


11 méthodes de coulée de métal
Apprenez les termes et les processus impliqués dans l'extraction d'un trésor du feu de la fournaise
Qu'est-ce que la coulée de métal ?
La coulée de métal est le processus de fabrication d'objets en versant du métal en fusion dans un espace de forme vide. Le métal se refroidit alors et durcit dans la forme qui lui est donnée par ce moule en forme. Le moulage est souvent un moyen moins coûteux de fabriquer une pièce par rapport à l'usinage de la pièce à partir d'une pièce de métal solide. Il existe de nombreuses méthodes de coulée de métal parmi lesquelles choisir. Le type de coulée le plus efficace dépend des métaux utilisés, de la taille de la coulée et de la complexité de la coulée.
Avant de commencer un cycle de production, il est utile de connaître certains des termes et méthodes de la fonderie.
- Aller à la terminologie de la diffusion
- Aller aux types de moulage de métal

Terminologie du casting
Moule de coulée
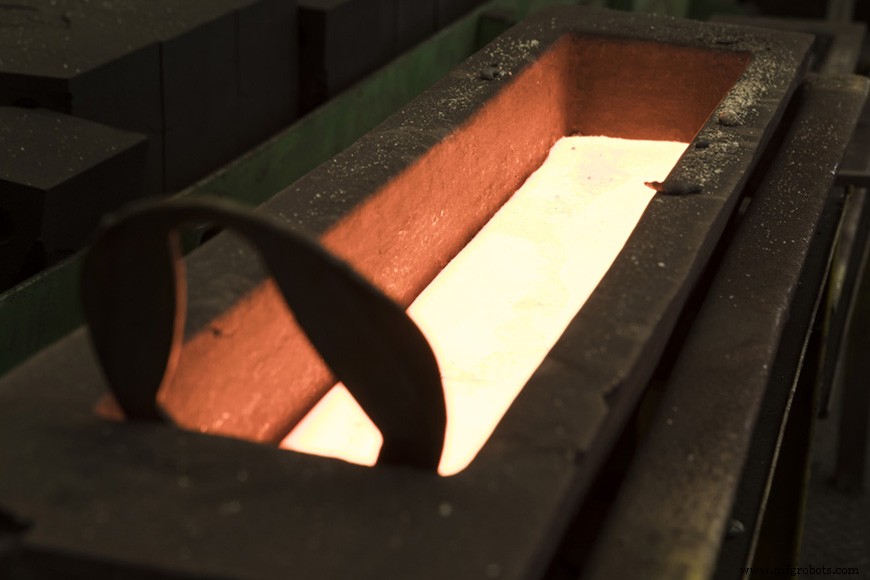
Un moule est une cavité dans un matériau qui reçoit du métal liquide et produit un objet refroidi ayant la forme de cette cavité. Les moules peuvent être simples. Les formes utilisées pour créer des lingots de métal ressemblent à des moules à pain, le métal étant simplement versé à l'intérieur et laissé refroidir. La plupart des moules sont destinés à des formes plus complexes et sont basés sur un motif. Le motif imprimé dans un moule fendu. La moitié du motif est imprimée d'un côté du moule et l'autre moitié de l'autre, puis les moitiés sont serrées ensemble avant que le moule ne soit rempli. En réalisant le moule en deux parties, le patron peut être retiré avant le remplissage. Ces moules peuvent être réalisés avec une fente horizontale
Faire face et glisser
Dans le moulage horizontal, la moitié supérieure du moule s'appelle le chape , et la moitié inférieure s'appelle le glisser .
Balançoire et bélier
Dans le moulage vertical, la moitié avant du moule s'appelle le swing , et la moitié arrière s'appelle le bélier .
Noyaux de moulage
Si un moule est censé avoir des espaces internes ou des trous, un noyau est souvent faite. Ces noyaux ont la forme de l'espace interne. Les noyaux sont généralement maintenus en place en s'étendant au-delà du moulage et en étant maintenus en place grâce à des empreintes de noyau , qui suspend le noyau comme un pont entre deux rives. Les espaces vides autour du noyau se rempliront de métal et le noyau sera retiré de la coulée finale, laissant un trou là où il se trouvait autrefois. Si le noyau est très long, il peut être soutenu par des chapeaux pour le soutenir. Ceux-ci sont généralement faits du même métal que le moulage final car ils se trouvent dans l'espace qui sera inondé de matériau et fera partie du moulage final.
Tolérance dimensionnelle
L'un des facteurs importants dans le choix d'une méthode de moulage est la tolérance dimensionnelle . La tolérance dimensionnelle est la variation acceptable dans la taille du produit final. Le métal rétrécit lors du refroidissement et le type de coulée influence dans quelle mesure. Si un produit doit être précis, un client peut vouloir une méthode de moulage qui produit un moulage proche du filet . Cela signifie que le produit est très proche de la bonne taille lorsqu'il est secoué hors du moule.
Finition de surface
Une autre considération est la finition de surface . À quel point la surface du moulage peut-elle être granuleuse, bosselée ou rugueuse ? Ce qui est acceptable pour une poêle en fonte ne l'est pas pour une alliance. Les surfaces métalliques très lisses sont généralement créées par usinage, ce qui représente un coût supplémentaire :si le résultat souhaité est brillant et lisse, le choix d'une méthode de coulée avec une finition plus fine peut réduire les coûts d'usinage.

Méthodes de coulée de métal
La coulée de métal se divise en deux catégories principales :les processus avec des moules réutilisables et les processus avec des moules non réutilisables.
- Moules réutilisables :
- Moules permanents
- Moules semi-permanents
- Moulage en neige fondante
- Coule centrifuge
- Moulage sous pression
- Coupe sous pression
- Moules consommables :
- Moulage au sable
- Moulure coque
- Moulage de précision (cire perdue)
- Moule complet ou mousse
Les moules réutilisables ou permanents créent de nombreux articles, tandis que les moules consommables sont détruits par le processus de moulage. Bien qu'il puisse sembler, du point de vue d'un profane, que les moules réutilisables doivent être plus rentables pour une grande série de production, ce n'est pas toujours le cas. La plupart des objets en fer et en acier sont fabriqués à l'aide de procédés de coulée consommables.
Les matières de moulage à basse température (résines, chocolat, cire, etc.) utilisent presque toujours des moules réutilisables. Ce qui rend la métallurgie différente, ce sont les températures élevées impliquées. Ceux-ci mettent beaucoup de pression sur le moule. Il n'est donc pas surprenant que les alliages à point de fusion inférieur comme le zinc, l'aluminium, le magnésium, l'étain ou le cuivre soient plus souvent ceux qui réussissent dans les procédés de moulage réutilisables.
Cependant, dans certaines circonstances, même les métaux ferreux sont coulés dans des moules réutilisables. La complexité de la conception, le choix du métal et les exigences en matière de tolérance dimensionnelle et de finition de surface déterminent tous si les moules réutilisables sont appropriés.
Moules réutilisables
Moules permanents
Les moules permanents sont généralement en métal, un métal dont le point de fusion est supérieur à celui du métal avec lequel ils sont remplis. Le métal fluide est coulé sans aucun type de pression externe. Les noyaux permanents doivent être simples afin qu'ils puissent être retirés pour être réutilisés du moulage fini.
Ces moules sont parfois utilisés dans la coulée de fonte, ainsi qu'avec des alliages à basse température. Les platines, plutôt que les chaînes de montage, sont le flux de travail industriel le plus courant. Les opérations individuelles, telles que le revêtement du moule, la mise en place des noyaux, la fermeture du moule, le coulage, l'ouverture du moule et l'éjection de la pièce coulée, sont effectuées au fur et à mesure que chaque moule passe par les stations suivantes.
Les moules sont préchauffés avant la coulée de la première coulée afin qu'elle ne se fissure pas à cause de la différence de température.
Les pièces moulées issues de cette méthode ne peuvent pas avoir de parois aussi fines que celles d'autres méthodes réutilisables, telles que le moulage sous pression. Cependant, les pièces moulées sont produites avec une "tolérance étroite", ce qui signifie que la taille de la pièce moulée finale peut être prédite avec plus de précision. Les moulages réalisés de cette manière sont denses et à grain fin. Ils ont une finition de surface plus lisse et évitent plusieurs types de défauts.
Cette forme de moulage est suffisamment durable pour être utilisée avec du fer, mais ce n'est pas un style préféré pour les laitons jaunes. Les laitons jaunes sont riches en zinc et encrassent le moule ou la matrice.
Moules semi-permanents
Le seul changement dans la coulée en moule semi-permanent est que les noyaux utilisés dans le processus de coulée peuvent être des noyaux de sable consommables. Des formes de noyaux plus complexes sont possibles avec des noyaux de sable, car ils n'ont pas besoin d'être extraits intacts de la coulée finale. Si une ouverture dans la coulée est laissée pour retirer les noyaux, ils peuvent être "secoués" sur une table vibrante, pour s'écouler comme du sable à travers un sablier. Les avantages de tolérance, de densité et d'apparence du moulage en moule permanent n'existent que dans la section coulée contre le moule métallique.
Moulage de neige fondante
Ce style de moulage au nom coloré crée des moulages creux sans avoir besoin de noyaux en enduisant simplement l'intérieur du moule avec une petite quantité de métal, créant une «peau» métallique. Il existe différentes façons d'aborder la coulée de neige fondue en fonction de la rapidité avec laquelle le métal ou un autre matériau durcit. Dans une méthode, le fondeur peut verser de petites quantités de liquide dans un moule et faire tourner pour recouvrir l'intérieur avec le métal. Dans un autre cas, le fondeur peut remplir complètement le moule, puis vider le matériau en excès après un temps de refroidissement spécifié. Le zinc, l'aluminium et l'étain sont des métaux généralement coulés en neige fondante.
Coule centrifuge
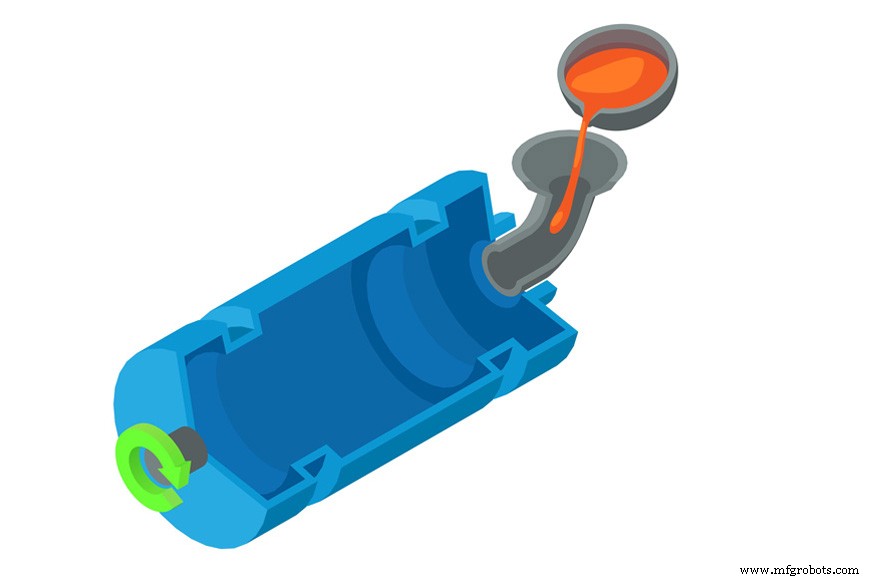
Dans la véritable coulée centrifuge, un moule refroidi à l'eau tourne autour de son axe central à grande vitesse pendant que le métal liquide est introduit. La force centrifuge tire le métal liquide le long de la surface du moule en une couche uniforme. Pour que cette méthode fonctionne, la coulée finale doit avoir des géométries régulières autour de l'axe de rotation. Cette forme de coulée convient donc mieux aux moules à peu près cylindriques ou circulaires, comme les tubes ou les anneaux.
Les objets moulés dans cette méthode ont généralement un taux de défaut très faible. Les impuretés se retrouvent près de l'alésage ou de la surface intérieure de la pièce moulée et peuvent être éliminées par usinage. La plupart des tuyaux ou raccords qui seront utilisés sous pression sont coulés par centrifugation, en raison de la résistance de leur structure sans soudure.
Certaines petites pièces moulées en métal, comme les bijoux, sont fabriquées à l'aide d'une centrifugeuse qui fait pivoter un moule entier autour d'un point central, tirant le métal d'un creuset pendant qu'il tourbillonne. Ces moulages ne sont pas de véritables moulages centrifuges, mais une forme de moulage sous pression.
Moulage sous pression
Les méthodes de coulée sous pression utilisent des forces autres que la gravité pour contrôler le flux de métal dans un moule permanent. L'air ou le gaz, le vide, les forces mécaniques ou centrifuges sont tous utilisés dans la coulée sous pression. Ces méthodes permettent aux fonderies de contrôler avec précision la vitesse à laquelle un moule se remplit :la gravité agit toujours avec la même force, mais les forces créées par l'homme peuvent varier.
La coulée sous vide tire le métal dans un moule lorsque le moule est dépressurisé, et le vide créé tire le métal liquide d'un réservoir en dessous. Le vide doit rester allumé pendant que le métal refroidit, et cette méthode est donc principalement utilisée pour les pièces moulées à paroi mince. Il offre un excellent état de surface. Les moulages à basse pression inversent ce processus en pressurisant le four où se trouve le métal liquide, plutôt que de créer un vide dans le moule. Le métal est poussé à travers les contremarches dans la cavité du moule.
Toutes les machines de moulage sous pression (ci-dessous) utilisent également une forme de pression pour aider à créer des moulages.
Moulage sous pression
Les machines de coulée sous pression se composent d'un bassin contenant le métal en fusion, d'un moule ou matrice métallique sur deux plaques et d'un système d'injection qui aspire la matière et la force sous pression dans la matrice.
Le processus de moulage sous pression commence par un moule ouvert. Les buses pulvérisent le moule avec un lubrifiant pour aider à empêcher la pièce de coller. Les deux moitiés du moule sont ensuite fermées et le moule fermé est injecté à l'aide d'une buse de pression. Le nouveau moulage a un moment pour refroidir avant que la matrice ne s'ouvre. Les éjecteurs poussent le nouveau moulage hors de la matrice, puis le processus recommence.
Il existe deux formes d'injection de métal dans le moulage sous pression. Le moulage sous pression en chambre froide fonctionne comme une seringue :avant que chaque matrice ne soit coulée, une chambre d'injection doit être remplie de métal en fusion, puis un piston pousse le contenu de l'injecteur dans la matrice. Le moulage sous pression à chambre chaude ou à col de cygne fonctionne en immergeant la chambre du système d'injection dans le métal en fusion, où la forme du système signifie que l'injecteur se remplit lui-même. Le moulage sous pression à chambre chaude pousse ce matériau dans le moule soit avec un piston, soit avec de l'air comprimé.
Les systèmes à col de cygne sont plus sujets à la corrosion car ils reposent dans un bain de métal fondu. Pour cette raison, ils sont généralement utilisés avec des alliages d'aluminium ou d'aluminium-zinc qui ont un point de fusion plus bas. La coulée sous pression à piston ou à chambre froide peut être utilisée pour les températures plus élevées nécessaires à la fusion du laiton et du bronze, car l'injecteur n'est pas continuellement exposé à la chaleur.
Coulée continue
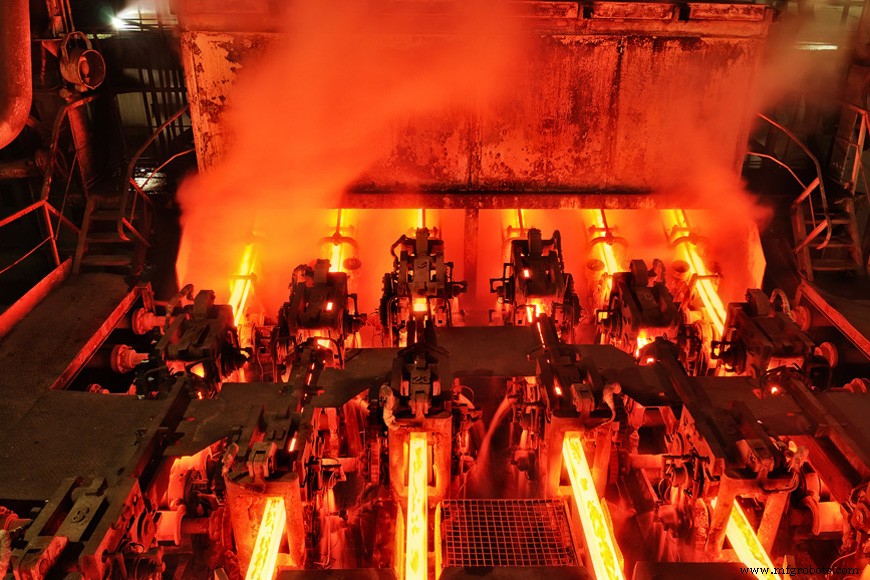
Même les pièces métalliques que nous considérons comme entièrement usinées, laminées ou travaillées d'une autre manière ont souvent vu le jour sur le sol de la fonderie. La coulée continue crée des blooms, des billettes et des dalles, qui sont de différentes tailles de formes métalliques simples, en les extrudant à travers une forme permanente. Ce processus de moulage crée la matière première de l'acier travaillé.
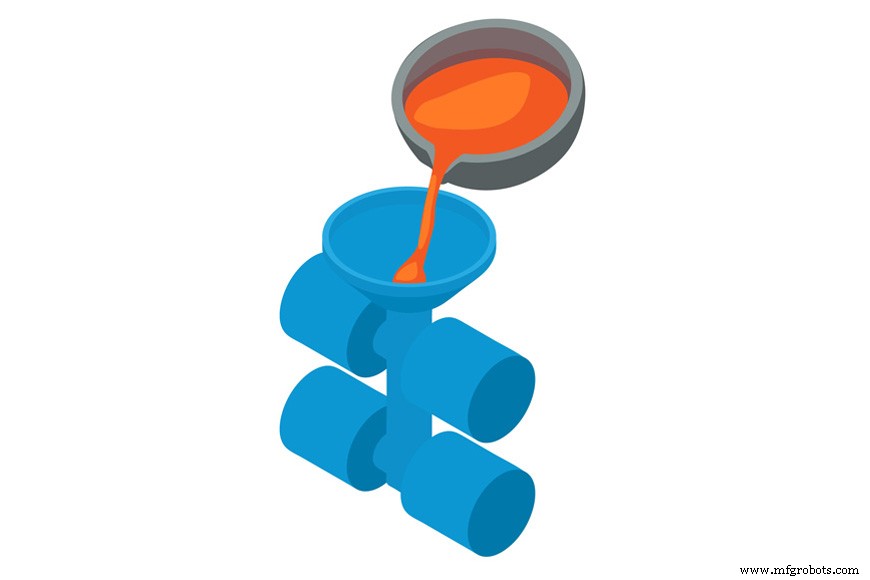
Le processus de coulée continue commence bien au-dessus du sol de l'usine. Le métal en fusion est introduit dans un entonnoir qui contrôle la vitesse de coulée. L'entonnoir remplit un moule en dessous, qui est une forme simple, généralement de 20 à 80 pouces de long, et en forme sur sa largeur comme un carré, un cercle ou un rectangle. Les parois du moule sont refroidies de sorte que l'extérieur de la pièce moulée gèle lors de son passage. Au fur et à mesure que le métal quitte la forme, il se solidifie, mais reste flexible. Cela permet à la machine de coulée continue de le plier de manière à ce que le produit fini sorte horizontalement. Une série de roues guide la dalle vers un tapis roulant tandis que des sprays de refroidissement solidifient la surface. Des jets de gaz sur la surface horizontale coupent la pièce métallique continue en longueurs gérables, afin qu'elles puissent être soulevées et empilées.
Moules consommables
Les méthodes de moulage consommables sont clairement les gagnantes lorsqu'il s'agit de couler des métaux ferreux. Ils sont rentables car ils n'ont pas besoin d'être robustes pour les températures élevées impliquées.
Moulage au sable
Le moulage au sable est la méthode la plus couramment utilisée pour le moulage des métaux. C'est un processus de fabrication vieux d'au moins trois mille ans :la première preuve de coulée d'argile sort de Chine, sous la dynastie Shang (vers 1600 à 1046 avant JC).
Il n'est pas étonnant que ce processus soit toujours aussi populaire :le sable est bon marché, abondant, souple et capable de supporter la chaleur.
Les noyaux créés à partir de sable sont faciles à enlever :ils peuvent être secoués avec une table vibrante. Les glissières et les portes, utilisées pour diriger le métal dans la cavité du moule, sont soit coupées à la main par un mouleur expérimenté, soit créées dans le cadre du modèle.
La finition de surface des articles moulés au sable est souvent rugueuse et la tolérance dimensionnelle n'est pas précise. Le moulage au sable est donc idéal pour produire de grandes pièces robustes, des clôtures décoratives aux casseroles en fonte en passant par les pièces de moteur de voiture.
En savoir plus sur le moulage au sable dans notre article précédent de cette série.
Moulage coque
Le moulage en coquille est une forme de moulage au sable qui offre des tolérances dimensionnelles plus étroites. C'est très similaire au moulage au sable, seul le sable est mélangé à une résine. Un mélange de sable et de résine est versé sur chaque moitié du modèle de moulage en métal chaud. Ce mélange fond et refroidit dans une coquille. Les « coquilles » du moule sont réunies, et généralement soutenues par un ballon rempli de sable. La résine apportant un soutien supplémentaire aux surfaces intérieures, ces coques forment un moule très précis.
Souvent, le moulage en coquille est utilisé pour produire des noyaux pour le moulage au sable traditionnel. La résine donne aux noyaux de sable la force de garder leur forme, même lorsqu'ils sont positionnés sur le vide qui deviendra un moulage. Ces noyaux de coque peuvent être creux, créés dans un moule en métal chaud dans un processus comme la coulée en neige fondante. Les deux moitiés du moule à noyau sont serrées et chauffées, puis remplies de sable recouvert de résine. Le moule cuit jusqu'à ce que la paroi de la coque soit suffisamment épaisse pour supporter la taille du noyau, puis l'excès de sable résineux non durci est déversé. Lorsque les deux moitiés du moule sont fendues, elles révèlent le noyau robuste, maintenant prêt à être placé dans le moule de moulage au sable, créant de l'espace dans le moulage.
-
Moulage de précision (moulage à la cire perdue)
Le moulage au sable est de loin la forme de moulage de métal la plus utilisée, et pourtant il y a un aspect du moulage au sable qui le rend inapproprié pour certains projets. Les modèles de moulage au sable doivent être retirés du moule qu'ils créent, ce qui peut signifier une construction de modèle complexe. Les exigences de brouillon, les emplacements des lignes de séparation, les portes, les contremarches et les noyaux exigent qu'un modéliste examine attentivement les besoins du modèle à chaque étape du processus de coulée.
Le processus de moulage à la cire perdue, d'investissement ou de précision est une alternative au moulage au sable qui peut fonctionner avec la plupart des nuances de métal, même les alliages ferreux à point de fusion élevé, tout en évitant certains de ces défis de la fabrication de modèles dans le moulage au sable.
Un concepteur d'un moulage de précision fabrique une matrice métallique précise dans laquelle les modèles en cire ou en plastique sont coulés. Ces motifs sont assemblés sur une carotte également constituée de ce matériau :l'ouvrier fondeur utilise un chalumeau pour faire fondre suffisamment la carotte pour y fixer chaque motif.
Cet assemblage est ensuite utilisé pour créer une coque qui servira de moule. Il est pulvérisé, brossé ou trempé dans une suspension d'un agrégat à grain fin hautement réfractaire et d'un agent de liaison exclusif composé principalement de silicate d'éthyle. Ce mélange est ensuite laissé prendre. Le modèle est enduit à plusieurs reprises avec des boues plus grossières jusqu'à ce qu'une coque de l'agrégat soit produite autour du modèle. Les moules restent jusqu'à ce que le revêtement ait pris, après quoi ils sont chauffés dans un four en position inversée afin que la cire s'épuise et soit collectée pour être réutilisée. Une fois la cire retirée, les moules sont cuits dans un four préchauffé. Les moules peuvent ensuite être soutenus avec du sable meuble et coulés de n'importe quelle manière conventionnelle.
Une fois les pièces moulées refroidies, la coque autour de la pièce moulée de précision est brisée et secouée à l'aide d'une table vibrante.
Le moulage à modèle perdu offre une finition de surface supérieure et une grande précision dimensionnelle. Il n'y a pas de lignes de séparation comme il y en a dans le moulage au sable.
Procédé de coulée en moule complet ou en mousse
Le processus de moulage complet en moule ou en mousse est une combinaison de processus de moulage au sable et à la cire perdue. Un motif en polystyrène expansé est utilisé. En effet, le modèle en mousse peut être complété par un système de porte et de glissière, et il peut incorporer l'élimination de la tolérance de tirage. Parfois, le motif est retiré avant le remplissage, mais avec certaines mousses, le motif peut être laissé en place dans le moule pour se vaporiser instantanément lorsque le métal chaud est versé.
Ce processus est idéal pour couler des séries d'une ou de quelques pièces, mais parfois les fonderies produisent en masse des modèles de mousse pour créer des quantités de production. Il y a des dépenses supplémentaires pour l'équipement nécessaire à la fabrication des modèles de mousse destructibles, mais souvent l'économie du processus de moulage total peut être favorable si le modèle est très complexe.
Comparer les processus de moulage
La consultation des fabricants est utile pour trouver le moyen le plus rentable de lancer un projet. En général, les métaux ferreux seront coulés à l'aide de moules consommables, tandis que les métaux non ferreux ont un plus large éventail de possibilités, mais il existe même des exceptions à cette règle simple.
Entrer dans le processus avec une compréhension claire des besoins du projet aidera à choisir le meilleur processus de casting. Le design doit-il être d'une taille précise ? Quelle doit être l'épaisseur des murs ? Quelle sera la taille et le poids du casting au final ? Qu'en est-il de la finition de surface ? Connaître à l'avance les réponses à toutes ces questions aidera un concepteur avisé à comprendre et à guider son produit tout au long du processus de moulage, en trouvant le processus le meilleur et le moins coûteux pour faire son travail.
Previous Post:PrototypingMetal Casting ProcessNext Post:Sand Casting
Métal
- 8 métaux couramment utilisés dans le moulage
- Qu'est-ce que le casting ? - Définition | Types de coulée
- Qu'est-ce que la galvanisation ? - Définition, méthodes, processus
- Qu'est-ce que le traitement thermique ? - Processus et méthodes
- Qu'est-ce que la coulée de métal ? - Définition, types et processus
- Définition, types et procédés de coulée de métal
- Coule rapide des métaux :avantages et applications
- Différentes méthodes de finition des surfaces métalliques
- Ce que vous devez savoir sur le moulage de métal