


Défauts courants et comment les résoudre dans différents processus de tôlerie
La fabrication de tôles est l'un des processus les plus populaires pour créer des prototypes et des pièces de production. Il aide à créer plusieurs pièces durables, allant des prototypes à faible volume aux pièces de production à volume élevé. Ce processus est souvent utilisé dans une grande variété d'industries, y compris l'automobile, l'aérospatiale et la construction.
Il existe de nombreux types de processus de tôlerie, mais chacun peut avoir son propre ensemble unique de défauts. Dans cet article de blog, nous examinerons certains des défauts de tôlerie les plus courants et leurs solutions dans différents processus.
Que sont les processus de fabrication de tôle ?
Les processus de fabrication de tôle sont ceux qui modifient la forme originale d'une feuille pour produire une pièce emboutie d'épaisseur souhaitée. Ils peuvent être divisés en trois catégories principales :
Coupe
Les processus de découpe sur tôle peuvent être divisés en ceux qui utilisent des forces de cisaillement (par exemple, le cisaillement, le poinçonnage, le découpage) et ceux qui n'en utilisent pas (par exemple, la découpe par faisceau laser, la découpe au plasma, la découpe au jet d'eau).
Formation
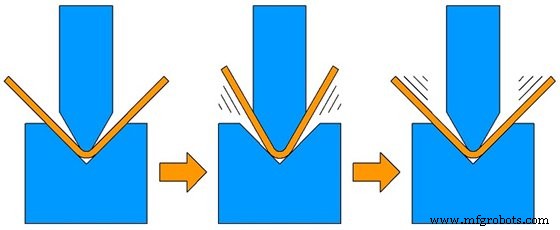
Dans le processus de formage, la tôle est pliée dans la forme souhaitée. Les méthodes de formage comprennent le cintrage à l'air, la frappe et le profilage.
Rejoindre
C'est le processus d'assemblage de différents composants en tôle pour obtenir le produit souhaité. Les processus d'assemblage comprennent le soudage, le brasage, le rivetage, le boulonnage et la méthode la plus courante - l'utilisation de joints de couture.
Comme pour tout autre processus de fabrication, plusieurs défauts peuvent survenir dans les produits résultants, ce qui peut affecter leur productivité, leur qualité et leurs caractéristiques. Voici quelques défauts courants dans le processus de fabrication de la tôle et comment les surmonter.
Défauts et solutions de coupe/cisaillement de tôle
La découpe de tôle fait référence à l'application d'une force importante sur la tôle qui finit par la briser en plusieurs parties. La méthode de coupe la plus courante est le cisaillement, dans lequel une force de cisaillement supérieure à la résistance au cisaillement ultime du matériau est appliquée, provoquant sa rupture et sa séparation à cet endroit.
Les défauts courants incluent :
1. Bords ébarbés et déformés
Les bords ébavurés sont des pièces métalliques tranchantes et inégales qui restent attachées à une pièce métallique cisaillée. Ils surviennent généralement en raison de lames émoussées ou d'un mauvais positionnement de celles-ci. Un jeu trop grand entre les lames les fera se déchirer au lieu de se cisailler, tandis qu'un jeu plus petit empêchera les lames de couper à travers le matériau, produisant des bavures.
De même, des bords déformés sont formés en raison de pressions de serrage défectueuses, en plus du mauvais positionnement des lames.
Pour éviter cela, le manuel de la cisaille peut être consulté pour obtenir le jeu et la pression de serrage corrects en fonction du type et de l'épaisseur du matériau.
2. Torsion
Après avoir terminé un processus de cisaillement, le métal peut avoir subi une certaine torsion le long de son axe. Cela est dû à la coupe de bandes trop étroites ou à l'utilisation d'un angle de coupe incorrect. Cela peut être évité en ajustant l'angle de coupe en fonction des propriétés, de la géométrie et des paramètres de coupe de la tôle.
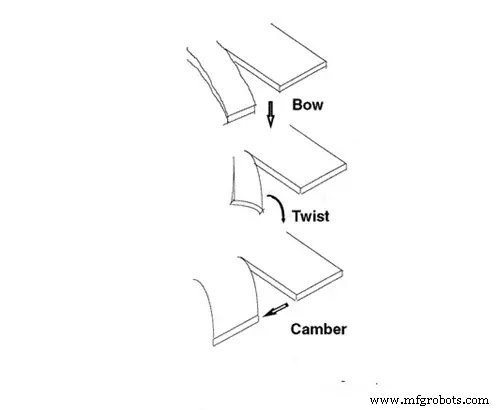
3. Cambrage
Le cambrage est observé lorsque la pièce de tôle a une épaisseur variable sur sa largeur. Cela se produit lorsqu'il se déplace dans une direction horizontale, mais sans se tordre ni se soulever le long de ses bords. Le résultat est un métal concave, convexe et de forme triangulaire. Ce défaut peut être minimisé dès le début en modifiant la direction des grains métalliques et en modifiant l'angle de coupe.
4. S'incliner
L'inclinaison se produit lorsque les bords s'élèvent légèrement du plan en raison d'un cisaillement inapproprié. Il est couramment observé dans les feuilles longues, étroites et minces. Pour surmonter cela, l'angle de coupe doit être réduit autant que possible et la tôle doit être maintenue avec un support arrière.
Défauts et solutions d'emboutissage de tôle
Le processus d'emboutissage de tôle est un processus de fabrication par formage à froid où une matrice est utilisée sur une presse pour poinçonner une impression sur une forme de flan métallique, formant ainsi une déformation plastique. Ce processus peut également être accompagné d'autres outils de formage pour obtenir une pièce complète ou comme étape intermédiaire.

1. Divisions
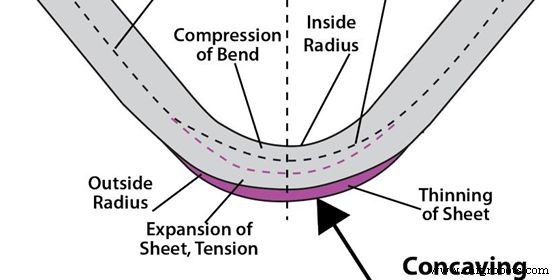
Parfois, lorsque les couches métalliques sont poussées au-delà de leurs limites d'ouvrabilité, elles commencent à s'amincir jusqu'à ce que la couche plate se déchire le long de la zone la plus faible. Ces défauts sont connus sous le nom de "rétreinte" ou "fendage" dans le processus d'emboutissage de la tôle.
Pour s'assurer que cela ne se produise pas, un logiciel de simulation de formage doit être utilisé pour analyser la tôle avant le début de l'opération. De plus, l'examen des paramètres de rayon et de profondeur de forme, du type et de l'épaisseur du matériau, ainsi que des techniques de traitement thermique peut également aider à éviter ces défauts.
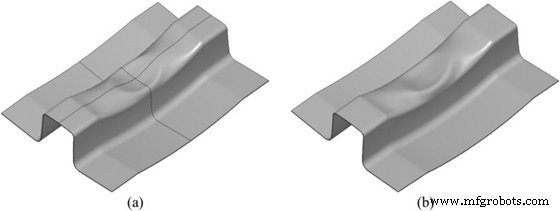
2. Rides
Lorsque les conditions de contrainte de compression appliquées par l'équipement de traitement poussent la tôle sur elle-même, la force linéaire est écrasée vers l'intérieur jusqu'à ce qu'une bride plissée soit obtenue et que la géométrie interne soit endommagée.
De tels défauts peuvent être contrés en étirant ou en étirant les feuilles au lieu de les former. De plus, des cordons de tirage, des liants de tirage et des tampons peuvent être utilisés lorsque la feuille a un profil géométrique complexe. De plus, les cordons de tirage aident à contrôler le flux de métal dans la cavité de la matrice.
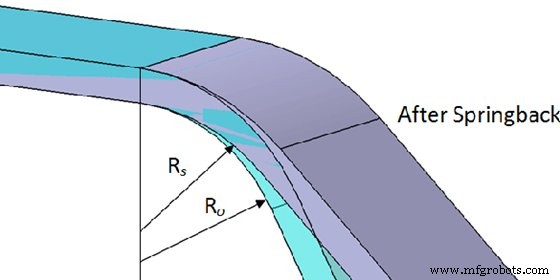
3. Retour élastique
Lorsque le rayon de pliage tombe en dessous de la valeur de consigne imposée par l'équipement de pliage, la forme souhaitée n'est pas obtenue. C'est ce qu'on appelle le retour élastique ou la déviation finale de la pièce due à un processus incorrect.
Pour corriger ces défauts, incluez un ajustement de surflexion ou de surcompensation. Cependant, cela n'élimine pas l'erreur de déformation élastique, augmentant la rigidité de la pièce par étirement positif.
Défauts et solutions de pliage de tôle
Le pliage de tôle est un processus de tôlerie important en raison de sa capacité à dessiner une variété de géométries de pièces sans outillage, ainsi que des délais d'exécution rapides, une répétabilité élevée et une automatisation. Il permet également de fabriquer des produits à partir d'une seule pièce de métal, en utilisant la déformation plastique, par opposition à plusieurs pièces assemblées par soudage ou rivetage, ce qui entraîne une réduction des coûts, une résistance améliorée et un assemblage simplifié.
1. Fissures dans l'angle de pliage
Les deux principales raisons des fissures dans une pièce emboutie sont une mauvaise flexibilité du métal et un très petit rayon de courbure.
Pour éviter l'apparition de ces défauts, utilisez des métaux plus tendres, ou augmentez leur malléabilité en les chauffant puis en les refroidissant lentement.
2. Angle de pliage instable
Les principales causes de ces défauts sont une pression insuffisante du matériau et une pression de flexion irrégulière provoquant un flambage irrégulier par compression. Le congé de matrice convexe-concave asymétrique peut également contribuer à ce problème.
Pour résoudre ce problème, augmentez la force de levage et équilibrez le jeu dans le congé de matrice convexe-concave.
3. Déformation du trou
L'emplacement du trou peut être déformé par le frottement entre la surface concave de la matrice et la surface extérieure pendant le processus de pliage.
De tels défauts peuvent être résolus en augmentant la pression du plateau éjecteur ou en ajoutant un point dur sur ce plateau pour augmenter le frottement entre les surfaces précitées afin qu'elles ne glissent pas.
4. Fond de pièce concave irrégulier
Ces défauts sont généralement causés par l'utilisation d'un dispositif d'éjection, en raison d'une force insuffisante ou d'un matériau inégal.
Par conséquent, assurez-vous que le dispositif d'éjection est réglé sur la bonne mesure de force, ou complètement retiré et que le matériau est uniformément nivelé avant le début du processus de pliage.
5. Coude non parallèle au milieu des trous
Ce défaut est dû au fait que la hauteur de flexion est inférieure à la limite de hauteur de flexion minimale, ce qui entraîne l'expansion et la déformation de la courbe.
Le simple fait d'augmenter la hauteur de la pièce à plier ou du matériau résoudra ces types de défauts.
Défauts et solutions de soudure de tôle
Le soudage est couramment utilisé pour assembler deux ou plusieurs pièces de tôle. Que ce soit le soudage MIG (soudage à l'arc sous gaz), le soudage TIG (soudage à l'arc sous gaz tungstène), le soudage à l'arc sous protection (SMAW) ou le soudage à l'arc avec fil fourré (FCAW), plusieurs défauts peuvent survenir si la technique appropriée n'est pas utilisée.
Les défauts courants dans le processus de soudage de la tôle incluent :

1. Éclaboussures
Les éclaboussures se produisent lorsque des gouttelettes de matériau fondu se forment près de l'arc de soudage. Cela est généralement causé par des courants élevés, une mauvaise polarité ou une protection gazeuse insuffisante.
Pour l'éviter, réduisez le courant et la longueur de l'arc et augmentez l'angle torche-plaque. Le nettoyage de la buse de gaz peut également aider.

2. Porosité
Ces défauts sont causés lorsque l'hydrogène, l'azote et l'oxygène sont absorbés dans le bain de soudure en fusion. Lors de la solidification, ils sont piégés dans la soudure. La graisse, l'humidité, la peinture et la rouille peuvent également causer de la porosité.
Pour éviter ce problème, assurez-vous que les bords de la plaque sont propres et secs, utilisez des matériaux de soudage neufs et vérifiez que la torche de soudage ne fuit pas.

3. Contre-dépouille
La contre-dépouille se produit lorsque des tensions élevées ou de grandes longueurs d'arc sont utilisées. L'utilisation d'une électrode incorrecte ou trop grande par rapport à l'épaisseur, ainsi qu'une vitesse de déplacement rapide de la torche, peuvent également causer ce problème.
De tels défauts peuvent être évités en utilisant une électrode de la bonne taille, en veillant à ce que la torche soit déplacée lentement et en évitant de se tenir près de la plaque verticale si une soudure d'angle horizontale est en cours.
4. Fissures
Des fissures peuvent se former sur la soudure lorsque les contraintes internes sont supérieures à la résistance de la soudure ou du métal de base (ou des deux). Ils peuvent se propager au fil du temps et doivent donc être traités immédiatement.
Ces défauts peuvent être évités en nettoyant, limant, meulant et ébavurant soigneusement les bords des plaques de métal afin qu'elles s'emboîtent bien. Il est également utile de s'assurer que la température est correcte tout en réchauffant les deux côtés du joint.
Autres défauts courants des surfaces en tôle
Outre les processus de formage de tôle, d'autres défauts courants peuvent survenir au cours du processus de fabrication.

Par exemple, certains des problèmes courants incluent les rayures de surface, la contamination, les bosses et les trous d'épingle. De plus, une non-uniformité peut se produire en raison de contraintes de traction élevées ou d'un flambage par compression pendant le processus de fabrication de la tôle.
Parfois, le contrôle de ces défauts peut être difficile et nécessite souvent une attention particulière au cours du processus.
Vous vous inquiétez des défauts de tôle ? WayKen est là pour vous
En conclusion, il est évident que la tôle joue un rôle vital dans l'industrie manufacturière en raison de sa capacité à subir une variété de processus. Plusieurs défauts peuvent être rencontrés lors de son utilisation, affectant ainsi son utilité. A travers cet article, si vous connaissez probablement les bases des défauts de tôlerie, laissez maintenant un service professionnel s'occuper du reste !
Chez WayKen, nous nous spécialisons dans le prototypage rapide et une variété de processus de fabrication de tôle, y compris la découpe, l'emboutissage, le pliage et le soudage. Nous offrons également un support technique de premier ordre à nos clients. Notre équipe d'experts a plus de 20 ans d'expérience dans la fabrication et l'assurance qualité, vous pouvez donc être sûr que votre projet sera bien réalisé. Commencez dès aujourd'hui et recevez un devis dans les 12 heures !
FAQ
Quelle est la différence entre une feuille métallique, une feuille et une plaque ?
Si l'épaisseur d'une pièce métallique est inférieure à 0,2 mm (0,0079"), on parle de feuille. Si l'épaisseur est comprise entre 0,2 mm et 6 mm (0,25"), elle est alors considérée comme une feuille. Si l'épaisseur est supérieure à 6 mm (0,25"), il s'agit d'une plaque.
Que sont les défauts de tôle ?
Les défauts de tôlerie sont des imperfections qui peuvent survenir au cours du processus de fabrication. Ces défauts peuvent être causés par divers facteurs, tels qu'un mauvais choix de matériau, un mauvais outillage ou des procédures de fonctionnement inappropriées.
Est-il courant de retoucher des pièces de tôlerie défectueuses ?
La retouche de pièces de tôlerie défectueuses est un phénomène courant dans de nombreuses industries. Cela peut se produire pour diverses raisons, telles que des dimensions incorrectes, des matériaux endommagés ou un contrôle qualité médiocre. Dans la plupart des cas, il est moins cher et plus rapide de simplement retravailler la pièce que de la remplacer entièrement.
Processus de fabrication
- 5 problèmes courants rencontrés avec l'impression 3D métal – et comment les résoudre
- Sept défis de livraison du dernier kilomètre et comment les résoudre
- 5 dangers courants liés aux grues et comment les éviter
- Erreurs courantes de fabrication de PCB et comment les corriger
- Comment éviter ces 5 défauts courants de cisaillement du métal
- Cinq défauts courants de cisaillement des métaux et des moyens de les éviter
- 4 types courants de procédés de coulée de métal
- Différents types de procédés de formage de tôle
- Différents types de laminoirs et défauts du métal laminé