


Influence sur l'uniformité de l'épaisseur du masque de soudure par la conception du lit d'ongles par sérigraphie
Dans le processus de fabrication du masque de soudure PCB, l'artisanat du masque de soudure liquide à impression double face continue par sérigraphie a été massivement appliqué. Étant donné que des différences relativement importantes existent entre les PCB en termes d'aspects de conception, y compris l'épaisseur, la distribution des motifs, le diamètre et la distribution des vias, la fabrication d'un lit de clous pour sérigraphie est extrêmement difficile. Si la répartition des clous en cuivre sur le lit de l'ongle est loin d'être raisonnable, l'uniformité de l'épaisseur du masque de soudure est facilement causée. Le mauvais résultat est soit l'aberration de couleur de l'apparence du masque de soudure, une mauvaise imagerie du masque de soudure ou un pont de soudure avec une résistance cassée, entraînant une reprise ou une mise au rebut. Par conséquent, des instructions détaillées doivent être établies concernant le soudage des clous dans le processus de sérigraphie du masque de soudure afin d'assurer la qualité du lit de l'ongle.
Analyse théorique
Le masque de soudure avec sérigraphie double face fait référence au processus dans lequel le masque de soudure liquide est imprimé sur un côté du PCB avant l'impression du masque de soudure liquide de l'autre côté à l'aide d'un lit d'ongles de sérigraphie. Par conséquent, l'impression continue du masque de soudure pour les deux côtés du circuit imprimé peut être mise en œuvre afin que le temps de séjour et le temps de chauffage puissent être réduits pour améliorer l'efficacité de fabrication des circuits imprimés.
Pour fabriquer le lit de clous de sérigraphie, les clous de support doivent être déployés à l'endroit où le panneau inférieur du lit de clous est compatible avec le bord du panneau de circuit imprimé ou via les positions. La complexité du processus de fabrication conduit à des exigences technologiques relativement élevées, il doit donc être complété par des travailleurs expérimentés qui peuvent encore souffrir d'erreurs en termes de manque de soudure des clous, de faible densité de distribution des clous et d'écart de position de la distribution des clous lorsqu'ils sont traiter des cartes très compliquées ou des cartes avec un nouveau modèle de type.
Par conséquent, il est nécessaire d'analyser l'influence sur l'impression du masque de soudure PCB causée par le lit d'ongles sérigraphié avec une densité de distribution d'ongles différente afin qu'une distribution raisonnable des ongles de la réglementation du lit d'ongles d'impression sérigraphique du masque de soudure puisse être obtenue pour augmenter l'efficacité de fabrication du lit d'ongles et la sérigraphie double face. qualité du masque de soudure.
Conception de l'expérience
• Facteurs d'expérimentation et conception horizontale
Pour trois types de densité de distribution de clous (espacement de 5,0 cm, 8,0 cm, 10,0 cm) et d'épaisseur de PCB (0,8 mm, 1,5 mm, 2,0 mm), l'expérience est réalisée par appariement croisé et l'expérience est conçue comme le tableau 1.
| N° de test | N° de carte | Épaisseur du panneau | Densité de soudage des clous |
|---|---|---|---|
| 1 | 1#, 2# | 0,8 mm | 5.0cm |
| 2 | 3#, 4# | 8.0cm | |
| 3 | 5#, 6# | 10.0cm | |
| 4 | 7#, 8# | 1,5 mm | 5.0cm |
| 5 | 9#, 10# | 8.0cm | |
| 6 | 11#, 12# | 10.0cm | |
| 7 | 13#, 14# | 2,0 mm | 5.0cm |
| 8 | 15#, 16# | 8.0cm | |
| 9 | 17#, 18# | 10.0cm |
• Fabrication de lits d'ongles
Une plaque de cuivre nue de dimension 457 mm x 610 mm est appliquée comme plaque de base du lit de clous sur laquelle les clous de cuivre sont placés uniformément en mode réseau avec des rubans transparents verts fixés. L'espacement entre les clous en cuivre est respectivement de 5,0 cm, 8,0 cm et 10,0 cm. Sur le lit de clous avec un espacement de distribution des clous différent, la distance entre les clous externes et le bord du panneau inférieur doit être symétrique verticalement et horizontalement pour garantir que les différences d'épaisseur ne se produiront pas en raison des mauvaises positions des clous en cuivre dans le processus de sérigraphie impression.
Prenez l'espacement de 5cm par exemple. La longueur du côté le plus court du panneau de cuivre est de 45,7 cm avec 9 clous placés sur chaque rangée et un dégagement horizontal de 2,8 cm tandis que 11 clous sont placés sur chaque rangée le long du côté le plus long du panneau de cuivre. Pour résumer, 99 clous sont nécessaires. Le tableau 2 illustre la comparaison entre le nombre de clous en cuivre et l'espacement avec trois sélections de densité de distribution du cuivre.
| Taille du tableau | Taille du tableau | Espacement | Nombre de clous le long de la taille courte | Nombre de clous longs | Quantité totale de clous en cuivre |
|---|---|---|---|---|---|
| 457 x 610 mm | 40x50cm | 5.0cm | 9 | 11 | 99 |
| 40x48cm | 8.0cm | 6 | 7 | 42 | |
| 40x50cm | 10.0cm | 5 | 6 | 30 |
• Fabrication de cartes de test
Un panneau de cuivre nu d'une taille de 17''x23'' est appliqué avec une épaisseur de panneau de 0,8 mm, 1,5 mm et 2,0 mm. Chaque type de planches d'épaisseur différente doit être fourni avec 6 pièces et l'épaisseur de cuivre est de 1 oz avec filet. Prenons l'exemple de l'encre de masque de soudure liquide verte la plus couramment utilisée. Les paramètres de sérigraphie sont affichés dans le tableau 3 ci-dessous.
| Données de type de maillage | 43T |
| Type d'encre | 780H |
| Viscosité de l'encre | 140dPa•s |
| Espacement des mailles | 5mm |
| Pression de sérigraphie | 0.49MPa |
| Vitesse d'impression sérigraphique | 6Hz |
| Non. de couteau de sérigraphie | 2 |
• Méthode d'accumulation de données
Le testeur d'épaisseur de film humide est appliqué pour la mesure de l'épaisseur du masque de soudure. Étant donné que la position de test se trouve le long de la ligne diagonale des clous en cuivre, la différence en termes d'espacement entre les clous en cuivre entraîne des différences sur le réseau de test et le point de test. Prenez le lit de l'ongle avec un espacement de 5 cm par exemple. La gamme d'épaisseurs de film humide pour les tests est illustrée dans le tableau 4 ci-dessous.
| Côté court | (17x25.4-15)/50=8.36 | 8 clous en cuivre sont acquis au maximum | clou en cuivre 8x8 du tableau |
| Côté long | (23x25.4-55)/50=10.54 | 10 clous en cuivre sont acquis au maximum | |
| Nombre de points de test | 4x(8-1)+1=29 | Chaque carte doit avoir 29 points de test |
Avec un espacement entre les clous en cuivre de 5,0 cm, seuls des clous en cuivre 8x8 peuvent être acquis, sur la base desquels le plus grand tableau mesurable pour les autres espacements entre les clous en cuivre et le nombre de points de test peut être illustré dans le tableau 5 ci-dessous.
| Espacement | Taille du tableau de test | Nombre de clous en cuivre sur la ligne diagonale | Nombre de points de test | Nombre de points de test | Récapitulatif du nombre de points | Nombre total de points |
|---|---|---|---|---|---|---|
| 5.0cm | 35x35cm | 8 | 29 | 58 | 174 | 354 |
| 8.0cm | 32x32cm | 5 | 17 | 34 | 102 | |
| 10.0cm | 30x30cm | 4 | 13 | 26 | 78 |
Afin d'obtenir les données d'épaisseur d'encre sèche, un lit d'ongles de 5,0 cm et une planche pour chaque type sont préparés. Les données d'épaisseur d'encre sèche sont lues dans la catégorie de test de mesure d'épaisseur de film. La méthode d'accumulation des données expérimentales clés est illustrée dans le tableau 6 ci-dessous.
| Type de données | Méthode de cumul | Quantité de données | Remarque |
|---|---|---|---|
| Épaisseur du film humide | Testeur d'épaisseur de film humide | 354 points | Tester l'épaisseur du film humide dans les 30 minutes suivant le masque de sérigraphie |
| Épaisseur d'encre sèche | Observation au microscope | 5×3×3=45 | 5 points sont mesurés pour différents espacements de distribution de clous et épaisseurs de panneaux |
Analyse des résultats de l'expérience
• Uniformité de l'encre pour différents espacements de distribution des clous
Sur la base de l'analyse de l'épaisseur du masque de soudure d'impression du lit de l'ongle pour différents espacements de distribution des clous, l'uniformité de l'épaisseur du masque de soudure peut être calculée selon la formule suivante :
Le résultat de l'analyse est présenté dans le tableau et la figure ci-dessous.
| Espacement de distribution des clous sur le lit de l'ongle | Épaisseur du film humide (unité :μm) | Épaisseur du panneau | ||
|---|---|---|---|---|
| 0.8mm | 1.5mm | 2.0mm | ||
| 5,0 cm | Maximum | 29 | 29 | 31 |
| Min | 36 | 38 | 39 | |
| Mauvais | 7 | 9 | 8 | |
| Moyenne | 32.7 | 34.3 | 36.1 | |
| Uniformité | 11 % | 13 % | 11 % | |
| 8,0 cm | Maximum | 30 | 32 | 32 |
| Min | 42 | 39 | 39 | |
| Mauvais | 12 | 7 | 7 | |
| Moyenne | 34.7 | 35,5 | 36.2 | |
| Uniformité | 17 % | 10 % | 10 % | |
| 10,0 cm | Maximum | 34 | 30 | 28 |
| Min | 48 | 36 | 36 | |
| Mauvais | 14 | 6 | 8 | |
| Moyenne | 36.9 | 33.7 | 34.4 | |
| Uniformité | 19 % | 9 % | 12 % | |
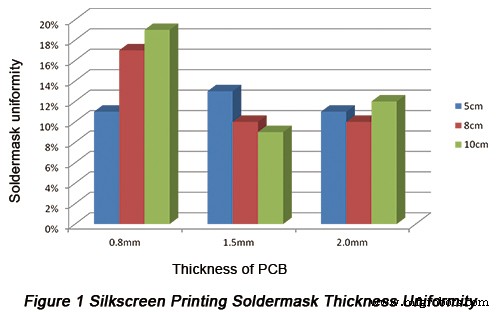
Le résultat peut être conclu comme suit :
a. Pour les planches d'une épaisseur de 0,8 mm, l'épaisseur d'encre sérigraphique du lit de clous avec un espacement de 5,0 m entre les clous en cuivre peut atteindre 11 %, ce qui est meilleur que celui de 8,0 cm et 10,0 cm.
b. Pour les planches d'une épaisseur de 1,5 mm et 2,0 mm, l'épaisseur d'encre sérigraphique du lit de clous avec un espacement de 5,0 cm, 8,0 cm et 10,0 cm entre les clous en cuivre est presque la même.
c. Une réduction appropriée en termes d'espacement entre les lits de clous conduit à une amélioration évidente de l'uniformité de l'épaisseur de l'encre des panneaux minces.
• Tendance de changement d'épaisseur de film humide de tous les points de test
Sur la base de l'analyse des règles de changement d'épaisseur d'encre de chaque point de test, la fonctionnalité de diminution de l'espacement de distribution des clous conduit au résultat suivant pour améliorer l'uniformité de l'épaisseur du masque de soudure :
a. L'épaisseur du film humide fluctue avec les changements de positions de test. À la position avec un clou en cuivre supportant le fond comme 1, 5, 9, 13, 21, 25, 29, l'épaisseur du film humide est illustrée comme la valeur minimale dans la catégorie. À la position éloignée du support de clou en cuivre comme 3, 7, 11 (12), 15, 19 (20), l'épaisseur du film humide est illustrée comme la valeur maximale dans la catégorie.
b. À l'endroit avec des supports de clous en cuivre, l'épaisseur du film humide est relativement faible, la surface de la planche n'ayant aucune réduction évidente, tandis qu'à l'endroit éloigné des supports de clous en cuivre, l'épaisseur du film humide est relativement élevée.
c. Une déformation relativement importante se produit sur les planches minces lors du processus de sérigraphie, tandis qu'une déformation relativement faible se produit sur les planches épaisses. Par conséquent, les planches épaisses d'une épaisseur de 1,5 mm et 2,0 mm sont relativement plates sur la surface.
• Relation entre l'épaisseur du film humide et la position de mesure et le point d'appui
La relation entre l'épaisseur du film humide et la position de mesure et le point d'appui peut être résumée comme suit :
a. Pour différents espacements entre les distributions de clous, l'épaisseur d'encre des panneaux d'épaisseur différente augmente avec l'amélioration de la distance entre les points de test et les clous en cuivre.
b. Plus les planches sont épaisses, plus le changement devient faible avec l'amélioration de la distance entre les points de test et les clous en cuivre. Par conséquent, la rigidité du panneau est relativement grande et l'espacement de distribution peut être relativement grand.
• Changement d'épaisseur d'encre sèche sur la surface du carton
Le changement d'épaisseur d'encre sèche sur la surface du carton peut être conclu comme suit - la tendance de changement de l'épaisseur d'encre sèche et de l'épaisseur du film humide est fondamentalement la même, ce qui indique que dans les mêmes conditions de test, il est acceptable de remplacer l'épaisseur d'encre sèche par un film humide épaisseur. Cependant, étant donné que le résultat du test de l'épaisseur du film humide est fortement influencé par la viscosité de l'encre, l'épaisseur du film humide doit être mesurée dans les 15 minutes suivant la sérigraphie.
Conclusion
Avec des panneaux de cuivre nu d'une épaisseur de 0,8 mm, 1,5 mm et 2,0 mm et des lits de clous avec un espacement des clous en cuivre de 5,0 cm, 8,0 cm et 10,0 cm, l'épaisseur du film humide et de l'encre sèche est testée par correspondance croisée avec la conclusion suivante :
a. L'uniformité de l'épaisseur de l'encre peut évidemment être améliorée lors de l'espacement entre les lits de clous sur des planches minces (0,8 mm d'épaisseur ou moins).
b. L'épaisseur du film humide et l'épaisseur de l'encre sèche restent stables, ce qui indique l'acceptabilité de la mesure en ligne à l'aide d'un testeur d'épaisseur de film humide et d'une surveillance de l'épaisseur du film d'encre.
Ressources utiles
• Exigence de conception des circuits imprimés SMT, deuxième partie :paramètres de la connexion Pad-Trace, des trous traversants, du point de test, du masque de soudure et de la sérigraphie
• Mesures efficaces pour améliorer le masque de soudure branché via la technologie de fabrication
• Service de fabrication de circuits imprimés complet de PCBCart - Plusieurs options à valeur ajoutée
• Service d'assemblage de circuits imprimés avancé de PCBCart - Commencez à partir de 1 pièce
Technologie industrielle
- Le rôle de la conception assistée par ordinateur (CAO) dans l'impression 3D
- Donner vie au design d'intérieur 3D
- 6 considérations de conception importantes pour l'impression 3D métal
- Contrôle de l'impédance des vias et son influence sur l'intégrité du signal dans la conception de circuits imprimés
- Conception optimale et impression de pâte à souder compatible avec le montage de composants QFN
- Impression 3D sans danger pour les aliments :conseils de conception, matériaux et finitions
- Conseils de conception d'impression 3D par stéréolithographie (SLA)
- Directives de conception d'impression 3D HP MJF
- Conseils de conception d'impression 3D Polyjet