


Coupez l'ancien bloc :comment contrôler le chaos qu'est la "formation de copeaux"

Avec l'avènement de l'automatisation avancée des usines et de l'industrie 4.0, les systèmes de fabrication autonomes gagnent en importance. Une bonne élimination des copeaux est un facteur essentiel pour un usinage véritablement autonome. Lisez la suite pour en savoir plus sur les facteurs affectant la formation des copeaux et les techniques de contrôle.
Au cours des dernières décennies, les machines-outils n'ont cessé de s'améliorer et les systèmes d'usinage autonomes se sont imposés comme des composants irremplaçables de l'automatisation des usines. Les problèmes de processus d'usinage, tels que l'élimination des copeaux, font obstacle à des systèmes d'usinage autonomes efficaces. Par conséquent, un contrôle efficace des copeaux est une caractéristique cruciale de tous les systèmes d'usinage modernes.
Les caractéristiques des copeaux formés dépendent du type de matériau d'usinage, ductile ou cassant. D'autre part, les paramètres du processus d'usinage jouent également un rôle important dans la formation des copeaux, à savoir l'avance, l'angle de coupe, la vitesse de coupe, la profondeur de coupe et les forces de frottement (utilisation de lubrifiants et de liquides de refroidissement).
Les opérateurs de machines règlent généralement les paramètres du processus pour obtenir des pièces de haute qualité et un fonctionnement efficace de la machine, tout en s'appuyant sur les brise-copeaux pour les aider à éliminer les copeaux.
Formation de puces
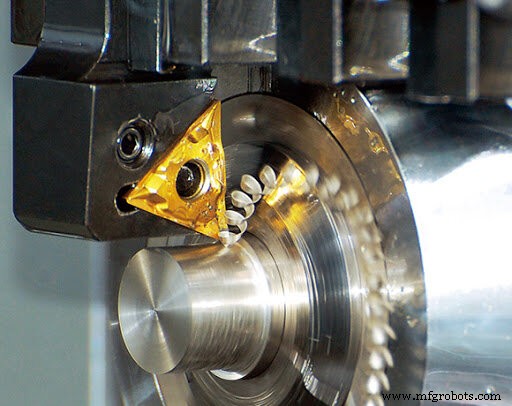
Pendant l'usinage, au fur et à mesure que l'outil avance dans la pièce, le métal devant lui se comprime. Lorsque la compression dépasse la limite de compression, le métal se sépare de la pièce et s'écoule plastiquement sous la forme d'un copeau (déformation par cisaillement).
Le flux de métal se produit au niveau du plan de cisaillement en raison du cisaillement primaire. Le plan de cisaillement s'étend à un angle vers le haut à partir de la surface non coupée devant l'outil. La valeur de l'angle de cisaillement dépend du type de matériau et des conditions de coupe (angle de l'outil, vitesse de coupe, etc.). Lorsque l'angle de cisaillement est petit, le chemin de cisaillement sera long, les copeaux seront épais et la force de coupe sera élevée, et vice versa.
Lorsque la puce glisse le long de la face de l'info-bulle, le cisaillement secondaire se produit en raison du frottement. Le frottement augmente la température du processus d'usinage, provoquant un échauffement excessif des copeaux.
Types de puces
Les types de copeaux formés lors de l'usinage des métaux sont ;
-
Puces segmentées
-
Puces continues
-
Copeaux continus avec le bord construit (BUE)
Puces segmentées (discontinues)

Les copeaux segmentés se produisent généralement lors de l'usinage de métaux fragiles tels que le laiton, le bronze ou la fonte. En général, les copeaux segmentés sont le résultat des conditions d'usinage suivantes ;
-
Faible vitesse d'alimentation ;
-
Angle de coupe faible ;
-
Vitesse de coupe élevée ;
-
Frottement élevé des copeaux ;
-
Profondeur de coupe importante.
Les copeaux segmentés offrent une finition de surface propre dans les métaux fragiles, une élimination facile des copeaux, une durée de vie plus longue et une consommation d'énergie réduite. Dans le cas des métaux ductiles, les copeaux segmentés entraînent généralement un mauvais état de surface et une durée de vie réduite.
Puces continues
Des copeaux continus se produisent généralement lors de l'usinage de métaux malléables tels que l'acier, le cuivre ou l'aluminium à des vitesses de coupe élevées. Pendant l'usinage, la température entre la pointe de l'outil et la pièce ductile devient élevée. Chaque couche de métal retiré est soudée à la couche précédente, formant un flux de copeaux long et continu. En général, les copeaux continus se produisent dans les conditions d'usinage suivantes ;
-
Petite profondeur de coupe ;
-
Grand angle de coupe ;
-
Vitesse de coupe élevée ;
-
Faible frottement outil-copeau (utilisation de lubrifiants ou de liquides de refroidissement) ;
-
Tranchant tranchant.
Les copeaux continus offrent une finition de surface propre, une durée de vie plus longue et une consommation d'énergie réduite. D'autre part, l'élimination de ce type de puces est difficile. Il est nécessaire d'utiliser des brise-copeaux pour améliorer les conditions d'élimination.
Puces continues avec le bord intégré (BUE)
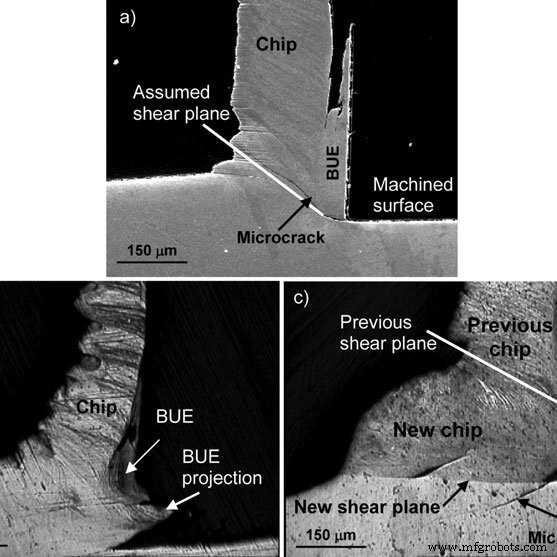
La formation de copeaux continus avec le BUE est causée par un frottement élevé entre l'outil et le copeau lors de l'usinage de métaux ductiles. Dans ces conditions, certaines particules de puce ont tendance à se lier à l'info-bulle. Au fur et à mesure que le matériau lié forme la nouvelle arête de coupe, il continue de s'accumuler jusqu'à ce qu'il se détache de l'info-bulle. Pendant la rupture, le matériau accumulé se lie à la fois au copeau et à la surface de la pièce, ce qui entraîne une mauvaise finition de surface. Un nom différent pour la formation de BUE est "soudage par copeaux". En général, les puces continues avec BUE se produisent dans les conditions suivantes :
-
Angle de coupe faible ;
-
Faible vitesse de coupe ;
-
Forces de frottement élevées ;
-
Alimentation élevée.
Étant donné que les copeaux continus avec BUE affectent mal la durée de vie de l'outil, augmentent la consommation d'énergie et provoquent une mauvaise finition de surface, leur prévention est cruciale. Des mesures telles que la réduction du frottement grâce à l'utilisation de lubrifiants, la prévention du contact métal sur métal grâce aux revêtements d'outils et la réduction de la température grâce à l'utilisation de liquides de refroidissement ont un effet positif sur la prévention du soudage par copeaux.
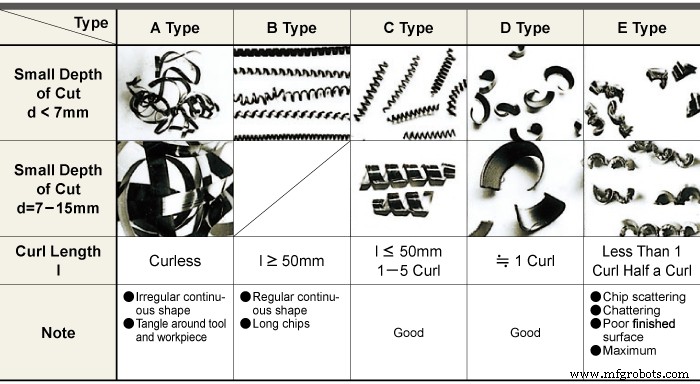
Contrôle des puces
L'usinage de métaux malléables tels que l'acier à vitesse de coupe élevée et avec de grands angles de coupe conduit à la formation de copeaux longs et filandreux. Ces copeaux tranchants, chauds et continus qui sortent à grande vitesse peuvent mettre en danger la sécurité des opérateurs de la machine, endommager le produit en s'emmêlant avec l'outil et compliquer leur élimination. Il est impératif de casser les puces dans une géométrie gérable.
Les copeaux peuvent se casser soit par auto-casse soit par cassure forcée. Lors de l'usinage de matériaux ductiles, en raison de la différence de température et de vitesse d'écoulement, les copeaux ont tendance à s'enrouler. Les copeaux recourbés peuvent s'auto-casser de trois manières différentes :
-
Par fracturation naturelle due à la déformation induite par le refroidissement ;
-
En frappant contre la pièce ;
-
En frappant contre l'outil.
La méthode la plus courante de cassage forcé est l'utilisation d'un brise-copeaux.
Brise-copeaux

La fonction la plus élémentaire des brise-copeaux est de forcer les copeaux à s'enrouler plus étroitement qu'ils ne le feraient naturellement. L'ondulation forcée provoque la rupture du copeau en frappant soit contre la pièce à usiner, soit contre l'outil. Les brise-copeaux améliorent l'efficacité de l'usinage en améliorant le contrôle des copeaux et en réduisant les efforts de coupe.
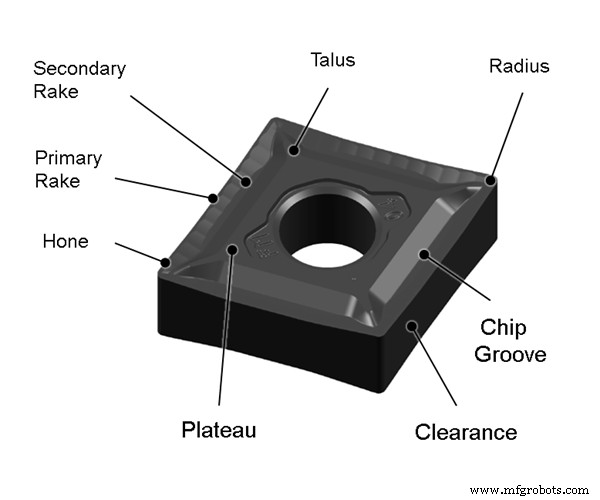
La plupart des brise-copeaux modernes se présentent sous la forme de rainures ou d'obstructions sur l'outil de coupe. La conception des brise-copeaux consiste à trouver la meilleure géométrie pour un scénario d'usinage donné, ce qui créera la contrainte dans le copeau et le fera se casser facilement.
Les brise-copeaux de type rainure intègrent une petite rainure derrière le bord de coupe d'attaque. La géométrie de la courbe détermine le rayon de courbure du copeau.
Le brise-copeaux de type obstruction présente une géométrie distinctive qui ressemble à une marche. L'obstruction peut être intégrée ou fixée à l'outil de coupe. Dans le cas du type "attaché", il est possible de les régler pour différentes conditions d'usinage.
Conclusion
Le processus d'usinage est une interaction subtile entre la physique, la science des matériaux et la mécatronique. Lors de l'usinage, l'enlèvement de matière est le résultat des forces d'interaction entre la pièce et l'outil d'usinage. La nature de ces forces d'interaction définit la couleur et la taille des puces. Les puces sont des données de recherche et de diagnostic précieuses pour les ingénieurs de coupe. Néanmoins, lorsqu'ils ne sont pas manipulés correctement, les copeaux ont tendance à diminuer la productivité des machines.

Trois types distincts de copeaux peuvent se produire lors de l'usinage, segmenté, continu et continu avec BUE. La formation de copeaux dépend de la sélection du matériau et des paramètres du processus d'usinage.
L'élimination des copeaux est un facteur essentiel à prendre en compte lors de l'amélioration de l'efficacité globale de l'usinage et de la planification du fonctionnement autonome des machines. Même si les copeaux segmentés et les copeaux continus se cassent d'eux-mêmes dans certaines conditions d'usinage, il est de règle d'utiliser des brise-copeaux dans les configurations d'usinage.
La rupture des copeaux en longueurs appropriées par un brise-copeaux empêche l'enchevêtrement des copeaux avec l'outil, diminue les vibrations et empêche l'endommagement de l'outil. Le brise-copeaux réduit également la résistance à la coupe, ce qui empêche l'écaillage et la rupture de l'arête de coupe.
Lors de l'utilisation d'un brise-copeaux, il est nécessaire de choisir le bon pour le travail. Pour les opérations de tournage telles que la finition, la finition et l'ébauche, nous devons choisir les bons brise-copeaux pour chacune. Il est essentiel d'utiliser un brise-copeaux approprié en fonction de la profondeur de coupe, de l'avance, de la vitesse de broche et de la finition de surface souhaitées.
Processus de fabrication
- Croustilles
- Comment l'évacuation des copeaux dans l'usinage équivaut à tondre la pelouse
- Gestion des puces CNC. Qu'en est-il des chips ?
- Savoir comment maximiser l'efficacité de l'usinage CNC
- Comment l'usinage CNC est-il utilisé dans l'industrie électronique
- L'histoire du centre d'usinage CNC :pourquoi et comment est-il développé ?
- Comment un distributeur automatique de chips peut-il fournir des chips chaudes et fraîches ?
- Une introduction aux convoyeurs à copeaux
- Comment contrôler la vitesse d'un moteur hydraulique ?