


Exemple de programme de coordonnées polaires Fanuc G52 G15 G16
Soumis par :Brian
Dessin/Image
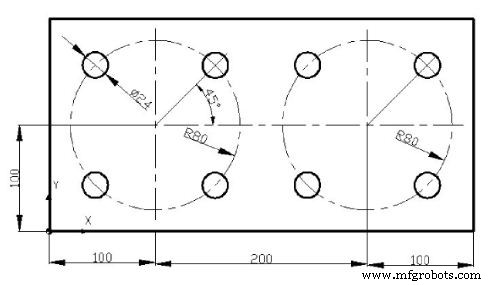
Programme CNC
;Fanuc Program Example ;G52 Local Coordinate System ;G15 G16 Polar Coordinate O1453 G91 G28 X0 Y0 Z0 M06 101 M03 S1000 G90 G54 G43 H1 G52 X100 Y100 G00 X0 Y0 G00 Z5 G16 G81 X80 Y45 Z-16 R2 F200 Y135 Y225 Y315 G15 G52 X300 Y100 G00 X0 Y0 G16 G81 X80 Y45 Z-16 R2 Y135 Y225 Y315 G15 G28 Z0 M30
Exemple de programme Selca CNC G13 G20 G21 G51
Exemple de programme Fanuc G15 G16 Polar Coordinate Command Bolt Circle
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programme CNC Fanuc
- Fanuc G20 Mesure en pouces avec exemple de programme CNC
- Fanuc G70 G71 Exemple de programme de cycle de tournage d'ébauche et de finition
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programme CNC de cycle de surfaçage Fanuc G94
- Appel de sous-programme local Haas CNC M97 avec exemple de programme CNC
- Rotation des coordonnées Fanuc G68