


3 méthodes d'usinage de filetage sur un centre d'usinage CNC
3 M méthodes O f T lire M usinage O n CNC M usinage C entrer
Tout le monde a une compréhension approfondie des avantages de l'utilisation d'un centre d'usinage CNC pour traiter les pièces. Aujourd'hui, je vais partager avec vous les méthodes de traitement des threads. Il existe 3 méthodes d'usinage de filets par centre d'usinage CNC :le fraisage de filets, l'usinage de tarauds et l'usinage par crochetage.
1. Fil M remplissage Méthode
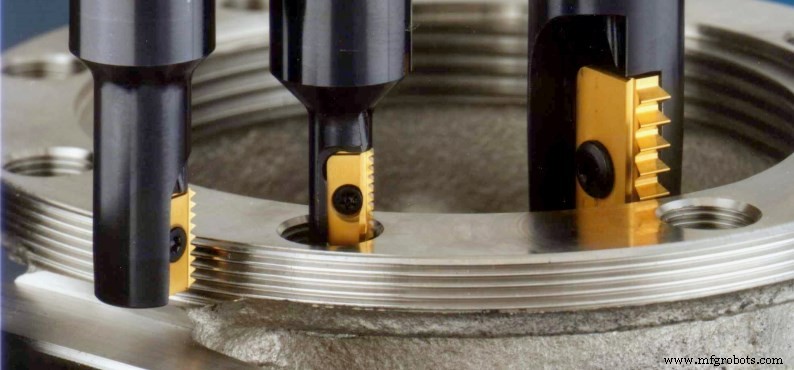
Le fraisage de filets est l'utilisation d'outils de fraisage de filets pour le traitement de filetages à gros trous, ainsi que le traitement de trous filetés de matériaux difficiles à usiner. Il a les caractéristiques suivantes :
- L'outil est généralement constitué d'un matériau en alliage dur, qui a une vitesse élevée, une haute précision de filetage de fraisage et une efficacité de traitement élevée.
- Avec le même pas, qu'il s'agisse d'un filetage à gauche ou d'un filetage à droite, un seul outil peut être utilisé, ce qui réduit le coût de l'outil.
- La méthode de filetage par fraisage est particulièrement adaptée au traitement du filetage de l'acier inoxydable, du cuivre et d'autres matériaux difficiles à traiter. Il est facile d'enlever les copeaux et de les refroidir, et peut garantir la qualité et la sécurité du traitement.
- Il n'y a pas de guide avant de l'outil, il est plus pratique de traiter des trous borgnes avec des trous inférieurs filetés courts ou des trous sans contre-dépouilles.
Les fraises à fileter sont divisées en deux types :les fraises à lame en carbure cémenté serrées par machine et les fraises en carbure cémenté intégrales. Les outils serrés à la machine peuvent traiter des trous avec une profondeur de filetage inférieure à la longueur de la lame, et peuvent également traiter des trous avec une profondeur de filetage supérieure à la longueur de la lame. Trou, et la fraise en carbure intégrée est utilisée pour usiner le trou dont la profondeur de filetage est inférieure à la longueur de l'outil.
Remarque pour la programmation CNC de filetage à la fraise :afin de ne pas endommager l'outil ou d'erreurs de traitement.
- Après avoir traité le trou inférieur fileté, utilisez une perceuse pour usiner un trou de petit diamètre et utilisez l'alésage pour usiner un trou plus grand afin d'assurer la précision du trou inférieur fileté.
- L'outil utilise généralement un chemin d'arc de 1/2 cercle pour couper vers l'intérieur et l'extérieur afin d'assurer la forme du filetage, et la valeur de compensation du rayon de l'outil doit être introduite à ce moment.
2. Appuyez sur Usinage M méthode
Convient aux trous filetés de petit diamètre ou aux exigences de précision de position de trou faibles. Généralement, le diamètre du foret de trou de fond fileté est proche de la limite supérieure de la tolérance de diamètre de trou de fond fileté, ce qui peut réduire la tolérance d'usinage du taraud et réduire la charge du taraud. Améliore la durée de vie du robinet.
Chacun doit choisir le taraud approprié en fonction du matériau à traiter. Comparé à la fraise et à l'alésoir, le taraud est très sensible au matériau traité. Les tarauds sont divisés en tarauds traversants et en tarauds borgnes. L'extrémité avant du taraud traversant est longue, ce qui correspond à l'élimination des copeaux avant. Lorsque le trou borgne est traité, la profondeur de traitement du filetage ne peut pas être garantie. Faites attention à la différence entre les deux. Lorsque vous utilisez un mandrin de taraudage flexible, notez que le diamètre de la tige du taraud et la largeur du carré doivent être les mêmes que ceux du mandrin de taraudage. Le diamètre de la tige du taraud pour le taraudage rigide doit être le même que le diamètre de la douille à ressort.
La programmation de la méthode de traitement du robinet est relativement simple, tous sont en mode fixe, il suffit d'ajouter une valeur de paramètre, il convient de noter que le format de la sous-routine est différent pour différents systèmes CNC et que la signification représentative de la valeur du paramètre est différente.
3. Choisissez Usinage M méthode
La méthode de prélèvement convient au traitement de grands trous filetés sur des pièces de boîte, ou lorsqu'il n'y a pas de taraud et de fraise à fileter, cette méthode est utilisée pour installer un outil de tournage de filetage sur la barre d'alésage pour effectuer un alésage de filetage. Il existe plusieurs précautions pour implémenter la méthode de traitement de sélection et de bouton :
- Il doit y avoir un temps de retard pour le démarrage de la broche afin de s'assurer que la broche atteint la vitesse nominale.
- L'affûtage des outils de filetage à meuler à la main ne peut pas être symétrique et la rétraction inverse ne peut pas être utilisée. La broche doit être utilisée pour orienter la fraise pour qu'elle se déplace radialement puis se rétracte.
- Le porte-outil doit être précis et cohérent avec la position de la fente de l'outil, sinon plusieurs porte-outils ne peuvent pas être utilisés pour l'usinage, ce qui entraînera un accrochage aléatoire.
- Lors de la cueillette de la boucle, veillez à ne pas la cueillir avec un seul couteau, même une boucle très fine, sinon cela entraînerait une perte de dents et une mauvaise rugosité de surface, vous devez donc la diviser en plusieurs couteaux pour la cueillette.
- La méthode de traitement de boucle ne convient que pour les pièces uniques, les petits lots, les filetages à pas spécial et aucun outil correspondant, et l'efficacité du traitement est faible.
La méthode d'usinage de boucle du centre d'usinage CNC n'est qu'une méthode d'urgence temporaire. Il est recommandé d'utiliser la méthode d'usinage de filetage pour traiter l'outil afin d'améliorer efficacement l'efficacité et la qualité de l'usinage de filetage, de réduire les coûts de traitement et d'améliorer l'efficacité du centre d'usinage.
Processus de fabrication
- Qu'est-ce qu'un centre d'usinage vertical
- Quels sont les types courants d'usinage de filetage en CNC ?
- 5 Configuration et exigences du centre d'usinage CNC à grande vitesse
- Usinage CNC :3 axes VS 4 axes VS 5 axes
- Solutions aux problèmes courants dans le traitement des centres d'usinage CNC
- Méthodes courantes d'usinage de filetage pour les centres d'usinage CNC
- Problèmes courants et méthodes d'amélioration dans l'usinage CNC
- Le centre d'usinage CNC à double colonne est une bête !
- Technologie de centre d'usinage CNC