


Murs et remplissage ne se touchant pas :comment y remédier rapidement !
Comme le savent tous les passionnés d'impression 3D dignes de ce nom, le remplissage est un aspect très important et essentiel de la qualité, de la résistance et du temps d'impression d'un objet. Parfois, nous perdons beaucoup d'heures, d'électricité et d'impression filamentaire sur un objet pour découvrir que le remplissage ne touche pas réellement la coque (ou les murs) du modèle, ce qui rend la structure de remplissage inutile.
Dans cet article, je vais vous guider à travers les raisons qui peuvent causer ce problème et comment le résoudre. En un mot, quelles sont les causes qui font que le remplissage ne touche pas la coque ou la paroi d'un objet imprimé en 3D ?
Les murs et le remplissage qui ne se touchent pas peuvent être causés par une sous-extrusion, qui elle-même peut être causée par des températures de buse basses, des vitesses de déplacement élevées ou un calibrage incorrect de l'imprimante, et cela peut également être corrigé en ajustant le remplissage réglage de chevauchement. Il est recommandé d'augmenter ce paramètre par incréments de 1 % et de tester les résultats.
| Solution | Description | Indication |
| Recouvrement de remplissage | Le pourcentage de chevauchement du remplissage avec le périmètre le plus proche | Augmentez-le de 2 % jusqu'à 14 % |
| Température de la buse | Des températures de buse basses peuvent entraîner une sous-extrusion. | Réglez-le sur la température maximale indiquée par le fabricant |
| Vitesse de déplacement | Si elle est trop rapide, l'extrudeuse peut ne pas être en mesure d'extruder le filament requis, entraînant une sous-extrusion | Réduire la vitesse de déplacement à 25 mm/s |
| Problèmes de chargeur | La friction dans le tube Bowden peut entraîner une sous-extrusion | Nettoyez l'intégralité du système d'alimentation et ajustez la tension de l'alimentateur |
| Problèmes d'étalonnage | Un calibrage incorrect peut faire en sorte que l'imprimante consomme moins de filament qu'indiqué. | Calibrez les étapes de l'extrudeuse ou augmentez le débit |
Raisons pour lesquelles les murs ne touchent pas le remplissage

Il existe un certain nombre de raisons pour lesquelles les parois d'une impression ne touchent pas le remplissage, et pour remédier au problème, vous devrez passer par un processus d'élimination.
Voici une feuille de route de base pour diagnostiquer le problème. Une fois que vous avez confirmé qu'il ne s'agit certainement pas d'une erreur de conception d'impression, vous devrez systématiquement suivre les étapes suivantes.
Paramètres du slicer (différents pour chaque profil d'imprimante)
Les choses les plus évidentes à vérifier sont les paramètres de votre slicer, car ce serait le moyen le plus simple et le plus rapide de résoudre le problème.
Vous devrez regarder le chevauchement de remplissage pourcentage. Selon Cura, ce paramètre détermine "la quantité de chevauchement entre le remplissage et les murs en pourcentage de la largeur de la ligne de remplissage. Un léger chevauchement permet aux murs de se connecter fermement au remplissage. “
Apparemment, Cura a différents paramètres de chevauchement de remplissage par défaut en fonction du profil de l'imprimante. Sur mon Ender 3, il est réglé sur 30 %, sur certaines autres imprimantes, il est réglé sur 10 % ou même 0 %, donc vos paramètres peuvent également varier un peu.
Si votre chevauchement de remplissage est déjà réglé sur 10 % (réglage Cura par défaut). Je suggérerais d'exécuter quelques tests par incréments de 2 % à chaque fois pour voir si cela résout le problème ; sinon, vous pouvez rejeter ce paramètre comme cause possible.
Dans ce cas, réinitialisez le pourcentage de chevauchement au pourcentage par défaut de 10 %, ou quel que soit le pourcentage par défaut de votre imprimante, et poursuivez vos diagnostics.
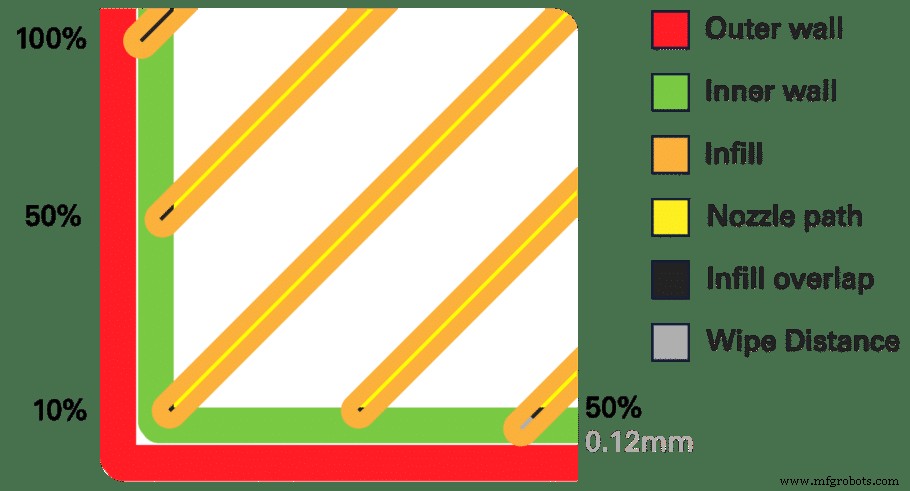
Comme vous pouvez le voir sur l'illustration visuelle ci-dessus, un paramètre de chevauchement de remplissage de 100 % signifierait que le chemin de la buse chevaucherait l'intégralité d'une largeur de couche (0,4 mm si vous utilisez le diamètre de buse le plus courant).
Température d'extrusion
Votre prochaine étape serait de vérifier votre température d'extrusion. Pourquoi cela pourrait-il être une cause potentielle ? En termes simples, si la température d'extrusion est trop basse, le filament fondu sera plus visqueux et empêchera l'écoulement régulier ou souhaité de la buse car une pression plus élevée sera nécessaire pour extruder la même quantité de matériau.
Cela pourrait éventuellement provoquer une sous-extrusion, ce qui pourrait empêcher les murs de toucher le remplissage.
Si la température d'extrusion est trop basse, cela entraînera également d'autres complications d'impression, notamment une mauvaise adhérence des couches et sur le filament sur le même plan horizontal entre les parois et le remplissage.
D'autre part, si la température d'extrusion est trop élevée, cela entraînerait une nouvelle série de problèmes. Des changements dans le filament fondu se produiront si la température est trop élevée et que le plastique fondu reste trop longtemps dans la buse, ce qui entraîne un colmatage.
Vérifiez la température recommandée indiquée par le fabricant du filament sur la bobine que vous utilisez et réglez la température sur le réglage maximum recommandé de la bobine. Cela aidera à obtenir le bon débit de la buse.
Par exemple, si le PLA que vous utilisez a un réglage de température de 190-215 °C, vous devez régler la température à 215 °C, vérifier les résultats, puis l'abaisser lentement pour trouver le point idéal.
Vitesse de déplacement
La température est le principal facteur de débit; cependant, le débit de filament fondu est également défini par la taille de la buse, la vitesse d'impression et la hauteur de la couche. Tous ces paramètres définissent ensemble le débit, qui est une mesure de la quantité de filament fondu extrudé de la buse par seconde.
En essayant de faire passer plus de matière que le débit ne le permet, vous vous retrouverez avec une sous-extrusion. L'équilibre entre la température et la vitesse du filament traversant votre imprimante jusqu'au point d'extrusion ne doit pas être poussé à l'extrême. Il doit toujours y avoir un bon équilibre entre les deux.
Il est vrai qu'avec une température plus élevée, vous pouvez imprimer plus rapidement. A l'inverse, en utilisant une température plus basse; la vitesse de déplacement doit être réduite pour obtenir l'extrusion optimale.
La vitesse de déplacement diffère d'un modèle d'imprimante à l'autre, et pour éliminer cette cause, vous pouvez essayer de régler la vitesse de déplacement sur 25 mm/s ou au moins inférieure à 50 mm/s. Cette vitesse de déplacement est suffisamment faible pour nous permettre de conclure que, si le problème persiste, il est causé par un autre facteur.
Sous-extrusion
Vous avez raison, nous avons déjà parlé de sous extrusion précédemment en passant par la température de la buse et la vitesse de déplacement. Néanmoins, la sous-extrusion peut également être causée par d'autres facteurs un peu plus délicats. Parce que les causes précédentes auraient eu des solutions simples, nous les avons d'abord écartées.
Comme nous l'avons déjà dit précédemment, la sous-extrusion se produit lorsque votre imprimante n'est pas en mesure de produire la bonne quantité de matériau requise pour votre impression. Les signes évidents seraient si vous remarquez que votre imprimante saute des couches ou imprime des couches plus fines que la normale, ou des couches interrompues et comportant des trous ou des points.
Une fois que la température de la buse et la vitesse de déplacement ne sont plus prises en compte, c'est probablement l'un des problèmes les plus difficiles à résoudre car il y a de nombreuses variables à prendre en compte. Nous passerons en revue chacun d'entre eux, en commençant par le plus facile à résoudre jusqu'au plus difficile, et nous espérons que vous serez en mesure d'identifier le problème réel et de le résoudre au cours du processus.
Problèmes de chargeur
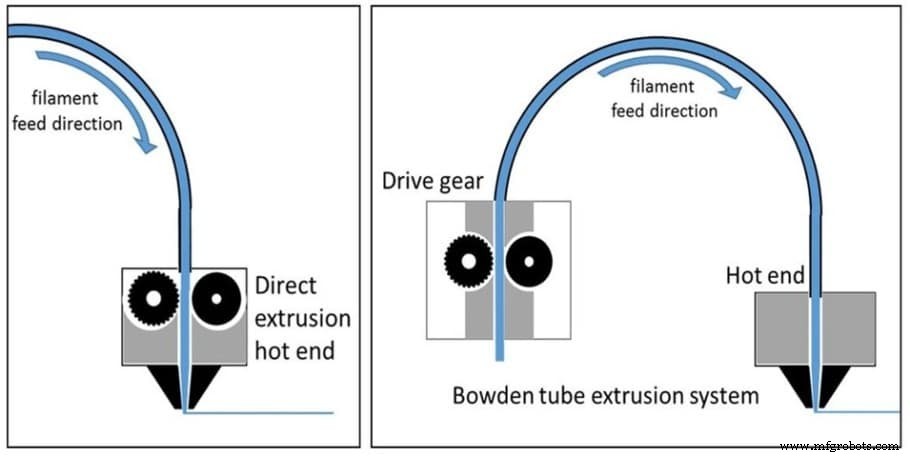
Si votre imprimante utilise le système d'alimentation par tube Bowden, il est fort possible que votre problème de sous-extrusion soit lié à la défaillance de votre tube Bowden dans le processus d'alimentation, ce qui inclut l'extrémité chaude.
Cela peut être attribué soit au frottement dans le tube et l'extrémité chaude qui empêchent l'alimentation, soit à une adhérence insuffisante sur le filament pour exécuter l'alimentation à la bonne vitesse.
Pour vérifier la tension du chargeur sur votre imprimante, vous devez retirer le filament du tube Bowden et l'examiner pour détecter tout signe indiquant qu'il est alimenté à travers le tube. Si le filament est toujours aussi lisse que le filament de votre bobine, la tension du chargeur est trop faible, ce qui signifie qu'il n'y a pas assez d'adhérence sur le filament pour le pousser à travers le système de chargeur.
Tout comme la création d'un équilibre pour le débit de buse optimal, ici aussi, un équilibre doit être établi. Trop peu ou trop de tension dans le chargeur entraînera une sous-extrusion. Nous avons discuté trop peu de tension; Maintenant, regardons trop de tension dans le système d'alimentation.
Lorsque le filament pénètre dans le tube Bowden, il sera comprimé et aplati, ce qui entraînera un mouvement restreint. Le chargeur creuse dans le filament, ce qui est communément appelé broyage, car le processus ronge le filament. Le chargeur commencera très probablement à émettre un tic-tac et à revenir en arrière, ce qui est également un signe qu'il y a un blocage dans l'extrémité chaude.
Pour remédier à cette situation, vous devrez retirer le filament du chargeur et nettoyer tout le système d'alimentation, en vérifiant la tension du chargeur au cours du processus. Comme il s'agit d'un problème matériel, il peut être différent d'une imprimante à l'autre, mais pour vous donner une idée de la façon d'aborder le problème, regardez cette vidéo sur le réglage de la tension du chargeur d'un Ultimaker.
Sous-extrusion due à l'étalonnage
L'étalonnage de l'extrusion détermine ce que la trancheuse ordonne à votre imprimante de consommer et est mesuré en mm sur une distance de déplacement prédéterminée. Si elle est correctement calibrée, votre imprimante consommera exactement la même quantité de filament.
Si les mesures ne correspondent pas et que la consommation est inférieure à celle indiquée par la trancheuse, alors l'étalonnage est hors service et entraînera une sous-extrusion. Il existe deux façons de corriger le désalignement de l'étalonnage, l'une étant simple mais temporaire, tandis que l'autre méthode est plus compliquée mais constitue une solution permanente.
Correction permanente :calibrage des étapes de l'extrudeuse
Les étapes à suivre dépendent de l'imprimante que vous utilisez, mais fondamentalement, le test suit un schéma défini. L'objet de l'exercice est de déterminer si votre instruction slicer est correctement exécutée.
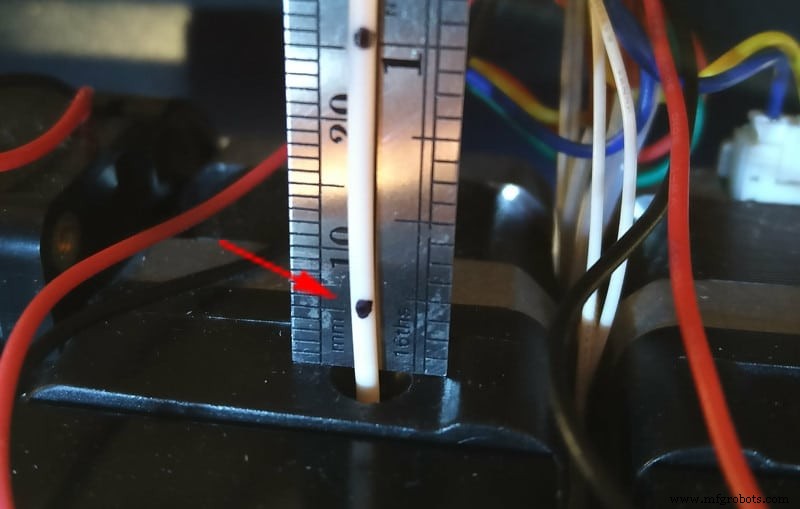
Commencez par utiliser un pied à coulisse, numérique ou manuel, cela ne fait aucune différence tant que vous savez vous en servir et que vos mesures sont exactes. Ayez un marqueur permanent ou un feutre à portée de main, afin de pouvoir faire des marques sur votre filament qui ne s'effaceront pas. Vous allez maintenant mesurer exactement 100 mm ou 10 cm depuis le début de votre extrudeuse et répéter les mesures deux fois de plus, de sorte que vous avez trois marques à 100 mm, 200 mm et 300 mm.
Chauffez l'extrémité chaude à environ 5 degrés au-dessus de la plage haute du filament juste pour vous assurer que le débit est constant. Demandez maintenant à votre imprimante d'extruder 100 mm (10 cm) de matériau et de voir si la marque que vous avez faite s'aligne à l'entrée de l'extrudeuse exactement au début de votre première mesure.
Si la marque que vous avez faite se retrouve à l'intérieur de l'extrudeuse, votre calibrage est terminé et votre imprimante extrude plus que prévu. Il s'agit d'une sur-extrusion, et le matériau supplémentaire extrudé s'écrasera contre la précieuse couche et coulera sur les côtés de la coque extérieure de votre impression. Vous aurez remarqué la mauvaise finition de toute impression que vous avez pu imprimer avant votre test. Afin de corriger le calibrage, vous devez d'abord déterminer quelle est la valeur incorrecte afin de pouvoir effectuer les ajustements nécessaires sur la console de votre imprimante.
À l'inverse, si la ligne est à l'extérieur et ne s'aligne pas avec l'entrée, vous avez affaire à une sous-extrusion, et cela pourrait très bien être la cause du fait que la coque de votre objet ne touche pas le remplissage.
Afin de résoudre ce problème, vous pouvez calibrer les étapes d'extrusion. Vous devez savoir que ce processus n'est pas simple, c'est pourquoi j'ai tendance à recommander d'augmenter le débit comme proxy pour résoudre ce problème.
Solution facile :modifier le débit
Un paramètre qui doit également être vérifié en plus des étapes de l'extrudeuse est le débit, car il vous permettra de contrôler directement le flux de filament vers l'extrudeuse. Il est important de garder à l'esprit les différentes densités des filaments que vous utiliserez.
Le débit est influencé par le diamètre du filament utilisé et le diamètre de l'extrusion par rapport au moteur de l'extrudeuse. Le test mesure à peu près la quantité de filament introduite dans l'extrudeuse.
Vous aurez besoin d'un pied à coulisse et d'un micromètre pour mesurer avec précision les variables afin que le débit puisse être calculé à l'aide de ces valeurs. Avant de commencer le test, vous devez vous assurer que la buse de votre imprimante est en bon état de fonctionnement et ne contient aucune accumulation de résidus à l'intérieur et à l'extérieur.
Vérifiez également la température d'extrusion du filament spécifique que vous utilisez et assurez-vous qu'il est conforme aux recommandations du fabricant. Enfin, assurez-vous que la base est nivelée et calibrée pour éviter les écarts dimensionnels le long de l'axe Z, et assurez-vous de lire et de comprendre les instructions de test avant de continuer.
Comme mentionné précédemment, prenez un Sharpie et faites des marques sur votre filament tous les 100 mm. Dites à votre imprimante d'extruder 100 mm et comparez-la aux marques. Si l'imprimante a consommé moins de 100 mm, vous pouvez être sûr qu'elle est sous-extrudée.
Pour résoudre ce problème, réglez votre débit sur 102 % et effectuez à nouveau le test. S'il est toujours en cours d'extrusion, augmentez encore le pourcentage. En revanche, si vous ne voyez pas le repère suivant, cela signifie qu'il a extrudé plus de 10cm, ce qui signifie qu'il faut réduire le débit. Vous devez répéter ce processus jusqu'à ce que votre imprimante consomme exactement 10 cm de filament lorsque vous la commandez.
Conclusion
À ce jour, j'espère que vous avez pu résoudre le problème qui vous a amené ici. Avec un peu de chance, vous avez pu modifier le chevauchement de remplissage et quitter cet article. D'un autre côté, si vous avez parcouru tout le débit, j'espère que vous avez trouvé ces informations utiles. Si tel est le cas, vous maîtrisez parfaitement l'art du dépannage et de la résolution des problèmes de votre imprimante.
Consultez notre section de produits recommandés

Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- Comment la numérisation peut aider à transformer le post-traitement AM et la gestion de l'assurance qualité
- Comment l'impression 3D transforme l'industrie agroalimentaire
- Comment l'outillage et le montage imprimés en 3D révolutionnent la fabrication
- Comment résoudre un problème comme… des brevets valides et contrefaits ?
- Sept défis de livraison du dernier kilomètre et comment les résoudre
- Comment s'assurer que les factures de fret sont correctes et payées rapidement
- Comment faire rapidement la distinction entre le bit de coupe vers le haut et le bit de coupe vers le bas ?
- Flash de moulage par injection :les 9 principales causes et comment les résoudre
- Comment identifier et résoudre les problèmes de production avec l'analyse de données