


Comment gérer le contrôle des copeaux et améliorer la durée de vie et la productivité de l'outil
Une mauvaise gestion des copeaux peut entraîner des problèmes pour les machinistes, tels qu'une durée de vie plus courte de l'outil, des finitions de surface médiocres et des risques pour la sécurité. Ces problèmes coûtent aux entreprises d'innombrables heures de temps de production et de perte de revenus. Voici ce que vous pouvez faire à ce sujet.
L'accumulation de copeaux pendant les opérations de taraudage entraîne des filetages de mauvaise qualité, une durée de vie raccourcie de l'outil et, très probablement, une défaillance catastrophique. En supposant qu'une pièce puisse être récupérée, le dernier de ces événements entraîne des dépenses supplémentaires et une perte de temps tandis que l'EDM par enfonçage ou des méthodes mécaniques sont utilisées pour extraire le taraud cassé.
Le risque associé à ce scénario contribue à expliquer la popularité du filetage à la fraise, qui non seulement donne aux machinistes un contrôle beaucoup plus grand sur le processus de filetage, mais élimine en grande partie les problèmes de gestion des copeaux.
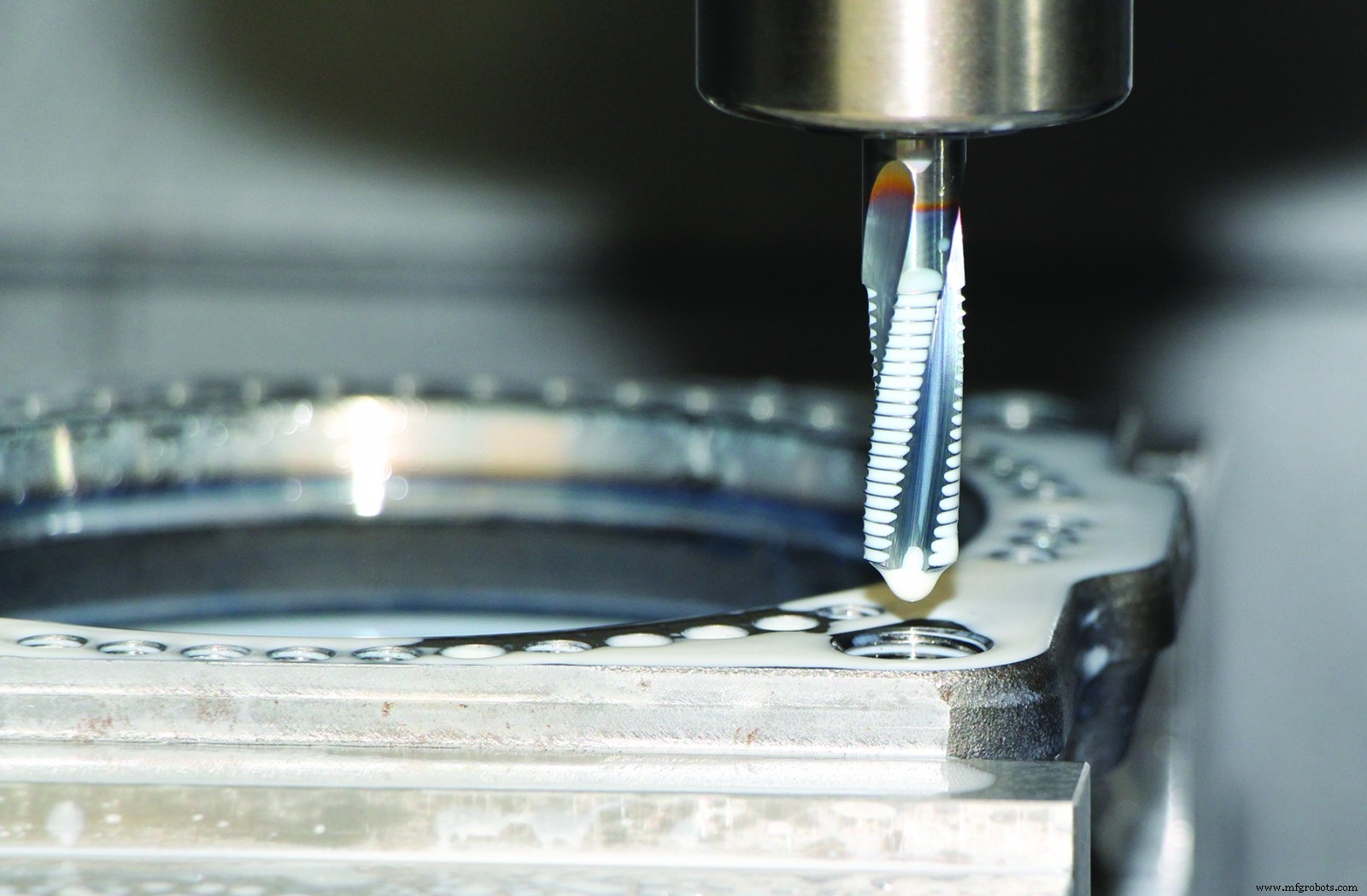
"Le fraisage de filetage offre le contrôle ultime des copeaux lors de l'usinage de filetages internes", déclare Mark Hatch, directeur de produit chez Emuge Corp.
« Lorsque le taraudage est un processus d'usinage continu et crée donc des filetages continus dans des matériaux ductiles, le filetage à la fraise est un processus interrompu et casse même le matériau le plus dur en petits copeaux gérables », déclare-t-il. "C'est pourquoi l'industrie aérospatiale, et en fait tout atelier produisant des pièces de grande valeur, préfère le fraisage au taraudage, car il offre à la fois précision et prévisibilité."
Fraisage de filetage et au-delà
Hatch note que cet important processus de fabrication de fils est devenu plus facile au cours des dernières années. Pratiquement toutes les machines-outils CNC sont aujourd'hui équipées de la fonction d'interpolation hélicoïdale nécessaire pour fraiser les filets, et la plupart offrent également un liquide de refroidissement à travers la broche - de préférence appliqué à haute pression - pour éliminer efficacement les copeaux du trou. Cela, et les systèmes CAM sont généralement plus compatibles avec les fraises à fileter qu'auparavant, éliminant les problèmes de programmation manuelle des mouvements d'entrée et de sortie d'arc utilisés lors du fraisage de trous filetés.
Les outils de coupe sont également devenus plus efficaces. Les fraises à fileter de la série ZGF d'Emuge, par exemple, sont disponibles en longueurs 3xD, ce qui étend leur portée. La société propose également plusieurs lignes de fraises à fileter supplémentaires, parmi lesquelles une série indexable, couvrant tout, des filetages UNC et UNF aux tuyaux, STI, miniatures et "gigantesques". Grâce à la grande variété d'outils de haute qualité sur le marché aujourd'hui d'Emuge et de ses concurrents, il y a peu de choses qui ne peuvent pas être fraisées, faisant des problèmes de contrôle des copeaux une chose du passé.
Former des opinions
Malgré ses nombreuses qualités attrayantes, le filetage à la fraise n'est pas une solution ultime. Son alternative, le taraudage, est à la fois plus rapide et plus simple, c'est pourquoi il reste le premier choix pour les applications à volume plus élevé, sur des machines manuelles ou lorsque l'atelier souhaite, pour une raison quelconque, éviter le fraisage de filets. Hatch vous dira que la meilleure alternative suivante, certainement du point de vue du contrôle des copeaux, est le formage à froid ou le taraudage au rouleau, qui déplace le matériau plutôt que de le retirer.
"L'industrie automobile utilise largement le formage à froid pour le filetage profond des culasses et des composants de transmission en raison de sa capacité à produire des filetages solides et de haute qualité et à éliminer les problèmes liés aux copeaux", a-t-il déclaré. "La seule mise en garde est le fait que la formation laisse un très petit divot, presque en forme de U, au niveau de la crête du fil. Avec certains composants médicaux et équipements de transformation des aliments, cette imperfection crée une zone de collecte de bactéries, de sorte que les fils laminés sont souvent interdits dans ces applications. »

Des robinets formidables
Si le filetage par fraisage et les filetages laminés sont supprimés, cela laisse des tarauds coupés. Heureusement, Emuge et d'autres fabricants d'outils de coupe ont développé une large gamme de tarauds à usage général et spécifiques aux matériaux qui font un excellent travail pour extraire les copeaux de la pièce, même dans les trous borgnes. Kyle Matsumoto, chef de produit chez OSG USA Inc., suggère que l'A-Tap est conçu pour faire exactement cela.
L'A-Tap, explique-t-il, utilise une flûte en plomb variable pour une formation stable des copeaux et pour accélérer l'évacuation. Le résultat est une puce prévisible en forme de spirale assez différente du nid d'oiseau tordu qui interfère si souvent avec les opérations de taraudage. On dit également que l'outil a un bord exceptionnellement tranchant, stabilisant davantage la forme de la puce et aidant à éliminer le grippage. Les deux servent à créer une surface de filetage lisse qui est moins susceptible d'accrocher les copeaux qui passent, tout en améliorant la qualité de la pièce.
"L'utilisation d'une géométrie d'hélice variable nous permet de créer un angle plus net au niveau du chanfrein du taraud, là où toute la coupe a lieu", explique Matsumoto.
"Cela rend non seulement l'action de coupe plus douce, mais aide à garder les copeaux beaux et compacts", ajoute-t-il. "Et puis vers la fin de la flûte, l'angle d'hélice diminue, accélérant la sortie de la puce. L'A-Tap est conçu pour les aciers et les aciers inoxydables, mais fonctionne également assez bien dans la fonte et les matériaux encore plus durs jusqu'à environ 35 Rockwell."

Faire des frites heureuses !
Paul Motzel, chef de produit pour les outils de filetage chez Guhring Inc., propose une solution similaire. Il dit que la gamme de tarauds Pionex de la société est disponible sous forme de coupe et de rouleau. Selon l'outil, ceux-ci sont généralement traités avec les revêtements Sirius ou Slidur de l'entreprise pour réduire la friction et faciliter l'évacuation des copeaux. Les tarauds Pionex sont également affûtés et polis après le meulage, puis polis à nouveau après le revêtement, le tout pour fournir une arête de coupe lisse et solide et augmenter la durée de vie de l'outil. Il mentionne également que la version de forme du taraud Pionex a moins de contact de surface et une rainure de lubrification qui réduit les forces de taraudage de 30 %.
« Il y a de nombreuses années, un de mes collègues en Allemagne m'a dit qu'une bonne puce est une bonne puce », déclare Motzel. "Cela signifie qu'il a un endroit où aller et un moyen d'y arriver. Lorsque vous arrêtez de considérer que peut-être 90 % des problèmes de tapotement sont liés aux puces, vous comprendrez qu'il était juste dans ses commentaires. »
Mis à part les revêtements avancés et les géométries d'outils, Motzel suggère que l'une des erreurs les plus courantes commises par les ateliers est de sélectionner le mauvais style de taraud.
"Les tarauds pointus en spirale poussent la puce vers l'avant et ne doivent donc jamais être utilisés dans un trou borgne, même s'il y a beaucoup de place au fond", dit-il. "Ils sont conçus pour traverser la pièce à usiner, et lorsqu'ils ne le font pas, les copeaux qui traînent peuvent se coincer derrière la face en relief, ce qui peut faire exploser le robinet."
"La solution consiste à toujours utiliser des tarauds à goujure hélicoïdale sur les trous borgnes, car leur angle d'hélice plus élevé aide à éjecter les copeaux hors de la pièce et à conserver les pointes en spirale pour les trous débouchants", ajoute-t-il.
Quels conseils, astuces et techniques pouvez-vous partager sur la gestion des puces ? Partagez vos impressions dans les commentaires ci-dessous.
Vous ne savez pas si les liquides de refroidissement à base d'eau conviennent à votre atelier ? Regardez cette vidéo pour une introduction aux liquides de refroidissement :
Technologie industrielle
- Comment la gamme de fraises en bout TuffCut XT de M.A. Ford vous aide à améliorer votre productivité
- 8 conseils essentiels pour améliorer le contrôle des copeaux lors du perçage
- 5 façons de prolonger la durée de vie des outils et d'augmenter la productivité
- Comment optimiser la productivité de la machine :amincissement des copeaux
- Comment optimiser le débit et la qualité des pièces lors du filetage
- Logiciel OEE :comprendre comment suivre et améliorer la productivité
- Comment calculer et améliorer la disponibilité des machines
- Comment atténuer et gérer votre usine après un accident
- Comment réduire les temps d'arrêt et augmenter la productivité