité des pièces et la précision des tolérances. De plus, nous construisons des pièces couchées de sorte que chaque couche formée ait la même surface que la couche en dessous et qu'il n'y ait pas de grandes oscillations de section. Lorsque des caractéristiques de pièces critiques ou à haute résolution sont requises, nous vous conseillons d'orienter les pièces pour positionner ces caractéristiques sur la surface orientée vers le haut de la pièce. Gardez à l'esprit que la construction de pièces sur un angle peut entraîner des pièces avec une finition de surface non idéale si les cosmétiques sont essentiels.
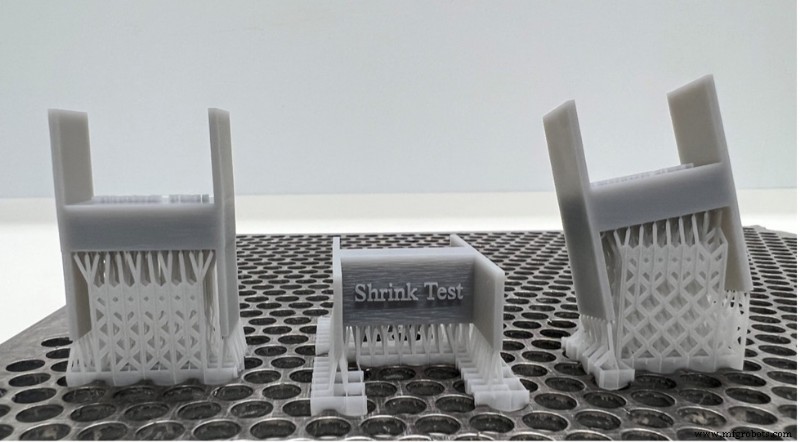
Le rétrécissement différentiel peut être évité en orientant pour éliminer les changements de section petits à grands sur la pièce (illustré ci-dessus) ou en orientant la pièce selon un angle (illustré à droite).
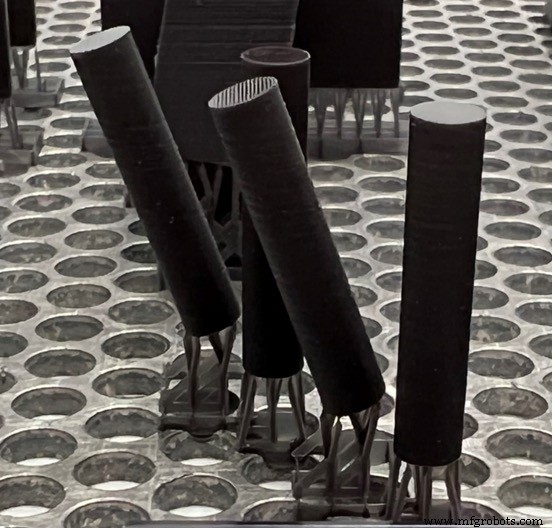
Si l'objectif est d'obtenir des caractéristiques lisses et esthétiques, construisez les pièces verticalement. Construire à un angle entraînera des lignes de calque visibles, comme indiqué sur le cylindre incliné.
Orientation pour obtenir la finition de surface souhaitée
S'il est important que votre pièce ait une finition esthétique pour une utilisation dans un salon ou une exposition, nous aurons tendance à construire la pièce à plat et non en biais. Toutes les caractéristiques critiques doivent être orientées vers le haut, car les surfaces supérieures seront lisses et plus sujettes à la précision dimensionnelle. D'autre part, si votre pièce est construite face vers le bas, les structures de support qui doivent être retirées et sablées élimineraient tout effet brillant.
L'effet brillant est montré sur le "H" qui a été construit à plat. Le "H" construit à un angle met en évidence les lignes de calque et les effets visuels qu'elles peuvent avoir sur le texte.
En règle générale, notre équipe peut choisir une orientation différente pour vous fournir la meilleure pièce de qualité. Une chose importante à garder à l'esprit est que si vous ne spécifiez pas l'orientation souhaitée de la pièce (horizontale ou verticale), nous choisirons automatiquement l'orientation pour respecter le temps de construction le plus rapide possible. Nous faire savoir quels aspects sont les plus vitaux pour vos pièces imprimées en 3D nous aide à déterminer la meilleure façon d'orienter votre pièce pendant le processus de construction. Dans l'ensemble, le plus gros point à retenir est que si vous avez un besoin particulier pour une pièce imprimée en 3D, qu'il s'agisse de caractéristiques critiques, de considérations de coût ou d'une finition de surface spécifique souhaitée, assurez-vous d'en informer notre équipe d'ingénieurs à l'avance afin que nous puissions garantir votre part répond à vos objectifs spécifiques.
Technologie industrielle
- Comment la technologie d'impression 3D sera un élément clé de l'Industrie 4.0
- Impact de la sécurité sur l'IIoT et le suivi des actifs
- Qu'est-ce que l'impression 3D ? - Types et comment ça marche
- Qu'est-ce que la porosité du soudage et comment la prévenir ?
- Finitions de surface des circuits imprimés :HASL, OSP et ENIG
- Comment améliorer la finition de surface du moulage au sable de l'aluminium ?
- Prototypage de pièces mécaniques :choisir entre l'impression 3D et l'usinage CNC
- Comment optimiser le débit et la qualité des pièces lors du filetage
- Impression 3D :quels sont ses impacts sur l'usinage et la conception industrielle ?