


Trompette
Contexte
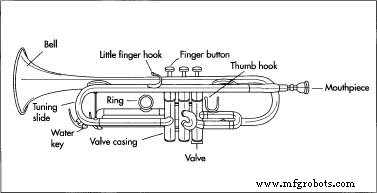
Une trompette est un instrument à vent en laiton connu pour sa sonorité puissante émise par la vibration des lèvres contre son embouchure en forme de coupe. Une trompette se compose d'un tube cylindrique, en forme de boucle oblongue primaire qui s'évase en cloche. Les trompettes modernes ont également trois valves à piston ainsi que de petits tubes secondaires qui agissent comme des coulisses d'accord pour ajuster la tonalité. Presque toutes les trompettes jouées aujourd'hui sont en si bémol. C'est le ton naturellement joué lorsque la trompette est soufflée. Ils ont une plage allant du fa dièse en dessous du do moyen à deux octaves et demie au-dessus (se terminant en si) et sont comparativement plus faciles à jouer que les autres cuivres.
Les premières trompettes étaient probablement des bâtons creusés par des insectes. De nombreuses cultures anciennes, telles que celles d'Afrique et d'Australie, ont développé des tubes creux et droits à utiliser comme mégaphones dans les rites religieux. Ces premières "trompettes" étaient fabriquées à partir de cornes ou de défenses d'animaux, ou de canne. Vers 1400
Les croisades de la fin du Moyen Âge (1095-1270 après J. fabriqués à partir de feuilles de métal martelées. Pour fabriquer le tube de la trompette, une feuille de métal était enroulée autour d'un poteau et soudée. Pour fabriquer la cloche, une pièce de métal incurvée en forme d'arc d'un disque de phonographe a été en queue d'aronde. Un côté a été coupé pour former des dents. Ces dents étaient ensuite écartées alternativement, et l'autre côté du morceau de métal était ramené et coincé entre les dents. Marteler la couture l'a lissé. Vers 1400 après J.-C., les longues trompettes droites étaient pliées, fournissant ainsi le même son dans un instrument plus petit et plus pratique. Du plomb fondu a été versé dans le tube et laissé se solidifier. Cela a ensuite été battu pour former une courbe presque parfaite. Le tube a ensuite été chauffé et le plomb a été versé. Les premières trompettes courbées étaient en forme de S, mais la forme a rapidement évolué pour devenir une boucle oblongue plus pratique.
Une variété de trompettes a été développée au cours de la seconde moitié du XVIIIe siècle, alors que les musiciens et les facteurs de trompettes cherchaient des moyens de rendre la trompette plus polyvalente. Une limitation de la trompette contemporaine était qu'elle ne pouvait pas être jouée chromatiquement; c'est-à-dire qu'il ne pouvait pas jouer la plage de demi-pas appelée gamme chromatique. En 1750, Anton Joseph Hampel de Dresde a suggéré de placer la main dans la cloche pour résoudre le problème, et Michael Woggel et Johann Andreas Stein vers 1777 ont plié la trompette pour permettre à la main du joueur d'atteindre plus facilement la cloche. Le consensus était que cela a créé 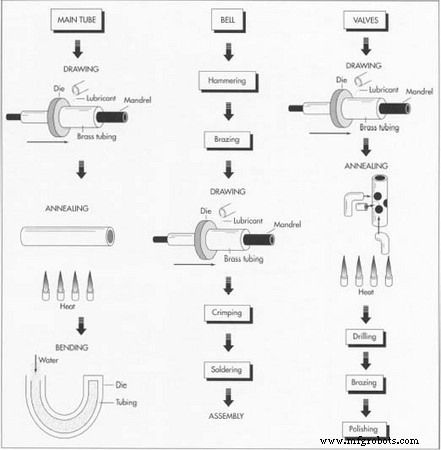 Les différentes parties d'une trompette sont fabriquées par emboutissage, martelage et pliage. Lors du dessin, un tube en laiton est placé sur une tige d'acier conique (mandrin) et une matrice est étirée sur sa longueur. À divers moments, les pièces en laiton doivent être recuites (traitées thermiquement) pour améliorer leur maniabilité. plus de problèmes qu'il n'en a résolu. La trompette à clé a suivi, mais elle n'a jamais pris et a été rapidement remplacée par des trompettes à pistons. Les Anglais ont créé une trompette à diapositives, mais beaucoup pensaient que l'effort pour contrôler la diapositive n'en valait pas la peine.
Les différentes parties d'une trompette sont fabriquées par emboutissage, martelage et pliage. Lors du dessin, un tube en laiton est placé sur une tige d'acier conique (mandrin) et une matrice est étirée sur sa longueur. À divers moments, les pièces en laiton doivent être recuites (traitées thermiquement) pour améliorer leur maniabilité. plus de problèmes qu'il n'en a résolu. La trompette à clé a suivi, mais elle n'a jamais pris et a été rapidement remplacée par des trompettes à pistons. Les Anglais ont créé une trompette à diapositives, mais beaucoup pensaient que l'effort pour contrôler la diapositive n'en valait pas la peine.
La première tentative d'invention d'un mécanisme de valve a été tentée par Charles Clagget, qui a déposé un brevet en 1788. La première tentative pratique, cependant, était la valve tubulaire à boîte inventée par Heinrich Stoelzel et Friedrich Bluhmel en 1818. Joseph Riedlin en 1832 a inventé le vanne rotative, une forme désormais populaire uniquement en Europe de l'Est. C'est François Perinet en 1839 qui a amélioré la valve tubulaire pour inventer la trompette à pistons, la trompette la plus préférée d'aujourd'hui. Les valves assuraient une trompette entièrement chromatique car elles modifiaient efficacement la longueur du tube. Une valve ouverte permet à l'air de traverser complètement le tube. Une vanne fermée détourne l'air à travers son tube secondaire court avant de le renvoyer vers le tube principal, allongeant ainsi son trajet. Une combinaison de trois pistons offre toute la variation dont une trompette chromatique a besoin.
La première fabrique de trompettes a été fondée en 1842 par Adolphe Sax à Paris, et elle a été rapidement suivie par de grandes manufactures en Angleterre et aux États-Unis. Des pièces standardisées, développées par Gustave Auguste Besson, sont devenues disponibles en 1856. En 1875, C. G. Conn a fondé une usine à Elkhart, dans l'Indiana, et à ce jour, la plupart des cuivres des États-Unis sont fabriqués dans cette ville.
Aujourd'hui, certains orchestres ne se contentent pas d'utiliser uniquement des trompettes en si bémol. Il y a eu un renouveau des trompettes naturelles, des trompettes rotatives et des trompettes qui sonnent plus haut que le si bémol standard. Dans l'ensemble, cependant, les trompettes modernes produisent des tons musicaux aigus, brillants et chromatiques en contraste avec les trompettes basses, puissantes et imprécises du passé.
Matières premières
Les cuivres sont presque universellement fabriqués en laiton, mais en or massif ou trompette en argent pourrait être créée pour des occasions spéciales. Le type de laiton le plus couramment utilisé est le laiton jaune, qui contient 70 pour cent de cuivre et 30 pour cent de zinc. Les autres types incluent le laiton doré (80 pour cent de cuivre et 20 pour cent de zinc) et le laiton argenté (fait de cuivre, de zinc et de nickel). La quantité relativement faible de zinc présente dans l'alliage est nécessaire pour fabriquer du laiton pouvant être travaillé à froid. Certains petits fabricants utiliseront des laitons spéciaux tels que l'ambronze (85 % de cuivre, 2 % d'étain et 13 % de zinc) pour fabriquer certaines parties de la trompette (comme la cloche) car de tels alliages produisent un son sonore lorsqu'ils sont frappés. Certains fabricants argenteront ou orneront le cuivre de base.
Très peu de trompettes n'est pas en laiton. Toutes les vis sont généralement en acier ; la clé de l'eau est généralement doublée de liège ; les surfaces de frottement dans les vannes et les tiroirs peuvent être plaquées de chrome ou d'un alliage de nickel inoxydable tel que le monel ; les valves peuvent être garnies de feutre; et les clés de soupape peuvent être décorées de nacre.
Conception
La plupart des trompettes sont destinées aux étudiants débutants et sont produites en série pour fournir des instruments d'assez haute qualité à un prix raisonnable. Le procédé couramment utilisé consiste à produire des répliques d'excellentes trompettes aussi exactes que possible. Les trompettistes professionnels, d'autre part, exigent un instrument de qualité supérieure, plus cher, tandis que les trompettes pour les événements spéciaux sont presque universellement décorées, gravées de motifs ornés. Pour répondre à la demande de trompettes sur mesure, le fabricant pose d'abord au musicien des questions telles que :Quel style de musique sera joué ? Dans quel type d'orchestre ou d'ensemble la trompette sera-t-elle jouée ? À quel point la trompette doit-elle être forte ou riche ? Le fabricant peut alors fournir une cloche unique, des formes spécifiques des coulisses d'accord, ou différents alliages ou placages. Une fois la trompette créée, le musicien la joue et demande les ajustements mineurs qui pourraient être nécessaires. Le tuyau principal de la trompette peut alors être légèrement effilé. Le trompettiste professionnel aura généralement une embouchure préférée pour laquelle la trompette commandée doit être conçue pour s'adapter.
Le processus de fabrication
Le tube principal
- 1 Le tube principal de la trompette est fabriqué à partir de laiton usinable standard qui est d'abord placé sur un mandrin conique en forme de poteau et lubrifié. Un dé qui ressemble à un beignet est ensuite étiré sur toute sa longueur, ce qui le rétrécit et le façonne correctement. Ensuite, le tube profilé est recuit et chauffé (à environ 1 000 degrés Fahrenheit ou 538 degrés Celsius) pour le rendre utilisable. Cela provoque la formation d'un oxyde à la surface du laiton. Pour éliminer le résidu oxydé, le tube doit être baigné dans de l'acide sulfurique dilué avant d'être plié.
- 2 Le tube principal peut être plié en utilisant l'une des trois méthodes différentes. Certains grands fabricants utilisent des systèmes hydrauliques pour pousser de l'eau à haute pression (à environ 27 580 kilopascals) à travers des tubes légèrement coudés qui ont été placés dans une filière. L'eau presse les côtés du tube pour s'adapter exactement au moule. D'autres grands fabricants envoient des roulements à billes de taille exacte à travers le tube. Les petits fabricants versent du poix dans le
 Les trompettes sont presque universellement fabriquées en laiton, mais une trompette en or ou en argent massif peut être créée pour des occasions spéciales. Le type de laiton le plus couramment utilisé est le laiton jaune, qui contient 70 pour cent de cuivre et 30 pour cent de zinc. Les autres types incluent le laiton doré (80 pour cent de cuivre et 20 pour cent de zinc) et le laiton argenté (fait de cuivre, de zinc et de nickel). La quantité relativement faible de zinc présente dans l'alliage est nécessaire pour fabriquer un bross qui peut être travaillé à froid. tube, laissez-le refroidir, puis utilisez un levier pour plier le tube dans une courbe standard avant de le marteler en forme.
Les trompettes sont presque universellement fabriquées en laiton, mais une trompette en or ou en argent massif peut être créée pour des occasions spéciales. Le type de laiton le plus couramment utilisé est le laiton jaune, qui contient 70 pour cent de cuivre et 30 pour cent de zinc. Les autres types incluent le laiton doré (80 pour cent de cuivre et 20 pour cent de zinc) et le laiton argenté (fait de cuivre, de zinc et de nickel). La quantité relativement faible de zinc présente dans l'alliage est nécessaire pour fabriquer un bross qui peut être travaillé à froid. tube, laissez-le refroidir, puis utilisez un levier pour plier le tube dans une courbe standard avant de le marteler en forme.
La cloche
- 3 La cloche est découpée dans une tôle de laiton selon un modèle précis. La feuille plate en forme de robe est ensuite martelée autour d'un poteau. Lorsque le tube est cylindrique, les extrémités sont réunies en un joint bout à bout. Là où le tube commence à s'évaser, les extrémités se chevauchent pour former un joint à recouvrement. L'ensemble du joint est ensuite brasé avec une flamme d'oxygène au propane à 1 500 à 1 600 degrés Fahrenheit (816 à 871 degrés Celsius) pour le sceller. Pour faire une forme de cloche grossière, une extrémité est martelée autour de la corne d'une enclume de forgeron. Le tube entier est ensuite tiré sur un mandrin exactement comme le tube principal, tandis que la cloche est tournée sur le mandrin. Un fil fin est placé autour du bord de la cloche et du métal est serti autour de celui-ci pour donner au bord son aspect net. La cloche est ensuite soudée au tube principal.
Les vannes
- 4 Les articulations et le tube accessoire sont d'abord dessinés sur un mandrin de même que le tube et la cloche. Les articulations sont pliées à des angles de 30, 45, 60 et 90 degrés, et les tubes plus petits sont pliés (en utilisant les méthodes hydrauliques ou à roulement à billes utilisées pour plier le tube principal), recuits et lavés à l'acide pour éliminer les oxydes et le flux de soudure. Les boîtiers de vannes sont coupés à longueur à partir de tubes lourds et filetés aux extrémités. Ils doivent ensuite percer des trous correspondant à ceux des pistons. Même les petits fabricants disposent désormais de programmes informatiques qui mesurent avec précision où les trous doivent être dessinés. Les boîtiers de soupapes peuvent être coupés avec des perceuses dont les têtes sont soit des scies à pointe ou des scies rotatives qui coupent les trous, après quoi les broches piquent le disque de ferraille. Les articulations, les tubes et les boîtiers de soupapes sont ensuite placés dans des gabarits qui les maintiennent avec précision, et leurs joints sont peints avec un mélange de soudure et de flux à l'aide d'un chalumeau. Après un bain d'acide, l'ensemble est poli sur une machine à polir, en utilisant de la cire de granulométrie variable et des disques de mousseline de rugosité variable qui tournent à grande vitesse (2 500 tr/min est typique).
Assemblage
- 5 La trompette entière peut maintenant être assemblée. Les tubes latéraux pour les glissières de soupape sont reliés aux articulations et le tube principal est uni bout à bout en chevauchant leurs embouts et en les soudant. Ensuite, les pistons sont ensuite insérés et l'ensemble de la vanne est vissé sur le tube principal. L'embout buccal est ensuite inséré.
- 6 La trompette est nettoyée, polie et laquée, ou elle est envoyée pour être galvanisée. La touche finale consiste à graver le nom de l'entreprise sur un morceau de tube proéminent. Le lettrage est transféré sur le métal avec du papier carbone, et un graveur qualifié sculpte ensuite le métal pour qu'il corresponde à la gravure.
- 7 Trompettes sont expédiées soit séparément pour les commandes spéciales, soit en grande quantité pour les fanfares du lycée. Ils sont soigneusement emballés dans des emballages à bulles en plastique épais ou tout autre matériau isolant, placés dans des boîtes lourdes remplies d'isolant (comme des emballages de cacahuètes) puis envoyés par la poste ou envoyés en tant que fret au client.
Contrôle qualité
La caractéristique la plus importante d'une trompette est la qualité du son. En plus de respecter des tolérances rigoureuses d'environ 1 x 105 mètres, chaque trompette fabriquée est testée par des musiciens professionnels qui vérifient la tonalité et la hauteur de l'instrument tout en écoutant pour voir si elle est accordée dans la plage dynamique souhaitée. Les musiciens testent le jeu dans différentes configurations acoustiques, allant des petits studios aux grandes salles de concert, en fonction de l'utilisation éventuelle de la trompette. Les grands fabricants de trompettes embauchent des musiciens professionnels comme testeurs à temps plein, tandis que les petits fabricants comptent sur eux-mêmes ou sur le client pour tester leur produit.
Au moins la moitié du travail impliqué dans la création et le maintien d'une trompette au son clair est effectuée par le client. Les instruments délicats nécessitent une manipulation spéciale et, en raison de leur asymétrie inhérente, ils sont sujets au déséquilibre. Par conséquent, une grande prudence doit être prise afin de ne pas endommager l'instrument par négligence. Pour éviter les bosses, les trompettes sont conservées dans des étuis, où elles sont maintenues en place par des cavités en forme de trompette tapissées de velours. La trompette doit être lubrifiée une fois par jour ou à chaque fois qu'elle est jouée. Le lubrifiant est généralement un dérivé du pétrole similaire au kérosène pour l'intérieur des soupapes, de l'huile minérale pour le mécanisme de clé et de la graisse d'essieu pour les glissières. La crasse dans l'embout buccal et le tuyau principal doit être nettoyé tous les mois, et tous les trois mois, toute la trompette doit tremper dans de l'eau savonneuse pendant 15 minutes. Il doit ensuite être frotté avec de petites brosses spéciales, rincé et séché.
Pour maintenir la durée de vie de la trompette, celle-ci doit occasionnellement subir des réparations. Les grosses bosses peuvent être éliminées par recuit local et martelage, les petites bosses peuvent être martelées et les billes passées à travers pour tester la taille finale, les fissures peuvent être colmatées et les pistons usés peuvent être replaqués et rectifiés à leur ancienne taille.
Processus de fabrication