


Comment améliorer les cycles pré-programmés de perçage par perçage
La plupart des centres d'usinage CNC proposent deux types de cycles prédéfinis de perçage par débourrage :G73 effectue le brise-copeaux pour les matériaux malléables et G83 effectue le dégagement des copeaux pour les trous profonds. Le G73 est utilisé pour casser les copeaux au fur et à mesure que les trous sont percés, en rétractant légèrement le foret à intervalles réguliers (tous les 0,1 pouce ou 2,5 mm, par exemple). G83 est utilisé pour éliminer les copeaux des goujures du foret au fur et à mesure que les trous sont percés, rétractant complètement le foret hors du trou toutes les trois à cinq fois le diamètre du foret.
Et si vous deviez usiner des trous profonds dans des matériaux malléables ? Cela nécessite une combinaison des deux cycles fixes, et la plupart des CNC n'ont pas de cycle fixe pour cela. Avec FANUC Custom Macro, cependant, vous pouvez créer votre propre cycle pré-programmé de perçage par perçage et le faire se comporter comme vous le souhaitez. Vous pouvez même créer une commande d'appel modale et la faire exécuter avec un code G de votre choix, en annulant avec G80.
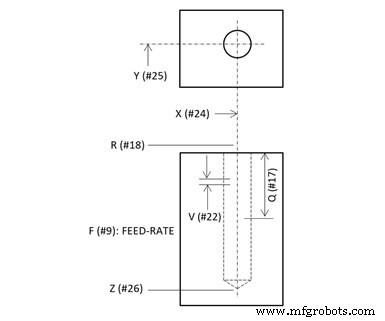
Idéalement, votre macro personnalisée de cycle fixe créée par l'utilisateur utilisera les mêmes mots CNC et sera appelée de la même manière que G73 et G83. Cela garantira la cohérence, minimisera la confusion et empêchera les programmeurs d'apporter des modifications importantes aux programmes actuels utilisant G73 ou G83. Cette illustration montre les mots apparentés pour notre exemple.
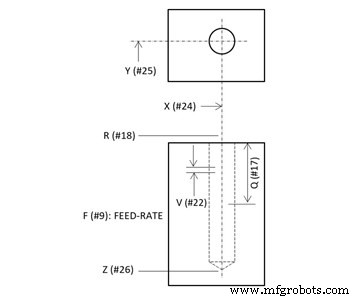
Notez que les arguments d'adresse de lettre choisis correspondent à ceux utilisés avec G83, avec l'ajout de l'adresse de lettre V pour spécifier la profondeur du pic de bris de copeaux. Voici un exemple d'appel de programme qui usinera six trous. Remarquez à quel point il est similaire à un programme qui utilise G83.
%
O0001
(N005 T01 M06
N010 G54 G90 S600 M03
N015 G00 X0 Y0
N020 G43 H01 Z0.1
N025 G66.1 P9010 X1.0 Y1.0 Z-3.25 R0.1 Q1.0 V0.1 F5.0
N030 X2.0
N035 X3.0
N040 Y2.0
N045 X2.0
N050 X1.0
N055 G67
N060 G91 G28 Z0 M19
N065 M30
%
G66.1 spécifie une commande d'appel de macro personnalisée modale. G67 l'annule. Si vous souhaitez utiliser un code G spécial pour appeler la macro personnalisée modale, par exemple G89, placez une valeur de -89 dans le paramètre de code G créé par l'utilisateur lié au programme O9010. Pour les CNC FANUC actuels, il s'agit du paramètre 6050. La valeur 89 est le numéro de code G. Le rendre négatif indique à la CNC que vous voulez qu'elle provoque un appel modal à la macro personnalisée. Vous devez également confirmer que le bit 3 du paramètre 6007 est réglé sur zéro pour vous assurer que la méthode G66.1 d'appel modal de macro personnalisée est utilisée (et non G66).
Pour annuler avec G80 au lieu de G67, créez un autre code G créé par l'utilisateur. Placer une valeur de 80 dans le paramètre 6051. À partir de ce point, la CNC exécutera le programme O9011 chaque fois que G80 sera lu :
%
O9011
G80 (Fonction normale de G80, annulation du cycle fixe)
G67 (Annuler l'appel de macro personnalisée modale)
M99
%
Voici la macro personnalisée de perçage :
%
O9010
(CONSERVER LES ARGUMENTS MODAUX)
SI[#24EQ#0] ALORS #101=#5001
SI[#24NE#0] ALORS #101=#24
SI[#25EQ#0] ALORS #102=#5002
SI[#25NE#0] ALORS #102=#25
SI[#26NE#0] ALORS #103=#26
SI[#18NE#0] ALORS #104=#18
SI[#17NE#0] ALORS #105=#17
SI[#22NE#0] ALORS #106=#22
SI[#9NE#0] ALORS #107=#9
#24=#101
#25=#102
#26=#103
#18=#104
#17=#105
#22=#106
#9=#107
(CONSTANTES)
#33=0.05 (APPROCHE DANS LE TROU)
#4=0.005 (CHIP BREAK RETRACT QUANTITÉ)
(INITIALISER POUR LA BOUCLE D'ÉLIMINATION DE LA PUCE)
#28=ROND[[ABS[#26-#18]]/#17] (NOMBRE DE PICS D'ÉLIMINATION DES COPEAUX)
#17=[ABS[#26-#18]]/#28 (PROFONDEUR DE DÉGAGEMENT RECALCULÉE DE LA PUCE)
# 29 =# 18 (POSE D'APPROCHE DE DÉGAGEMENT DE PUCE ACTUELLE)
(INITIALISER POUR LA BOUCLE DE BRISAGE DE PUCE)
#31=ROND[#17/#22] (NOMBRE DE BRISES DE COPEAUX)
#22=#17/#31 (PROFONDEUR DE PERCAGE DE RUPTURE DE COPEAUX RECALCULEE)
# 32 =# 18- # 22 (POSITION INFÉRIEURE DE CASSAGE DE PUCE ACTUELLE)
(MOUVEMENTS DE POSITIONNEMENT INITIAUX)
G00 X#24 Y#25
Z#18
(BOUCLE DE PERÇAGE PIQUET D'ÉLIMINATION DES COPEAUX)
#27=1 (COMPTEUR POUR COUPS DE NETTOYAGE DES COPEAUX)
TANTQUE[#27 LE #28] FAIRE 1
G00 Z#29 (PASSER À LA POS ACTUELLE D'APPROCHE Z)
(BOUCLE DE FORAGE PAR PERCAGE CHIP BREAK)
#30=1 (COMPTEUR POUR BRISER LES COPEAUX)
TANTQUE[#30 LE #31] FAIRE 2
G01 Z#32 F#9 (FAIRE PIQUER)
G00 Z[#32+#4] (BREAK PUCE)
(VALEURS DE LA BOUCLE DE FORAGE DU PERCAGE DE RUPTURE ETAPE CHIPB)
#30=#30+1 (COMPTEUR DE PAS)
#32=#32-#22 (ÉTAPE BAS DU BRIS DE PUCE DU COURANT)
FIN 2
G00 Z#18 (RETIRER DU TROU)
#27=#27+1 (COMPTEUR DE PAS)
#29=#32+#22+#33
FIN 1
M99
%
Équipement industriel
- Comment utiliser les drones pour améliorer la sécurité au travail
- Comment calculer et améliorer la disponibilité des machines
- Comment les amortisseurs améliorent la sécurité et la durabilité
- Comment les pinces hydrauliques peuvent améliorer l'efficacité de la production
- Comment améliorer la mise en œuvre de la maintenance préventive ?
- Comment améliorer la formation des travailleurs ?
- Comment améliorer les performances des travailleurs ?
- Comment améliorer la précision de la machine
- Comment une machine à coiffer les poutres peut améliorer la productivité