


Travailler avec les tolérances de tôlerie
Lors du choix d'un fabricant pour vos pièces de tôlerie, le terme tolérance revient souvent. Tout le monde veut que leurs pièces soient des répliques exactes de leurs modèles, mais en vérité, il doit toujours y avoir une marge de manœuvre dans la définition de la perfection. Cette variation est ce que nous appelons tous la tolérance. Même si le terme est utilisé tout le temps, la réalité des tolérances de fabrication peut devenir assez compliquée selon le procédé en question. Cet article comparera les processus d'usinage, d'impression 3D et de tôlerie et leur incidence sur les tolérances réalisables.
Fabrication de tôlerie vs usinage vs impression 3D
L'usinage et l'impression 3D sont des méthodes de fabrication très précises, qui enlèvent ou ajoutent (respectivement) de la matière avec précision pour produire une géométrie finale. La tôle est une méthode de fabrication légèrement moins précise qui repose sur la découpe, le pliage et l'étirement de fines feuilles de métal pour produire une géométrie finale. Les tolérances plus lâches obtenues par la méthode de tôlerie sont le produit des processus très variables utilisés pour obtenir une géométrie.
L'usinage fournit le cadre de référence le mieux compris pour les tolérances de fabrication. Nous voyons souvent des blocs de tolérance d'usinage sur les impressions de tôlerie, comme celui-ci à droite.
À l'école d'ingénieurs, ils enseignent que ± 0,005 po (0,127 mm) pour trois chiffres significatifs est la tolérance de base. Cela est possible car il existe une machine créant des fonctionnalités indépendamment des fonctionnalités déjà créées. Peu importe si vous avez percé un trou à un endroit, la position et la taille du trou suivant seront déterminées uniquement par la machine effectuant la coupe.
L'impression 3D est également une méthode de fabrication précise, bien que le niveau réel de précision soit déterminé par les matériaux et les procédés utilisés. Gardez à l'esprit que, comme l'usinage, l'impression 3D crée des caractéristiques sur une pièce, quelles que soient les caractéristiques qui l'ont précédée. Il continuera à ajouter de la matière aux endroits nécessaires et à maintenir un haut niveau de précision (en supposant que votre conception supporte correctement la pièce pendant la fabrication). Chez Protolabs, les tolérances d'impression 3D varient de ± 0,002 po à ± 0,012 po (± 0,051 mm à 0,305 mm).
| Sauf indication contraire : | |
| .XX | ±0,01 |
| .XXX | ±0,005 |
| .XXXX | |
| Angles | ± 0,5* |
Dans un sens, la tôle se situe entre la fabrication et les produits artisanaux. Nous plions et étirons le matériau pour obtenir une géométrie finale. Nous n'ajoutons et n'enlevons pas de métal avec une seule machine très précise. En effet, la fabrication de tôlerie nécessite près d'une dizaine de machines, selon les fonctionnalités recherchées. Même la pièce formée la plus basique nécessite une machine de découpe et une machine à plier, chacune avec ses propres tolérances et limitations.
Tolérances des tôles Protolabs
Nous divisons les tolérances en deux catégories.
- Tolérances sur une surface
- Tolérances sur plusieurs surfaces
Les tolérances sur une surface sont beaucoup plus étroites que celles sur plusieurs surfaces. Lorsque l'on regarde une seule surface, la plupart des caractéristiques sont créées à l'aide d'une machine, d'un laser ou d'un poinçon. Comme l'usinage et l'impression 3D, cela nous permet de maintenir des tolérances plus strictes. C'est lorsque nous introduisons des courbures dans la géométrie que les choses deviennent un peu moins claires.
Tolérances sur une surface
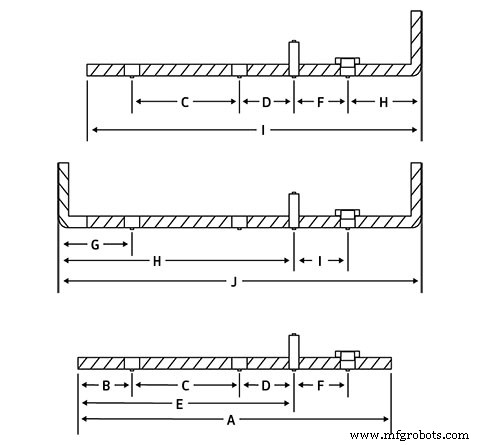
Reportez-vous au tableau ci-dessous pour les tolérances standard pour chaque section marquée de la pièce.
| Fonctionnalité | Référence | Tolérance +/- |
| Bord à bord | A | 0,005 po (0,13 mm) |
| Bord à trou | B | 0,005 po (0,13 mm) |
| Trou à trou | C | 0,005 po (0,13 mm) |
| Trou au matériel* | D | 0,010 po (0,25 mm) |
| De la périphérie au matériel* | E | 0,010 po (0,25 mm) |
| Matériel à matériel* | F | 0,015 po (0,38 mm) |
| Plier au trou | G | 0,015 po (0,38 mm) |
| Plier au matériel* | H | 0,015 po (0,38 mm) |
| Plier au bord | Je | 0,010 po (0,25 mm) |
| Plier à plier | J | 0,015 po (0,38 mm) |
* Le matériel est considéré comme des goujons, des écrous, des entretoises ou tout autre produit auto-fixant.
Tolérances sur plusieurs surfaces
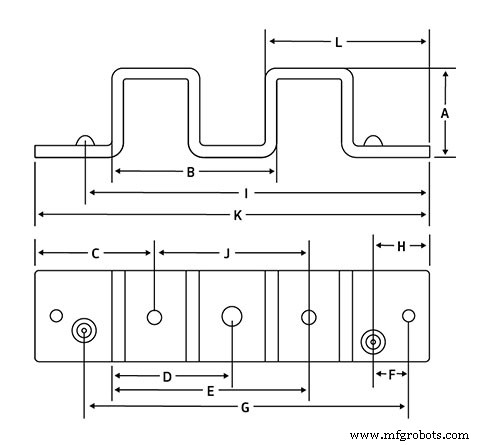
Reportez-vous au tableau ci-dessous pour les tolérances standard pour chaque section marquée de la pièce.
Fonctionnalité | Référence | Tolérance +/- |
| Plier à plier | A | 0,015 po (0,38 mm) |
| Plier à plier | B | 0,030 po (0,76 mm)* |
| Bord à trou | C | 0,015 po (0,38 mm) |
| Plier au trou | D | 0,030 po (0,76 mm)* |
| Plier au trou | E | 0,030 po (0,76 mm)* |
| Trou à fonction formée | F | 0,010 po (0,25 mm) |
| Trou à fonction formée | G | 0,030 po (0,76 mm)* |
| Bord à fonction formée | H | 0,010 po (0,25 mm) |
| Bord à fonction formée | Je | 0,030 po (0,76 mm) |
| Trou à trou | J | 0,020 pouce (50 mm)* |
| Bord à bord | K | 0,030 (0,76 mm) * |
| Bord à plier | L | 0,030 (0,76 mm) * |
* Non cumulable.
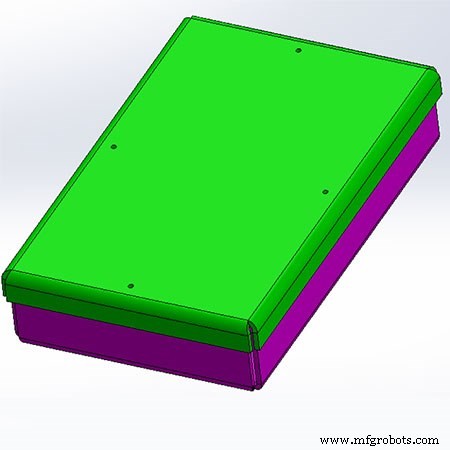 Une boîte en tôle avec un couvercle de base peut sembler simple dans sa conception, mais il y a des nuances à prendre en compte pour assurer un bon ajustement.
Une boîte en tôle avec un couvercle de base peut sembler simple dans sa conception, mais il y a des nuances à prendre en compte pour assurer un bon ajustement. La lutte d'empilement
Utilisons cette boîte et ce couvercle comme étude de cas sur les tolérances de tôlerie. Cela nous permettra d'analyser les implications de la fabrication de tôles sur les tolérances réalisables. Ce montage est trompeur par sa simplicité. Alors que nous approfondissons la conception, jetez un coup d'œil aux nuances impliquées dans la conception de bonnes pièces en tôle.
Tout d'abord, jetez un œil au couvercle vert. Cette pièce comporte quatre brides formées à partir de la section centrale. Cette section centrale a quatre trous utilisés pour monter le couvercle sur la boîte rose en dessous. Ces quatre trous sont découpés par un laser et leur position et leur taille sont étroitement contrôlées par un processus contrôlé par ordinateur. Ces trous seront localisés avec précision et sans l'impact de l'angle de courbure environnant et des tolérances linéaires.
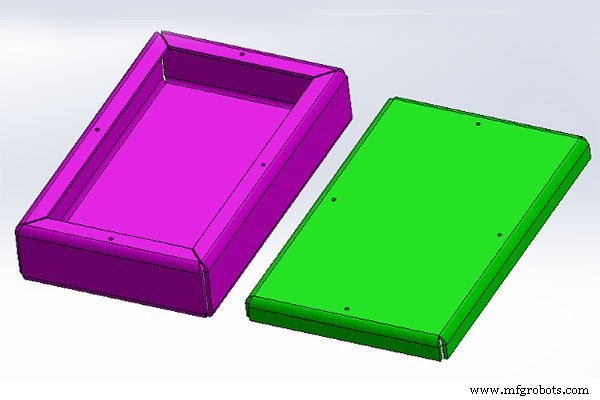 Une fois le couvercle en tôle retiré, des fonctionnalités supplémentaires sont révélées qui aident à créer une boîte bien conçue avec couvercle.
Une fois le couvercle en tôle retiré, des fonctionnalités supplémentaires sont révélées qui aident à créer une boîte bien conçue avec couvercle. La situation est légèrement différente pour les trous de notre boîte rose. Contrairement aux trous sur le couvercle, qui sont tous sur la même surface, les trous sur la boîte sont sur quatre surfaces différentes séparées chacune par quatre coudes. Le croisement des quatre coudes, en mesurant trou à trou, nous donne une tolérance linéaire de ±0,030 po (±0,762 mm) et une tolérance angulaire d'empilement de 1° par coude. Cela signifie que l'emplacement de ces trous n'est pas aussi étroitement contrôlé que sur le couvercle. Il est essentiel de garder cela à l'esprit lorsque vous concevez des composants en tôle.
Alors, que pouvez-vous faire pour surmonter cela? Vous pouvez ouvrir les trous dans le couvercle pour permettre un désalignement des trous de montage ou utiliser un matériel flottant dans la boîte qui permet un désalignement entre le couvercle et la boîte. Combinez les deux approches et vous avez effectivement banalisé les tolérances d'empilement vues dans la boîte. Vous vous retrouvez avec un assemblage fonctionnel qui s'accouple de manière fiable et qui impressionnera votre client avec vos prouesses en matière de conception de tôlerie.
Points à retenir sur la tolérance
Nous fabriquons des composants de tôlerie de précision. Cependant, la précision n'est pas la même dans toutes les méthodes de fabrication. Un concepteur ne peut pas s'attendre à conserver des tolérances de type usinage dans sa pièce de tôlerie. Si vous comprenez cela et que vous réfléchissez aux directives de conception et à votre approche de la tôlerie, vous aussi pouvez réaliser de grandes choses avec vos pièces.
Technologie industrielle
- pour plier la tôle avec une presse plieuse
- Quels sont les avantages de travailler avec un fabricant de métal local ?
- Processus de formage de tôle
- Pliage de tôle
- Techniques de fabrication de tôle
- Rentabilité du poinçonnage de tôle
- Qu'est-ce que le poinçonnage de tôle ?
- Un aperçu de la tôle mince
- Qu'est-ce que le redressage de la tôle?