


Recherche sur la fiabilité du soudage SMT basée sur un module de circuit dans l'industrie électronique automobile
La tendance à la miniature des produits électroniques conduit à des structures de produits compliquées, ce qui favorise la prévalence du module multi-puces. L'avènement du module de base est un nouveau défi pour SMT. Cependant, certains problèmes tels que les fausses soudures et l'électrodéposition continue d'étain surviennent lors du chargement du nouveau produit en raison de la grande échelle du substrat et de la théorie thermique.
Recherche sur la fiabilité du soudage SMT du module de circuit
La fausse soudure fait référence à la circonstance que la couche d'étain n'est pas entièrement plaquée sur la surface des soudures qui ne sont pas fixées entre elles par de l'étain, l'alliage métallique n'est pas généré entre la face de soudage du composant et le PAD, la pression peut faire que les composants se desserrent et souffrent mal contact et la hauteur minimale des points de soudure est inférieure à 25 % de la valeur de la combinaison de la hauteur minimale des points de soudure et de la hauteur soudable.
Les raisons courantes d'une soudure erronée incluent la mauvaise qualité de la pâte d'étain, les compositions du flux de soudure, la couche d'oxydation sur les broches des composants, la mauvaise finition de surface du PAD, le réglage des paramètres de soudure et la soudure par refusion instable.
• Analyse sur la raison des problèmes
un. Analyse sur substrat du module cœur
Les principaux paramètres indiquant les performances du matériau de substrat de PCB comprennent la Tg (température de transition vitreuse), le CTE (coefficient de dilatation thermique) et la Td (température de délaminage).
Au début du développement, le FR-4 Tg150 (matériau> 145) est appliqué en tant que matériau de substrat du module central et revêtement de film de masque de soudure relativement épais sur la face inférieure du substrat. Dans le processus de soudage par refusion, une légère déformation de flambage se produit en raison d'une faible Tg, de sorte que la fiabilité du soudage est réduite lors de la deuxième soudure par refusion avec l'avènement d'un faux soudage.
b. Analyse sur la quantité de pâte d'étain
Selon les exigences normales de l'artisanat, l'épaisseur du pochoir doit être de 0,13 mm, tout comme l'épaisseur de la pâte d'étain dans le module central après l'impression. Étant donné que le module central souffre de déformations, de fausses soudures et d'une faible fiabilité de soudage lors du processus de soudage, les produits seront éventuellement confrontés à des risques de qualité.
• Test d'amélioration
un. Matériau du substrat et conception de l'expérience
Le matériau du substrat est l'un des éléments les plus importants influençant la fiabilité des produits. FR-4 Tg150 (matériau>145) avec un coût relativement faible est utilisé dans les premiers produits. Au début du développement de l'expérience, le FR-4 Tg170 (matériau> 175) est appliqué en remplacement du FR-4 Tg150 (matériau> 145) en raison de sa fiabilité relativement élevée.
Une nouvelle conception doit être mise en œuvre sur le masque de soudure inférieur du substrat avec une épaisseur du masque de soudure réduite et une qualité matérielle du masque de soudure améliorée afin que la qualité du masque de soudure soit garantie et que la fiabilité de la deuxième soudure par refusion ne soit pas influencée.
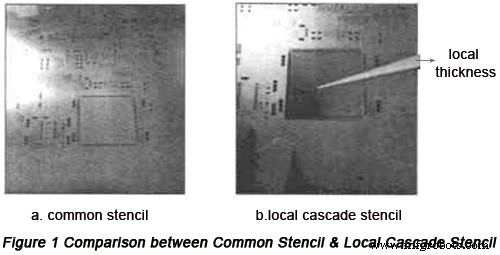
b. Conception d'expérience sur découpe de pochoir
Au début de la conception du pochoir, l'épaisseur du pochoir est conçue pour être de 0,13 mm en raison des composants QFP avec une distance de broche de 0,5 mm sur le PCB. Dans le premier processus de fabrication, une fausse soudure a lieu sur le module central avec une épaisseur de pâte d'étain de 0,13 mm, sur la base de laquelle l'épaisseur du pochoir est augmentée à l'épaisseur minimale de la conception de pochoir commune qui est de 0,15 mm. Dans cette condition, la proportion de trou de pochoir et de trou d'agrandissement extérieur est de 1:1,2 avec une mauvaise qualité loin d'être améliorée. Dans cette condition, seul un pochoir en cascade spécial peut être appliqué dans l'expérience et l'épaisseur du pochoir est améliorée à 0,3 mm par rapport aux 0,15 mm d'origine afin que la quantité d'impression de pâte d'étain dans le support de montage du module puisse être assurée.
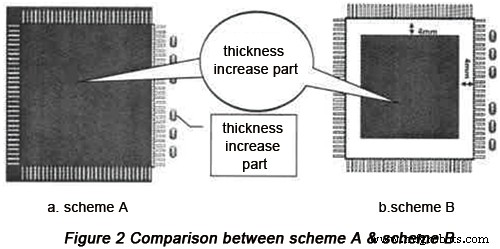
Différents schémas d'expérience sont utilisés lors de l'application du pochoir en cascade et des schémas relativement raisonnables sont affichés dans ce qui suit :
Dans le schéma A, l'épaisseur de la surface globale du module est augmentée de 0,3 mm, l'épaisseur du côté contenant une petite échelle inchangée .
Dans le schéma B, la zone dont l'épaisseur doit être augmentée est inférieure de 4 mm à celle du schéma A et l'épaisseur est augmentée de 0,3 mm avec l'épaisseur des trous de plaquette inchangée.
Après la production pilote et la comparaison entre les schémas A et B, un dépôt électrolytique continu d'étain a lieu à la position du bloc de résistances, sur la base duquel on peut conclure que le schéma B est meilleur.
c. Expérience d'amélioration de l'artisanat de fabrication
Avant l'entrée du four de refusion, la tâche de distribution de gel doit être mise en œuvre et les positions peuvent être déterminées sous l'effet de la solidification et du rétrécissement du gel avec la fonction de fixation du module de circuit afin que la déformation et le déplacement du substrat du module puissent être efficacement réduits lors du soudage.
• Résultat du test
Grâce à une série de mesures d'amélioration, notamment l'amélioration de la conception du pochoir, la resélection et le positionnement du matériau PCB et l'amélioration de l'artisanat de fabrication, la quantité de pâte d'étain et la hauteur d'escalade de l'étain dans le module central ont atteint la norme IPC dans le processus de soudure. La fraction défectueuse du processus du module central est considérablement réduite de 686PPM à 23PPM afin que la fiabilité des produits soit assurée. Les données du tableau suivant indiquent le mieux le résultat.
| Résultat | Matériau du substrat | Volume de production | Nombre de points de test | Type de défaut | Nombre de défauts | Nombre de méchanceté | Fraction défectueuse (PPM) |
|---|---|---|---|---|---|---|---|
| Circonstances de production du pilote initial | Tg150 | 50 | 43750 | Fausse soudure du module central | 20 | 20 | 457 |
| Électrodéposition continue en étain du module central | 0 | 0 | 0 | ||||
| Somme | 20 | 20 | 457 | ||||
| Résultat de l'expérience pour la première fois d'amélioration (schéma A) | Tg170 | 50 | 43750 | Fausse soudure du pack de résistances | 0 | 0 | 0 |
| Électrodéposition continue en étain du pack de résistances | 30 | 30 | 686 | ||||
| Somme | 30 | 30 | 686 | ||||
| Résultat de l'expérience pour la deuxième fois d'amélioration (schéma B) | Tg170 | 50 | 43750 | Fausse soudure du module central | 1 | 1 | 23 |
| Électrodéposition continue d'étain du module central | 0 | 0 | 0 | ||||
| Somme | 1 | 1 | 23 |
Conclusion
L'application du module de base est capable d'accélérer le développement de la recherche et la mise à niveau des progrès des produits électroniques automobiles. Au stade des nouveaux produits, la transplantation peut être mise en œuvre afin de réduire le coût et la complexité du développement. Cependant, des points négatifs apparaissent au début de la production pilote en raison de la grande échelle du module de base et des exigences élevées en matière de fabrication, de sorte que sa fiabilité risque de diminuer et que le module ne sera pas mieux appliqué.
Appartenant au PCB, le module central doit passer par une série de processus comprenant la refusion à haute température, le stockage et une autre refusion à haute température au cours de laquelle la déformation du PCB, le faux soudage et l'électrodéposition continue de l'étain. Ces problèmes concernant le module de base ont été résolus avec succès grâce à l'expérimentation et à la production pilote de produits afin que davantage d'opportunités soient offertes pour l'application des modules de base et que la progression de l'application des modules des produits électroniques automobiles soit également accélérée.
Ressources utiles :
• Éléments influençant la qualité de la soudure CMS et les mesures d'amélioration
• Propriétés des circuits imprimés automobiles et considérations relatives à la conception
• 5 conseils pour la conception de circuits automobiles afin de vaincre les EMI
• 5 méthodes éprouvées pour Juger la fiabilité des fabricants de circuits imprimés automobiles
• Quelques méthodes pratiques pour évaluer les capacités des assembleurs SMT
• Service complet de fabrication de circuits imprimés de PCBCart - Plusieurs options à valeur ajoutée
• Service d'assemblage de circuits imprimés avancé de PCBCart - Démarrer à partir de 1 pièce
Technologie industrielle
- L'avenir de l'industrie automobile
- La valeur de la fabrication additive dans l'industrie automobile
- Comment le secteur de la logistique automobile affronte le COVID-19
- Usinage CNC dans l'industrie automobile
- Transformation numérique et IoT dans l'industrie automobile
- 5 conseils pour la conception de circuits automobiles afin de vaincre les EMI
- Propriétés des PCB automobiles et considérations de conception
- Application de l'impression 3D dans l'industrie automobile
- Pompes à eau électroniques dans l'industrie automobile