


Traitement de surface pour collage :composites thermodurcissables vs composites thermoplastiques
Le traitement de surface - impliquant une méthode de traitement, d'abrasion ou de nettoyage d'une pièce ou d'une surface de matériau - peut être essentiel pour obtenir les propriétés nécessaires pour un collage, un revêtement ou même une peinture réussis. Cependant, certaines méthodes sont plus efficaces que d'autres pour certains matériaux.
Selon Giles Dillingham, PDG et scientifique en chef de BTG Labs (Cincinnati, Ohio, États-Unis), le traitement de surface des matériaux pour le collage, le revêtement ou le scellement doit accomplir trois choses :
- Nettoyage : Cela signifie réduire la quantité de contaminants nuisibles sur la surface à un niveau où un contact intime (niveau moléculaire) de l'adhésif avec la surface est obtenu. Tout ce qui gêne ce contact est un contaminant qui doit être éliminé ou réduit à un niveau non menaçant au moyen d'un certain nombre de techniques de nettoyage.
- Activation : La surface propre doit être suffisamment active chimiquement pour former des liaisons chimiques primaires ou secondaires avec l'adhésif. Une surface propre qui est chimiquement inerte ne peut pas former les liaisons chimiques nécessaires pour une adhérence structurelle forte et fiable.
- Stabilisation : La surface doit être résistante à la dégradation (généralement cela signifie l'oxydation) lorsqu'elle est exposée à l'environnement de service. La propreté et l'activité chimique de la surface doivent être maintenues jusqu'à ce que l'opération de collage ou de revêtement ait lieu.
L'importance relative de ces trois aspects du traitement de surface dépend de la classe de matériau considérée, selon Dillingham. Par exemple, les métaux ont des énergies de surface très élevées, ce qui signifie que les surfaces sont très réactives chimiquement et se contaminent rapidement. Le traitement de surface des métaux se concentre sur le nettoyage et la création d'un oxyde stable. Pour les matériaux composites, une approche différente est nécessaire pour un collage et un revêtement réussis, car les polymères thermodurcissables et thermoplastiques ont des énergies de surface relativement faibles et, par conséquent, ne contaminent pas aussi facilement que les métaux et sont relativement stables lors d'une exposition environnementale. Cependant, ces mêmes caractéristiques rendent les adhésifs moins susceptibles de coller aux composites. En conséquence, le traitement de surface des composites se concentre généralement sur le deuxième facteur répertorié ci-dessus :l'augmentation de l'énergie de surface afin qu'une liaison solide puisse être formée avec un adhésif.
Détermination de l'énergie de surface

Bien que généralement faibles, les énergies de surface peuvent varier dans différents matériaux et pièces composites, et les traitements de surface varient en conséquence. Selon Dillingham, la capacité à mesurer rapidement et quantitativement l'énergie de surface d'un objet ou d'un matériau est la première étape importante pour concevoir, mettre en œuvre ou comprendre le traitement de surface correct.
Il existe plusieurs approches pour tester l'énergie de surface; une technique populaire que BTG Labs utilise souvent consiste à mesurer l'angle de contact formé par une goutte de fluide sur la surface de test. Dans cette méthode, si le liquide perle au contact de la surface, cela indique qu'il n'est pas attiré par la surface. Probablement, un adhésif ou une peinture ne sera pas non plus fortement attiré par cette surface et l'adhérence sera mauvaise. La contamination est l'une des raisons pour lesquelles une surface repousse une goutte de liquide de cette manière.
Cependant, si le liquide s'étale facilement plutôt que de perler, cela indique que la surface attire fortement le liquide. Une telle surface a une énergie chimique élevée et adhérera en général bien à un adhésif. Dillingham note que la contamination par un tensioactif, tel que le savon, entraînera également la propagation des liquides sur une surface, mais que le mouillage induit par les tensioactifs peut être facilement distingué par la vitesse à laquelle le liquide se propage.
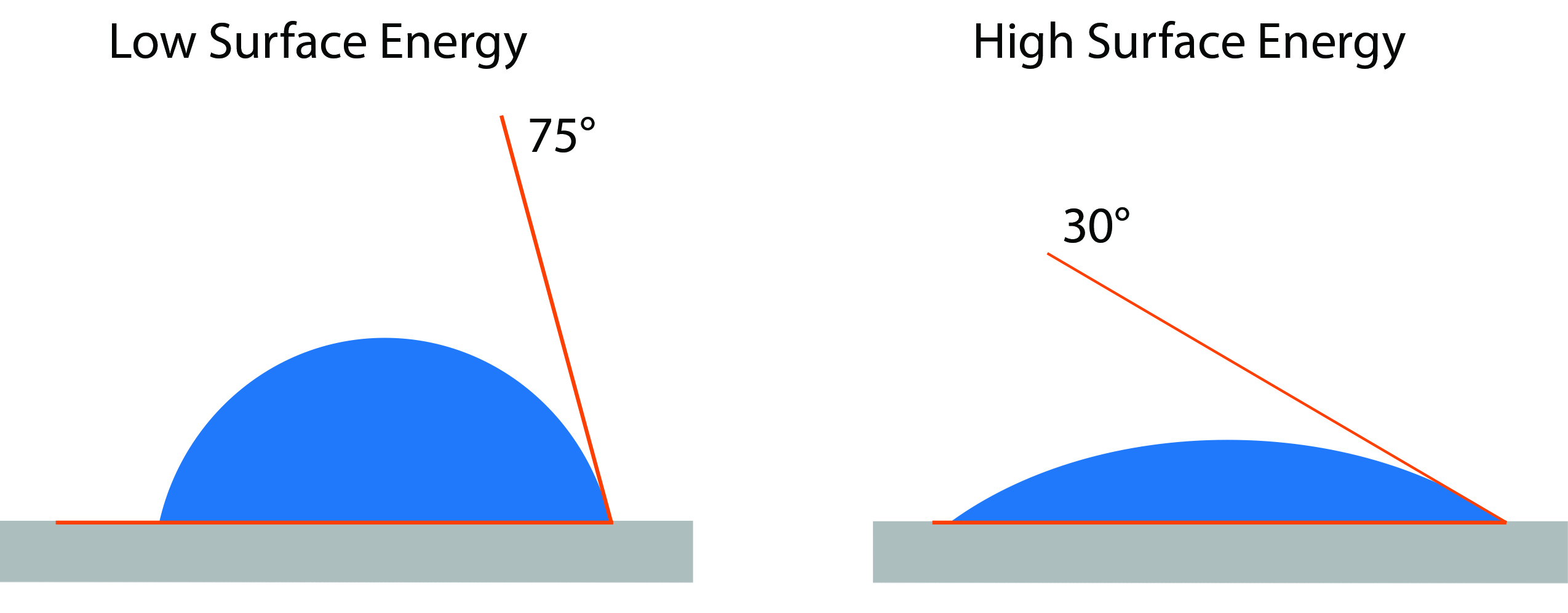
L'angle entre une goutte de liquide et la surface - en d'autres termes, l'angle de contact (voir image à gauche) - met une valeur sur l'attraction de la surface pour le liquide. Plusieurs facteurs déterminent l'angle de contact cible pour une bonne liaison adhésive sur une surface donnée, notamment si l'adhérence est évaluée via un joint de cisaillement à recouvrement ou une poutre en porte-à-faux double (DCB). Généralement, des angles de contact faibles (de 0 degré à ~30-40 degrés) indiquent une surface propre et à haute énergie qui établira une bonne adhérence aux adhésifs et aux peintures; des angles élevés (60-90 degrés ou plus) indiquent une surface à faible énergie ou contaminée sur laquelle il sera généralement difficile de coller. Un angle de contact dans la plage de 40 à 60 degrés est moins net :cela peut indiquer une surface qui est moins prévisible propre et prête pour le collage que celle avec un angle de contact inférieur, mais qui n'est pas aussi certain de créer des liaisons faibles que une surface produisant des mesures d'angle de contact au-dessus de cette plage.
Les thermodurcissables vs les thermoplastiques
Les composites thermodurcissables (tels que les époxydes, les polyimides, les bismaléimides) et les composites thermoplastiques (tels que le PAEK, le PEEK, le PEKK et le sulfure de polyphénylène) ont des caractéristiques de surface différentes et nécessitent des stratégies de préparation de surface différentes.
Dans certains cas, dit Dillingham, les résines thermodurcissables peuvent bénéficier de films de surfaçage conçus pour augmenter la réactivité chimique de la surface composite. Ces surfaces présentent généralement des angles de contact avec l'eau de l'ordre de 30 degrés après le retrait du pli pelable et sont généralement collantes. Dans d'autres cas où la surface du polymère est particulièrement peu réactive, les angles de contact avec l'eau sont d'environ 50 à 60 degrés et des traitements de surface peuvent être nécessaires pour une bonne adhérence.
Une autre technique de traitement de surface qui a rencontré un certain succès avec les composites thermodurcissables est l'abrasion, réalisée manuellement ou par grenaillage. Selon Dillingham, l'abrasion fonctionne parce que les résines matricielles thermodurcissables sont des polymères cassants qui se brisent sous l'abrasion en cassant réellement les chaînes polymères pour créer une surface chimiquement active. Cette surface peut réagir avec un adhésif pour former une interface solide et stable. Selon la composition chimique du polymère thermodurci, l'abrasion peut réduire l'angle de contact avec l'eau de 10 degrés ou plus, ce qui peut être suffisant pour une bonne adhérence.
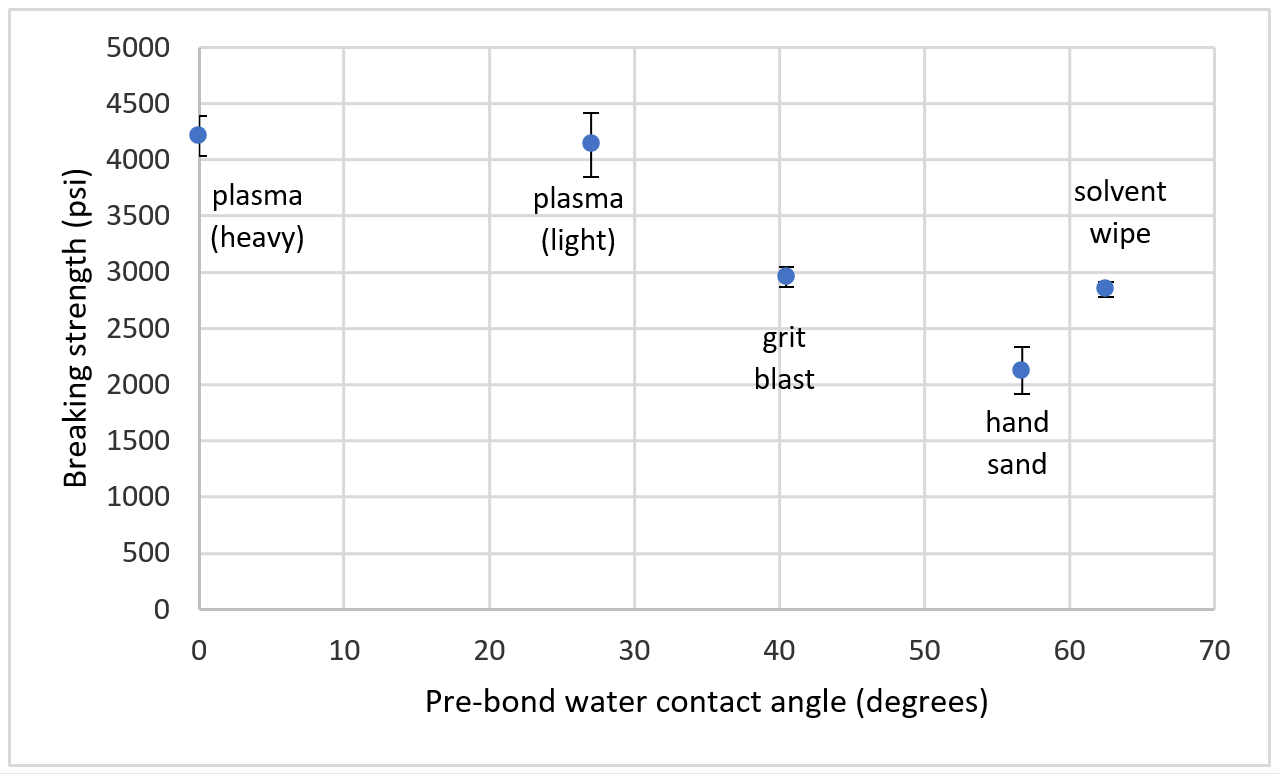
Cependant, les polymères thermoplastiques se comportent différemment des polymères thermodurcissables. Parce que les chaînes polymères ne sont pas verrouillées dans un réseau rigide par réticulation, dit Dillingham, elles ont tendance à s'écouler - en d'autres termes, à se déformer plastiquement — sous abrasion, plutôt que fracture. Bien qu'un composite thermoplastique abrasé puisse être rugueux, il est toujours chimiquement non réactif et incapable d'établir une bonne liaison avec un adhésif, un revêtement ou un mastic. De plus, les angles de contact avec l'eau sur ces surfaces ne changent généralement pas de manière significative avec l'abrasion. Pour les composites thermoplastiques, les traitements plasma peuvent être une méthode efficace pour augmenter les énergies de surface. La figure ci-dessus montre la résistance du joint de recouvrement (axe vertical) par rapport à l'angle de contact (axe horizontal) pour le PEKK collé avec le film adhésif Solvay 377S. Selon les données, l'essuyage au solvant, le ponçage à la main et le grenaillage n'ont pas amélioré la résistance des joints dans ce cas, tandis que les traitements au plasma ont augmenté la résistance de> 30 %. De plus, les échantillons traités au plasma ont échoué de manière cohésive dans l'adhésif, tandis que les autres échantillons ont échoué au moins partiellement au niveau de l'interface entre l'adhésif et le substrat.
Des liaisons adhésives solides et fiables adaptées à des fins structurelles sont réalisables entre la plupart des matériaux structurels, conclut Dillingham. Cependant, les traitements de surface qui fonctionnent bien pour une classe de matériaux peuvent ne pas être appropriés pour une autre; les traitements de surface doivent être conçus en tenant compte des caractéristiques chimiques spécifiques du substrat et de l'adhésif. La plupart des applications des composites thermoplastiques nécessitent des traitements qui augmentent encore plus l'énergie de surface que les composites thermodurcissables, de sorte que les traitements de surface doivent être traités différemment. La combinaison des traitements de surface avec des stratégies de mesure et de contrôle appropriées garantit que les traitements de surface sont efficaces et fiables.
Résine
- Outillage de haute qualité pour composites thermodurcissables
- Sandwich en nid d'abeille thermoplastique pour surmoulage dans des composites légers plus minces
- Dépannage du thermoformage des composites thermoplastiques
- Composites thermoplastiques :support de pare-chocs structurel
- Solvay et Leonardo lancent un laboratoire de recherche commun pour les composites thermoplastiques
- Porte thermoplastique une première pour les composites automobiles
- LANXESS étend sa capacité de production de composites thermoplastiques renforcés de fibres continues
- Soudage de composites thermoplastiques
- Traitement de surface pour pièces d'avion usinées avec précision