


Brochage rotatif :le moyen rapide et facile de percer un trou carré

Avez-vous déjà entendu la question séculaire de savoir s'il est possible de percer un trou carré ? Tout le monde ricane et rigole, et dit "bien sûr, vous ne pouvez pas percer un trou carré!". Eh bien, il s'avère que la bonne réponse est "oui", vous POUVEZ très certainement percer un trou carré... et un trou rectangulaire, et un trou en forme d'hexagone, un trou avec des cannelures, des doubles rainures de clavette... et la liste s'allonge encore et encore !

QU'EST-CE QUE LE BROCHAGE ROTATIF ?
Le brochage rotatif est une méthode de fabrication qui nous permet de créer très rapidement des formes internes et externes à l'extrémité d'une pièce ronde, avec un outillage simple et dans la même configuration de machine que nos autres opérations d'usinage... éliminant ainsi le besoin de configurations supplémentaires et machines de brochage dédiées coûteuses. Cela le rend non seulement rapide et efficace, mais rend également le processus plus précis et contrôlable que l'ancienne technologie.

Bien que le brochage rotatif existe depuis des décennies, très peu de gens en savent beaucoup sur cette pratique d'usinage mystique ; et, parce que la prémisse entière de percer un trou carré est si étrangère à beaucoup d'entre nous, même après l'avoir vu de vos propres yeux, vous ne le croirez peut-être toujours pas. Cependant, une fois que vous avez compris la science simple de tout cela, vous pouvez voir que ce n'est vraiment pas de la magie et que c'est l'une de ces merveilles de fabrication qui peut vraiment faire la différence. … mais chaque fois que je vois quelque chose comme ça, je dois me demander :"qui diable a pensé à ça ?!? !".
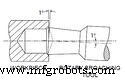

Comme je l'ai dit, la science est assez simple. Le secret réside dans l'angle d'inclinaison de 1° intégré au support. La fraise est montée dans un corps d'outil qui a été équipé d'un roulement, permettant à l'outil de tourner librement. La rotation de l'outil est entraînée soit par la pièce en rotation, soit par la broche de la machine, selon l'opération. Dans le cas d'une opération de brochage au tour, l'outil est entraîné par la pièce dès son contact avec la pièce en rotation. Cependant, lors de l'opération de fraisage, l'outil s'arrête de tourner lorsqu'il entre en contact avec la pièce fixe, et la rotation n'est présente que dans le corps de l'outil en rotation, qui est entraîné par la broche de la machine. Dans les deux cas, la rotation provoque un effet d'"oscillation" à la pointe de l'outil - en raison de l'angle d'inclinaison de 1° de la fraise (image faisant tourner un foret tordu) - ce qui provoque le transfert de la pression d'un coin de l'outil. couteau à l'autre au fur et à mesure que la rotation se poursuit. De plus, les côtés et l'extrémité de l'outil de brochage ont été revus avec des angles esquissés pour permettre le dégagement et pour s'assurer que seul le tranchant tranchant de l'outil est en contact avec la pièce. Au fur et à mesure que les forces linéaires du mouvement de l'axe Z sont appliquées, le processus de coupe ressemble plus à un processus de rasage qu'à un processus de coupe... un peu comme un ciseau à bois rase du bois.
Le brochage rotatif peut être un véritable gain de temps et offrira aux ateliers un moyen rentable de former rapidement et facilement les caractéristiques fréquentes appelées sur de nombreux plans - cannelures internes ou externes, hexagones et plats de clé - sans avoir besoin du coût supplémentaire de tours d'outillage en direct, ou processus et configurations d'usinage secondaires supplémentaires.

commande numérique par ordinateur
- ips pour inspecter correctement les outils CNC
- Les clés de la synergie de la chaîne d'approvisionnement et les obstacles
- Comment aborder le fraisage en cavité profonde de la bonne manière
- Brochage rotatif :le moyen rapide et facile de percer un trou carré
- L'histoire et l'avenir de l'extrusion d'aluminium
- Les avantages et les inconvénients de la technologie dans la fabrication
- Les différences entre le code G et le code M
- Attributs communs des aciers à outils et l'essence de leur usinage
- L'importance des aciers à outils et leur fabrication