


Finition de surface - Rugosité de surface - Symboles, graphiques, légendes
Qu'est-ce qu'une finition de surface ?
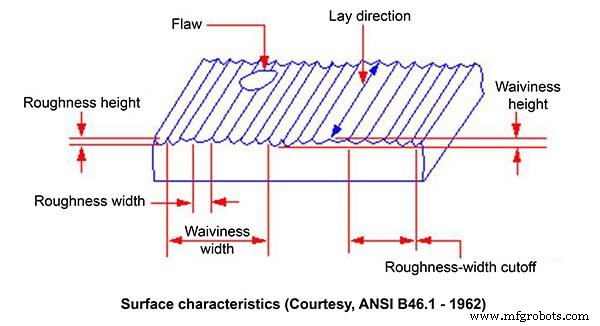
La finition de surface mesure la texture globale d'une surface, définie par la configuration, la rugosité et l'ondulation de la surface. La finition de surface est généralement appelée texture de surface lorsqu'il contient les trois caractéristiques pour éviter tout malentendu, car les machinistes se réfèrent fréquemment à la rugosité de surface en tant que finition de surface.
Ce graphique illustre comment réfléchir au lien entre l'ondulation, le lay et la rugosité :
Mesure de la rugosité de surface
Les profils R, W et P sont trois catégories principales de caractéristiques de texture de surface qui ont été normalisées conjointement avec le symbole complet. La série de profils R concerne les paramètres de rugosité. La série de profils W concerne les paramètres d'ondulation. La série de profils P concerne les paramètres structurels. La valeur Ra est la plus généralement utilisée dans le monde entier.
Rugosité de surface vs procédés de fabrication
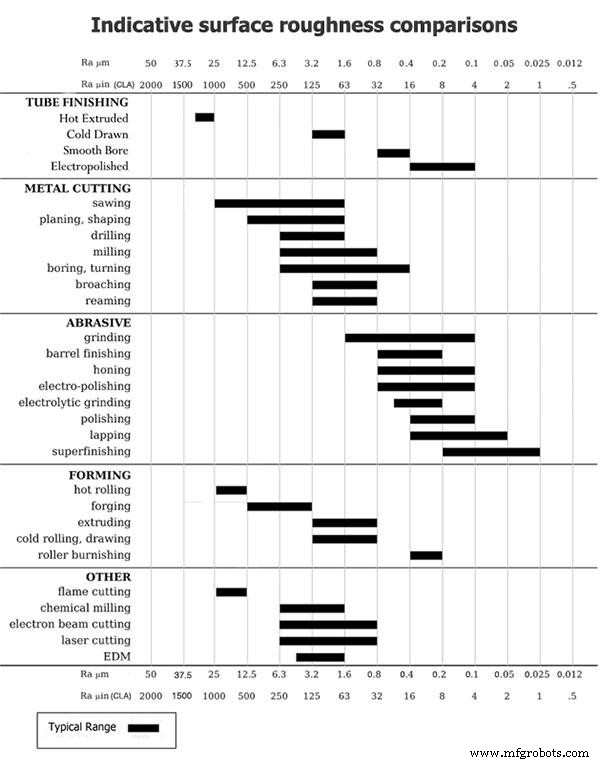
Les finitions de surface diffèrent considérablement selon le procédé de fabrication utilisé pour les produire. Un bord de plaque oxycoupée, par exemple, a une qualité de surface sensiblement différente de celle d'une surface meulée. Par conséquent, la première étape pour déterminer comment produire un produit nécessitant une finition spécifique consiste à sélectionner une méthode capable de produire la finition de surface nécessaire. Plusieurs processus peuvent devoir être superposés pour obtenir le résultat souhaité de la manière la plus rentable.
Voici un tableau avec un graphique démontrant la rugosité de surface relative de plusieurs processus de production :
Directives de finition de surface de moulage par injection
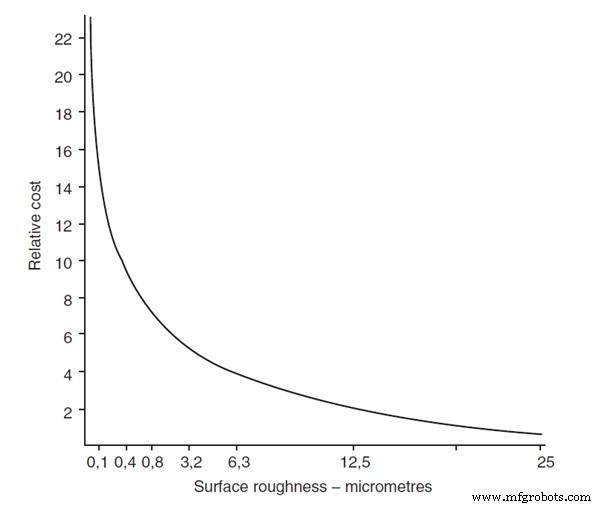
Rugosité de surface vs coût de fabrication
Le graphique suivant illustre le lien approximatif entre la rugosité de surface et le coût d'obtention d'une telle finition.
Normes de rugosité de surface et équivalents
- ANSI B46.1
- BS EN ISO 1302:2002
| R a -μm – | 0,025 | 0,05 | 0,1 | 0,2 | 0,4 | 0,8 | 1.6 | 3.2 | 6.3 | 12,5 | 25 | 50 |
| R a – μpouce | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (R y ) -μm | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | ||||
| Grade N | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
- Les numéros de grade N définis par la norme ISO 1302:1992 ne sont pas utilisés car ils sont remplacés par la norme BS EN ISO 1302:2002
Références
Simmons, C.H., Phelps, N. et Maguire, D.E. (2012). Manuel de dessin technique :spécification et documentation techniques du produit selon les normes britanniques et internationales . Burlington :Butterworth Heinemann.
Processus de fabrication
- Qu'est-ce que la rugosité de surface ? - Unité, graphique, mesure
- Qu'est-ce que la finition de surface ? - Unités, symboles et graphique
- Comment améliorer la finition de surface du moulage au sable de l'aluminium ?
- Du début à la fin :les bases de la mesure de surface
- Sélectionner la bonne rugosité de surface pour l'usinage CNC
- Finition de surface de moulage de précision
- DIN 1725-1 Nuance 3.3211 T4510
- DIN 1725-1 Nuance 3.3211 T4
- DIN 1725-1 Nuance 3.3211 T6