


Éviter les lignes de flux dans les pièces moulées
 Échantillon d'effet tourbillonnant à partir d'un matériau en nylon avec un colorant jaune. Le choix d'une résine pré-composée aurait aidé le client à éviter ce problème.
Échantillon d'effet tourbillonnant à partir d'un matériau en nylon avec un colorant jaune. Le choix d'une résine pré-composée aurait aidé le client à éviter ce problème.
Les joueurs de basket-ball qui ne peuvent pas rater un tir pourraient dire qu'ils sont dans la zone . Un psychologue a décrit ce phénomène :trouver le flux — comme un état d'engagement productif dont on dit souvent qu'il est le secret du bonheur.
Trouver des lignes d'écoulement dans les pièces moulées par injection, cependant, se traduira par des ingénieurs de conception et des clients mécontents. C'est particulièrement vrai lorsque les lignes de flux sont visibles sur les pièces des dispositifs médicaux, des applications automobiles ou des produits de consommation, des industries qui dépendent fortement du moulage par injection.
Les lignes d'écoulement sont des irrégularités de surface, des motifs ondulés ou un effet ondulé, peut-être d'une couleur légèrement différente, qui peuvent apparaître dans les pièces moulées par injection.
La bonne nouvelle est que les lignes de flux ne sont qu'une préoccupation esthétique et n'affectent pas la résistance ou l'intégrité structurelle d'une pièce, qui fonctionnera comme prévu.
Mieux encore, les concepteurs et les fabricants produisant leurs pièces ont des moyens de réduire les lignes de flux et d'atteindre leur objectif de créer des pièces en plastique de haute qualité.
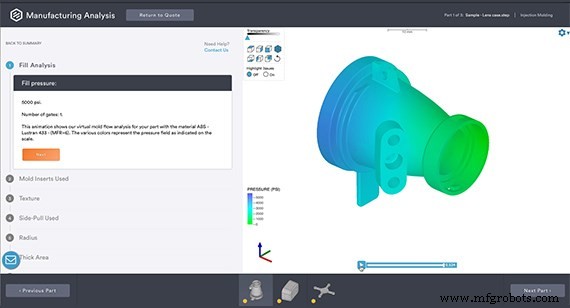 L'analyse de conception pour la fabrication (DFM) de Protolabs met automatiquement en évidence les zones minces et épaisses de votre modèle CAO, ce qui peut aider initier des discussions sur les moyens d'assurer un écoulement constant à travers le moule.
L'analyse de conception pour la fabrication (DFM) de Protolabs met automatiquement en évidence les zones minces et épaisses de votre modèle CAO, ce qui peut aider initier des discussions sur les moyens d'assurer un écoulement constant à travers le moule. Suivre le courant
Avant de discuter de cette conception et d'autres considérations, rappelez-vous que le moulage par injection de plastique est un processus de fabrication qui consiste à chauffer des pastilles de résine à un état fondu et, selon des instructions numériques programmées dans l'ordinateur qui pilote le processus de moulage, à injecter ce matériau fondu dans un outil métallique. (le moule). Une fois refroidi, vous obtenez une pièce thermoplastique finale de qualité production.
Au cours du processus de moulage par injection, les lignes d'écoulement se forment le plus souvent lorsque le plastique liquide en fusion s'écoulant à travers le moule entre en contact avec une matière plastique déjà refroidie.
Cela est plus susceptible de se produire lorsque le plastique chaud s'écoule des zones du moule avec des parois plus épaisses vers celles avec des parois plus minces, où le plastique a déjà refroidi et est devenu gommeux. Une épaisseur de paroi uniforme peut aider à assurer un débit de matériau approprié afin que le plastique dans les zones minces ne refroidisse pas avant de remplir complètement les sections plus épaisses.
Étant donné que certaines pièces ne peuvent pas avoir la même épaisseur partout, des changements progressifs plutôt que drastiques entre les zones à parois épaisses et à parois minces aideront à éviter les différences de flux de matière qui peuvent provoquer des lignes de flux. L'analyse de la conception pour la fabrication (DFM) de Protolabs met automatiquement en évidence les zones fines et épaisses de votre modèle CAO, ce qui peut servir à lancer des discussions sur les moyens de réduire ces écarts.
Une autre façon de garder le plastique fondu avec le flux est d'éviter les coins intérieurs pointus, ceux avec des bords à 90 degrés, dans la conception de votre moule. Il est préférable de concevoir des coins comme un virage en douceur dans une rivière. Le plastique arrondira facilement les coins, en suivant les rayons de ces courbes pour remplir le moule plus uniformément.
Certains clients ajoutent des nervures ou des parois verticales minces à leur conception, créant essentiellement un squelette à l'intérieur de la pièce, pour augmenter l'intégrité structurelle des pièces moulées par injection. Les nervures placées dans une pièce peuvent également servir de canaux d'écoulement pour aider le plastique à passer d'un côté à l'autre plus rapidement et plus facilement.

Un mélange homogène des colorants personnalisés est également important pour éviter les lignes d'écoulement dans les pièces moulées.
Choisir des matériaux pour améliorer l'écoulement de la résine
Chaque plastique se comporte quelque peu différemment dans le processus de moulage par injection. Ceux qui ont des températures de fusion et une viscosité plus basses, comme le polyéthylène et le polypropylène, s'écoulent facilement et rempliront les moules plus facilement et uniformément.
D'autres, comme les polycarbonates, sont collants et seraient un mauvais choix pour les pièces minces en raison de la difficulté à les faire remplir correctement un moule. Les thermoplastiques ABS sont au milieu et fonctionnent pour certaines applications.
Les plastiques, cependant, ne sont pas interchangeables. Certaines pièces doivent être solides ou flexibles tandis que d'autres peuvent nécessiter une résistance aux chocs ou aux produits chimiques. Avec la grande variété de plastiques disponibles aujourd'hui, un autre matériau de la même famille avec un meilleur indice de fluidité ou une meilleure viscosité peut être une option pour éviter les lignes d'écoulement et produire une meilleure pièce.
Éviter les lignes de flux avant la production
Les membres experts de l'équipe de moulage peuvent traiter les lignes d'écoulement et d'autres problèmes avant de produire des pièces client à partir d'un nouveau moule. Les opérateurs peuvent ajuster plusieurs paramètres sur l'appareil pour réduire les lignes d'écoulement. Ceux-ci incluent l'augmentation de la vitesse d'injection du matériau entrant dans la pièce, l'augmentation de la température du matériau ou l'augmentation de la pression de remplissage. Avant que votre résine n'atteigne le moule, la simulation numérique de flux de moule de Protolabs peut identifier quand la modification de l'épaisseur d'une pièce ou du type de plastique utilisé améliorerait le flux de matière dans le moule et permettrait une production à des niveaux de pression sûrs.
Un fabricant numérique tel que Protolabs peut produire des pièces finales en une journée seulement en utilisant des outils en aluminium économiques pour les pièces moulées par injection, avec une option économique pour passer du prototypage à la fabrication à la demande. Un devis avec analyse de conception gratuite d'une pièce est disponible en quelques heures.
Technologie industrielle
- Flux de données
- De l'électrique à l'électronique
- AZL et IKV explorent les rubans thermoplastiques dans les pièces moulées par injection
- 6 raisons de choisir des pièces usinées plutôt que moulées
- Éviter les solutions de contournement de porte-outil
- Traitement thermique des pièces usinées avec précision
- Qu'est-ce qu'une ligne de transmission PCB ?
- Polissage des métaux dans un monde de pièces imprimées en 3D
- Tolérances GD&T dans la fabrication de pièces