


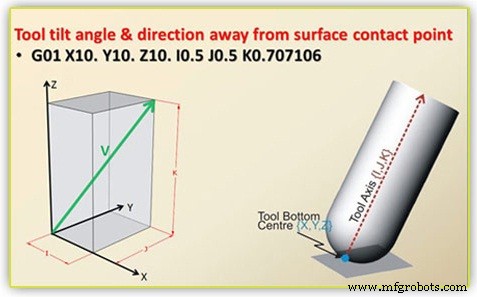
Programmation 5 axes :comprendre les commandes d'axe et de collision de l'outil
 Si vous demandez à dix programmeurs 5 axes différents de programmer la même pièce, vous obtiendrez probablement dix différents stratégies d'usinage. En fonction de l'expérience, de la configuration de la machine, du logiciel de FAO, de l'outillage, du serrage et d'une myriade d'autres critères, chacun voit le chemin qu'il doit parcourir un peu différemment. Mais ils mènent tous au même endroit… une partie réussie. Cet article sera la première partie d'une série en plusieurs parties sur la programmation 5 axes.
Si vous demandez à dix programmeurs 5 axes différents de programmer la même pièce, vous obtiendrez probablement dix différents stratégies d'usinage. En fonction de l'expérience, de la configuration de la machine, du logiciel de FAO, de l'outillage, du serrage et d'une myriade d'autres critères, chacun voit le chemin qu'il doit parcourir un peu différemment. Mais ils mènent tous au même endroit… une partie réussie. Cet article sera la première partie d'une série en plusieurs parties sur la programmation 5 axes.
Lorsque vous commencerez à programmer en CN 5 axes, vous vous rendrez vite compte que l'un de vos premiers obstacles sera de comprendre l'impact de la quantité épuisante de réglages des paramètres de contrôle. La définition incorrecte de l'un de ces paramètres peut certainement faire la différence entre le succès et l'échec lors de la génération de la trajectoire d'outil souhaitée, car chacun de ces paramètres a un travail important à effectuer pour l'axe de l'outil et le contrôle des collisions.
Les paramètres de contrôle de l'axe de l'outil dictent de combien et dans quelle direction l'outil s'inclinera, et comment cette inclinaison sera contrôlée et pilotée tout au long du processus d'usinage. Des caractéristiques communes telles que des lignes, des surfaces, des plans, des points et des chaînes sont utilisées pour contrôler la façon dont l'angle d'inclinaison désigné d'un outil sera maintenu. Une fois qu'un outil a été lié à l'une des caractéristiques communes mentionnées ci-dessus, l'outil conservera cette relation avec la caractéristique ; contrôlant ainsi son angle d'inclinaison… si un point ou une ligne a été désigné, par exemple, la pointe de l'outil suivra le parcours d'outil programmé, mais le bord supérieur de l'outil pointera toujours vers le point désigné, ou suivra la ligne désignée pour maintenir le quantité appropriée d'inclinaison spécifiée par le programmeur. De même, si une surface ou un plan est sélectionné, l'outil conservera en permanence l'angle d'inclinaison désigné tel qu'il se rapporte à la surface ou au plan sélectionné comme élément de contrôle.
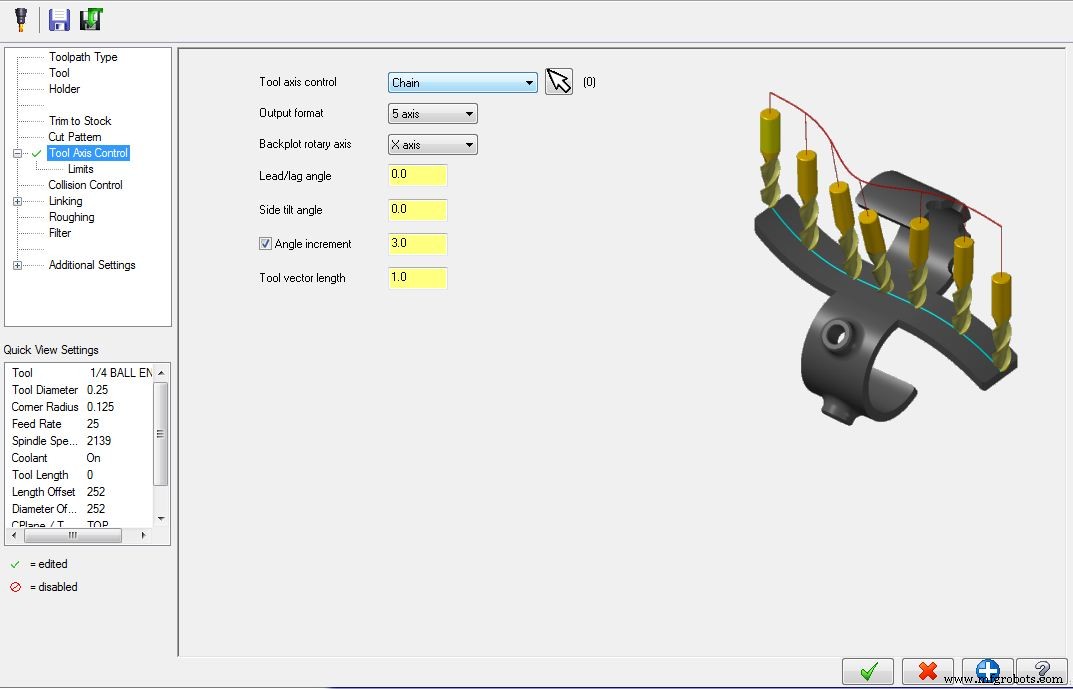
En plus - ou de concert avec - l'utilisation de caractéristiques géométriques, des angles d'avance, de décalage et d'inclinaison latérale peuvent également être désignés pour contrôler l'inclinaison de l'axe de l'outil. Dans le cas d'un angle d'avance ou de retard, l'angle d'inclinaison désigné est en relation avec le sens de déplacement… les angles d'avance s'inclinent avec le sens de déplacement, comme s'il était en avance devant l'outil ; et les angles de décalage s'éloignent de la direction de déplacement, comme si l'outil était en retard par rapport à la coupe. Les angles d'inclinaison latérale sont désignés comme des degrés positifs ou négatifs, et dirigeront l'outil pour qu'il s'incline vers la gauche ou la droite de la direction de déplacement.
Le programmeur doit également apprendre à utiliser les paramètres de contrôle de collision, qui sont des limites qui affectent l'outil et dans quelle mesure et dans quelle direction un outil est autorisé à s'incliner… quelle que soit la méthode de contrôle d'axe d'outil utilisée. Permettre à l'outil de s'incliner aveuglément, sans tenir compte des limites, peut permettre à l'outil ou au porte-outil d'entrer en contact avec la pièce ou la machine elle-même, provoquant une collision. Apprendre à utiliser efficacement les paramètres Tool Axis Control et Collision Control est l'une des choses qui peuvent différencier un bon programmeur 5 axes d'un excellent programmeur 5 axes.
Une question courante pourrait être pourquoi nous devons incliner l'outil en premier lieu. Pourquoi ne pas simplement garder l'outil à la verticale de la surface à usiner comme nous le faisons dans l'usinage 3 axes ? La réponse pour laquelle nous inclinons l'outil dans l'usinage 5 axes est que nous le pouvons ! L'inclinaison de la fraise est plus courante pour l'outillage avec un rayon d'angle, et non pour les outils à coins carrés tels que les fraises en bout plates. La possibilité d'incliner l'outil signifie que nous coupons sur le rayon et non sur le centre inférieur de la fraise - ce qui nous permettra de mieux contrôler la charge de copeaux et les vitesses d'avance, et nous fournira une finition de surface bien meilleure et plus longue. outil de la vie. Étant donné que le centre inférieur d'un outil en rotation n'a pas de vitesse effective, l'utilisation d'un outil aligné verticalement fonctionne plus comme s'il était traîné, au lieu de couper le long du parcours d'outil.

commande numérique par ordinateur
- Comprendre la fabrication assistée par ordinateur et ses avantages
- Optimisation de la précision et du positionnement des machines-outils CNC
- Comprendre les aciers à outils résistants aux chocs pour la fabrication de poinçons et de matrices
- Comprendre l'acier à outils et comment il est fabriqué
- Comprendre les différents types d'outils de poinçonnage et leurs principales utilisations
- Comprendre le processus d'usinage et la machine-outil
- Comprendre les codes G et M comme un pro [Guide complet]
- Cycles de programmation CNC ou cycles fixes CNC Avantages et inconvénients
- Préréglage d'outil CNC et mesure d'outil CNC une introduction