


Vitesse d'impression 3D ; Comment imprimer plus vite et gagner du temps !
L'impression 3D n'est pas un processus particulièrement rapide :certains petits modèles peuvent prendre ce qui semble être une éternité à imprimer (je viens d'imprimer un modèle qui a pris 37 heures). Mais existe-t-il un moyen d'accélérer le processus, en particulier sans réduire la qualité d'impression ?
Dans cet article, je passerai en revue les différents paramètres que vous pouvez régler dans votre Slicer pour réduire considérablement le temps nécessaire à la finition d'une impression, comment maintenir la qualité d'impression (quelque peu), ainsi que quelques conseils et astuces différents pour faites en sorte que tout se produise.
Alors, sans plus tarder, commençons !
Vitesse contre qualité

La capacité de la machine à gérer une vitesse donnée sera un facteur important à prendre en compte lors de l'évaluation de l'impact de la vitesse sur la qualité d'impression.
La conception et le matériau à partir duquel les machines sont fabriquées peuvent affecter la qualité à grande vitesse. En effet, les mouvements rapides de l'extrudeuse peuvent générer des vibrations importantes.
Le filament a aussi ses limites car il a besoin d'une température spécifique pour fondre et, si la machine se déplace trop vite, cela peut limiter le débit car la machine ne peut pas faire fondre le filament à cette vitesse.
De plus, si l'imprimante va trop vite, le filament peut ne pas avoir le temps de créer une liaison solide, ce qui entraîne une faible adhérence de la couche. Vous avez ici un article détaillé sur le sujet.
L'augmentation de la taille de la buse pourrait accélérer considérablement les temps d'impression, mais là encore, cela se fait au détriment de la qualité.
De manière générale, plus l'impression est rapide, plus la qualité est mauvaise.
Paramètres du segment qui affectent le temps d'impression
Un slicer est le logiciel informatique chargé de convertir un modèle au format STL en commandes d'imprimante au format g-code.
Presque toutes ces applications vous permettent de contrôler plusieurs paramètres, tels que les fonctionnalités de remplissage et de périmètre, la largeur et la hauteur de la couche, la vitesse, etc., et toutes peuvent avoir un impact important sur la vitesse d'impression.
Voyons la meilleure façon de réduire les temps d'impression en essayant d'affecter le moins possible la qualité de l'impression :
Nombre de coquillages (nombre de lignes de mur)
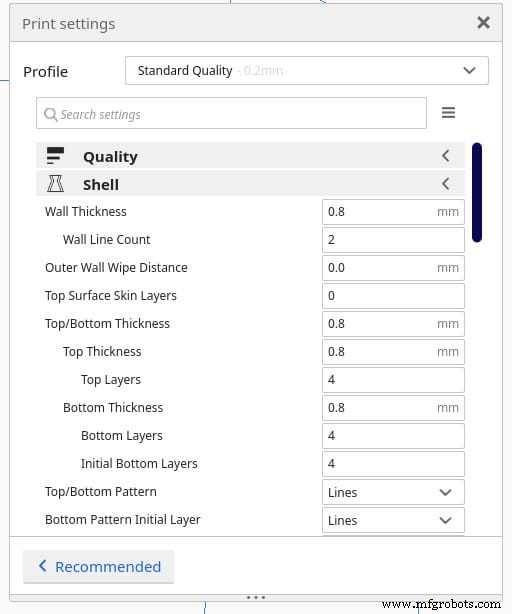
La coque (ou périmètre) constitue l'extérieur des pièces imprimées en 3D et peut être classée en deux sections :les murs, le haut et le bas.
Lors du réglage de l'épaisseur du mur, vous définissez automatiquement le nombre de périmètres. Par exemple, définir l'épaisseur de paroi sur 1,2 mm signifie que l'imprimante imprimera un total de trois périmètres (indiqués par le nombre de lignes de paroi dans Cura) puisque chaque périmètre a une épaisseur de 0,4 mm.
La réduction du nombre de périmètres signifie que le chemin d'impression devient plus court et que la quantité de matériau extrudé est réduite, nous obtenons ainsi des temps d'impression plus rapides.
En bref, la réduction du nombre de périmètres/coquilles se traduit par des impressions plus rapides.
Densité de remplissage
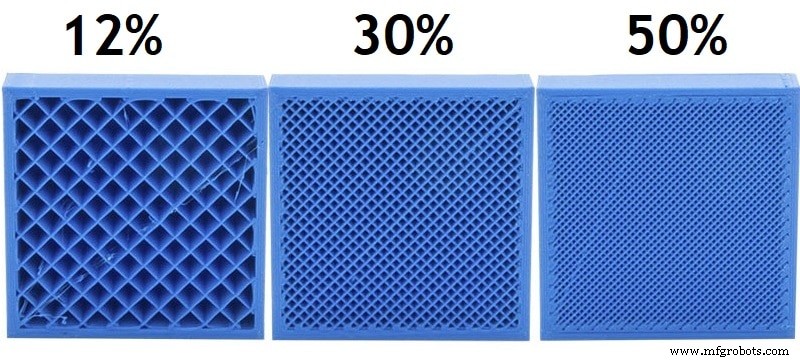
Le remplissage constitue le volume interne des modèles, et l'un de ses paramètres que nous pouvons ajuster est la densité, qui représente la quantité ou la quantité de matériau qui constituera la partie interne du modèle, et cela peut aller de 0 %, ce qui signifie complètement creux, à 100 %, ce qui signifie complètement solide.
Plus la pièce est dense, plus la quantité de matériau à extruder est importante et plus il faudra de temps à votre imprimante pour terminer l'impression.
Par conséquent, si vous souhaitez imprimer plus rapidement, vous devez réduire la densité de remplissage, mais gardez toujours à l'esprit que cela pourrait avoir un impact sur la résistance de l'impression.
Donc, en bref; Réduire la densité de remplissage à environ 10 % peut vous faire gagner de quelques minutes à quelques heures par impression.
Étapes de remplissage progressif
Il existe un moyen d'éviter de réduire la densité de remplissage sur toute l'impression, tout en atténuant la perte de résistance.
Lorsque vous utilisez un remplissage progressif, vous obtiendrez un gradient de densité sur l'ensemble du modèle, ce qui réduira la quantité de matériau utilisé en commençant par un pourcentage de faible densité au niveau des couches inférieures et en l'augmentant progressivement près des couches supérieures.
Vous pouvez régler deux paramètres différents :les étapes de remplissage progressives, qui représentent le nombre de fois où le remplissage est réduit de moitié, et la hauteur, qui contrôle la hauteur à laquelle la densité de remplissage est réduite.
Le temps que ce paramètre peut vous faire gagner dépendra du modèle lui-même. Activez donc le paramètre et ajustez les deux paramètres, puis découpez le modèle et comparez le temps d'impression estimé à celui sans les étapes de remplissage progressif.
Motif de remplissage
Le motif de remplissage est la forme ou la conception utilisée pour imprimer le remplissage, et il a également un effet sur le temps d'impression. De nombreux modèles de remplissage différents sont disponibles dans les paramètres du slicer (certains d'entre eux dépendent du logiciel que vous utilisez) et chacun d'eux fournit au modèle des caractéristiques différentes (principalement la force du modèle).
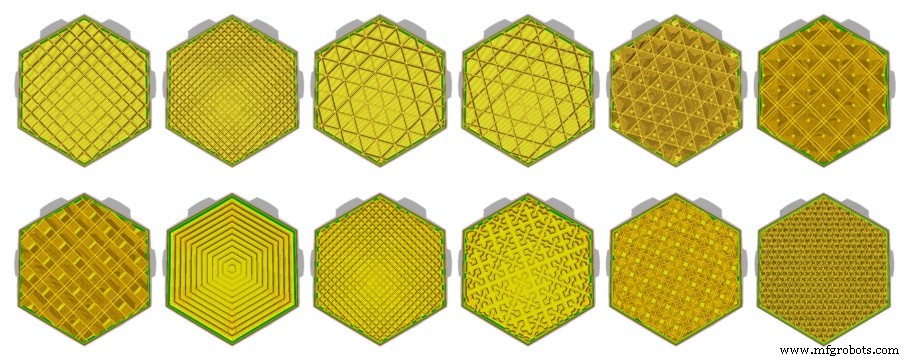
Généralement, le motif de remplissage "Lignes" est le plus rapide, suivi du "zig-zag", car il est plus simple à créer, mais cela dépend également de la forme du modèle et d'autres facteurs.
D'une manière générale, vous devez sélectionner un modèle qui fonctionne le mieux pour le modèle spécifique que vous créez, car il peut le rendre beaucoup plus solide, mais vous pouvez en essayer différents pour trouver celui qui réduira le temps qu'il prend pour finir le modèle.
Vitesse d'impression et vitesse de déplacement
La vitesse d'impression contrôle la vitesse à laquelle la buse se déplace sur la plaque de construction pendant l'impression. Si vous définissez cette vitesse extrêmement élevée, vous pourriez expérimenter des problèmes de sonnerie ou même d'extrusion. Vous pouvez essayer de définir une vitesse de base, puis l'augmenter progressivement jusqu'à ce que vous voyiez des défauts sur la surface.
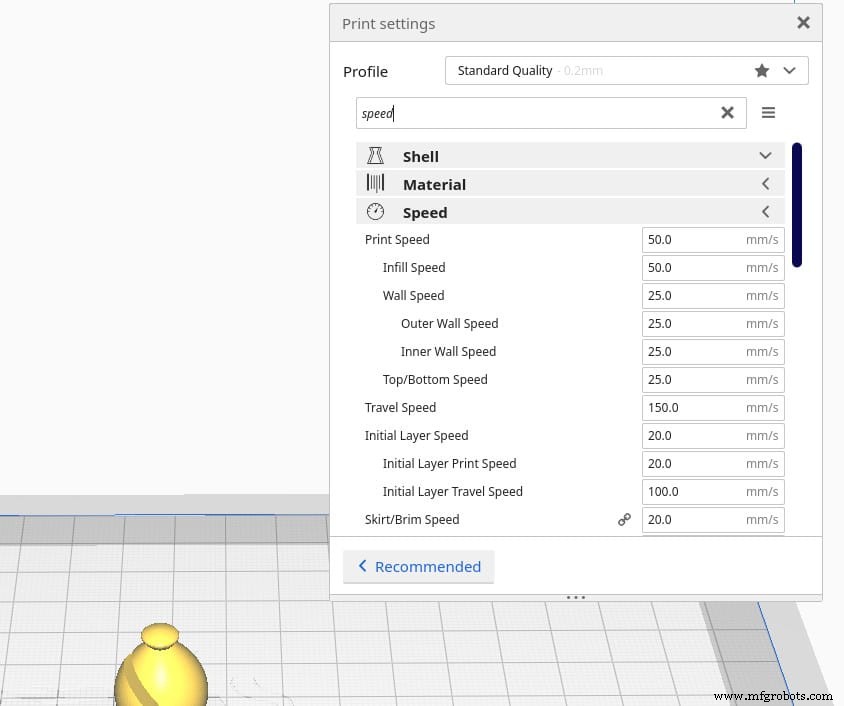
D'autre part, la vitesse de déplacement correspond à la vitesse à laquelle la buse se déplace lorsqu'elle n'extrude pas le filament. Une vitesse trop élevée peut entraîner des vibrations importantes et entraîner la collision de la buse avec une autre partie de l'impression lors du déplacement.
Les paramètres de vitesse d'impression permettent de contrôler séparément la vitesse de chaque partie (remplissage, murs, haut et bas).
Vous pouvez augmenter considérablement la vitesse de remplissage sans affecter la qualité. Les coques/murs nécessiteront des tests supplémentaires, mais avec la plupart des imprimantes, vous pouvez obtenir jusqu'à 60 mm/s sans perte importante de qualité (certaines imprimantes peuvent imprimer à 200 mm/s sans aucune perte de qualité).
Accélération et secousse
L'accélération et le jerk sont des valeurs établies dans le firmware de la machine, elles ne sont pas écrites dans le G-code et définissent plus en détail comment les mouvements sont exécutés.
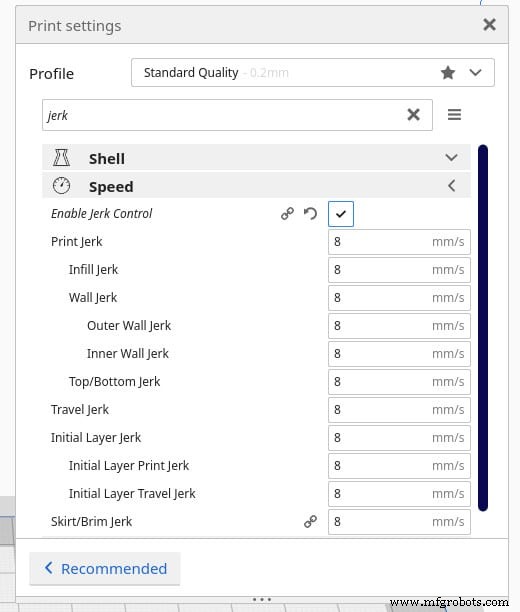
Le paramètre Jerk représente le changement de vitesse instantané maximal auquel une tête d'impression se déplace d'une position immobile :plus le paramètre est élevé, plus elle s'éloignera rapidement d'une position stable, plus le paramètre est bas, plus elle s'éloignera lentement d'une position stable. poste.
Par exemple, lorsque la tête d'impression est immobile, elle indique à l'imprimante de passer instantanément de 0 mm/s à la valeur d'à-coup définie en ignorant le paramètre d'accélération. Il fonctionne également dans les deux sens, car il contrôlera également la vitesse à laquelle la tête d'impression ralentira jusqu'à ce qu'elle atteigne 0 mm/s.
Si la valeur de jerk est élevée, il faudra moins de temps pour atteindre la vitesse maximale ou pour s'arrêter, ce qui réduira le temps d'impression (ainsi que la qualité d'impression puisque ces changements rapides de vitesse peuvent introduire des vibrations).
Le paramètre Accélération représente la vitesse à laquelle la tête d'impression est autorisée à accélérer; plus le paramètre est élevé, plus la tête d'impression atteindra rapidement sa vitesse maximale, plus le paramètre est faible, plus la tête d'impression atteindra sa vitesse maximale lentement. L'augmentation de l'accélération réduira le temps d'impression si la tête d'impression a suffisamment de distance à parcourir.
À l'aide de la calculatrice suivante, vous pouvez saisir vos paramètres d'accélération, la distance/longueur de l'axe et la vitesse maximale souhaitée et vous verrez en combien de temps votre imprimante atteindra la vitesse souhaitée.
Paramètres d'assistance
Les supports sont une caractéristique couramment utilisée dans l'impression 3D car, lors de l'impression, chaque couche doit être supportée par la couche située en dessous. Parfois, l'extrudeuse doit déposer du matériau à un point où il n'y a pas de matériau en dessous, et c'est là que les supports entrent en jeu.
Désormais, l'impression de supports prend énormément de temps, c'est pourquoi, si votre objectif est d'accélérer le processus d'impression, vous devez faire tout ce qu'il faut pour imprimer le moins de support possible.
Cela peut être fait en abaissant la température d'extrusion, en améliorant le refroidissement de la couche, en réduisant le débit et en réduisant la vitesse d'impression, mais ce que j'ai trouvé qui fonctionne le mieux est d'ajuster l'orientation de l'impression de manière à réduire la quantité de support nécessaire, puis d'augmenter l'angle auquel le Slicer commence à introduire les supports (dans Cura, il est à 45 degrés par défaut).
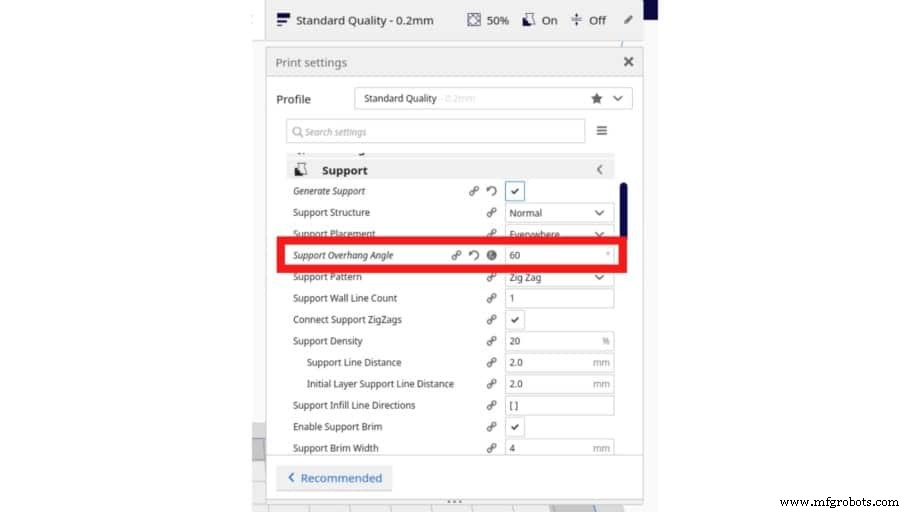
Pour savoir à quel angle maximum votre imprimante peut imprimer confortablement sans avoir besoin de supports, vous pouvez imprimer ce test de surplomb et de pontage et voir à quel point il commence à échouer. Si votre imprimante peut imprimer confortablement à un angle de 60 degrés mais commence à échouer à 65 degrés, activez les supports à 65 degrés.
Une autre façon d'imprimer plus rapidement et de réduire l'utilisation globale du matériau consiste à réduire la densité de remplissage du support.
Pour en savoir plus sur les supports et optimiser leur utilisation, consultez cet article que nous avons écrit sur ce sujet spécifique.
Hauteur du calque
La hauteur de couche est la distance entre la buse et la couche précédente de matériau extrudé. Ce paramètre est lié au niveau de résolution que le modèle aura :plus la hauteur de la couche est faible, plus le niveau de détail est élevé, et vice versa.

En termes de vitesse d'impression, des couches plus épaisses signifient que moins de couches seront nécessaires pour atteindre la même hauteur, ce qui se traduira par des impressions plus rapides.
D'autre part, plus vous augmentez la hauteur de la couche, plus la résolution que vous obtiendrez sera faible et, en plus de cela, l'utilisation de couches plus épaisses pourrait également avoir un impact négatif sur la résistance du modèle car il y a beaucoup moins de surface de contact entre les calques.
De manière générale, une bonne hauteur de couche en termes de qualité, de vitesse et de résistance est de 0,2 mm.
Largeur de ligne (largeur d'extrusion)
La largeur de ligne détermine la largeur de la ligne en cours d'impression. Elle est généralement aussi large que le trou de la buse, mais vous pouvez l'augmenter ou la diminuer en ajustant ce paramètre.
Avec des largeurs d'extrusion plus élevées, la pression à l'intérieur de la buse augmente également pour presser le matériau sur les côtés après qu'il quitte la buse, ainsi, plus de matériau sort de la buse à la fois, ce qui signifie des impressions plus rapides.
Bien sûr, vous ne pouvez pas vous attendre à augmenter la largeur de ligne à 200% et à obtenir exactement la même qualité d'impression (bien que très similaire à ce stade). En règle générale, réduire un peu la largeur de ligne augmente la qualité d'impression au détriment de la vitesse d'impression, alors que l'augmenter trop réduit la qualité d'impression mais augmente la vitesse.
Astuce :L'impression en mode vase (contour extérieur en spirale dans Cura) donne généralement des impressions quelque peu faibles lors de l'utilisation d'une buse standard de 0,4 mm, mais l'augmentation de la largeur de ligne à 200 % imprimera essentiellement le vase avec un mur deux fois plus épais, ce qui entraînera une impression beaucoup plus forte et sans prendre plus de temps à terminer.
Paramètres d'adhérence au lit (n'utilisez pas de bord ou de radeau)
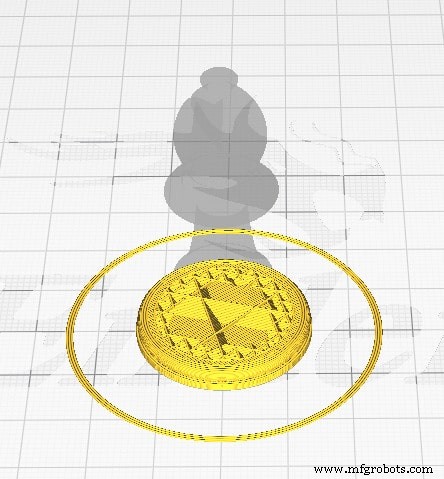
Les jupes, les bords et les radeaux sont conçus pour faciliter l'adhérence au lit (principalement les bords et les radeaux). Une jupe est une ligne de plastique extrudé entourant le modèle et imprimé sans être en contact avec l'impression elle-même. Il sert à amorcer l'extrudeuse et à obtenir un flux fluide avant de commencer à imprimer la pièce.
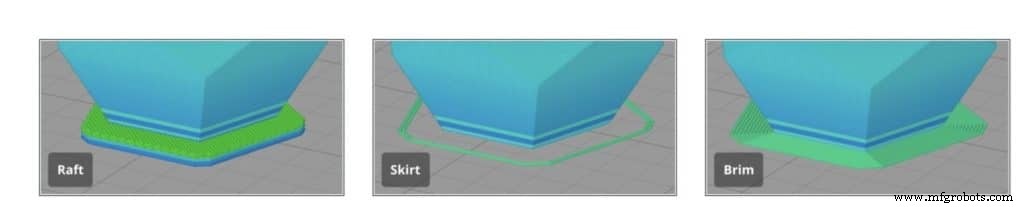
Un bord est une couche de matière entourant le modèle, tout comme une jupe, mais qui entre en fait en contact avec les bords du modèle. Celui-ci aide à l'adhérence du lit et empêche le gauchissement.
Un radeau est une surface imprimée utilisée comme base pour imprimer le modèle 3D. Cela permet de garantir que la première couche est bien imprimée et qu'elle ne se détachera pas de la surface de construction.
Comme vous pouvez l'imaginer, l'utilisation d'un radeau ajoutera beaucoup de temps au processus d'impression et consommera également plus de matériel. Je suggérerais fortement d'utiliser une jupe ou rien du tout, car l'imprimante amorce généralement l'extrudeuse de toute façon en imprimant une ligne sur le côté du lit.
Si l'adhérence du lit pose problème, envisagez d'utiliser un bord et d'augmenter la température du lit légèrement au-dessus de la température de transition vitreuse du filament.
Calques adaptatifs
Les couches adaptatives permettent de réduire considérablement le temps d'impression sans perdre beaucoup de qualité et de résolution car elles utilisent une hauteur de couche variable; cela signifie que l'imprimante augmentera et diminuera la hauteur de la couche lors de l'impression en fonction de la forme du modèle.
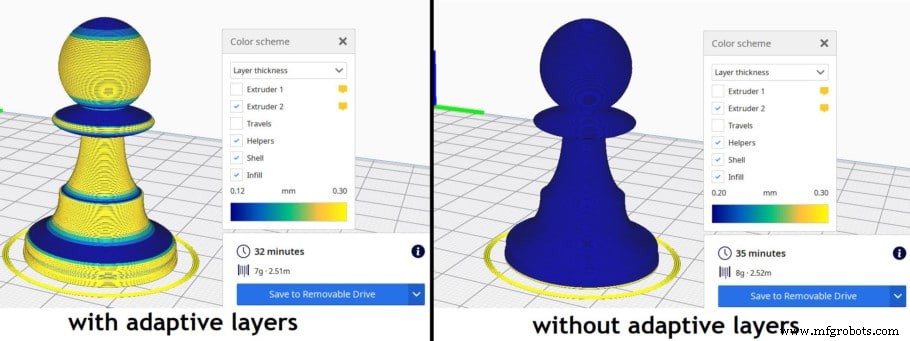
Dans Cura, cette fonctionnalité réduit automatiquement la hauteur de la couche lors de l'impression de zones géométriques courbes, tandis que les zones avec moins de changements structurels seront imprimées avec des couches plus épaisses.
Selon le modèle lui-même, les calques adaptatifs peuvent vous faire gagner presque 15 % ou même 20 % de temps dans certains cas.
Autres méthodes pour augmenter la vitesse d'impression
Outre les paramètres du slicer, nous pouvons recourir à d'autres méthodes afin d'augmenter la vitesse à laquelle les impressions sortent de l'imprimante.
Utilisez une buse plus grande (réduit la qualité d'impression)
L'utilisation d'une buse de plus grand diamètre vous permet d'imprimer des périmètres plus larges, réduisant ainsi le nombre total nécessaire.

De la même manière, une buse de plus grand diamètre vous permettra également d'augmenter la hauteur de couche qui, comme indiqué précédemment, a un impact direct sur la vitesse d'impression, bien que cela se traduise par une nette réduction de la qualité d'impression.
Un avantage supplémentaire de l'impression avec une buse plus grande est que, puisque la couche elle-même est beaucoup plus large, il y a beaucoup plus de surface de contact, et cela est directement corrélé à la force d'une impression :plus la buse est large, plus la largeur de la ligne est large, et cette surface de contact accrue se traduit par des impressions plus solides.
Imprimer en gros lots
Si vous avez besoin d'imprimer plus d'une pièce, l'impression en gros lots serait une option appropriée.
Cela réduit le temps nécessaire à l'imprimante pour chauffer, refroidir, le nombre de fois que vous devez niveler le lit (le nivellement automatique du lit prend également beaucoup de temps).
Le seul inconvénient de l'impression de gros lots est que s'il y a une seule erreur/un seul problème, comme une impression qui se détache de la plaque de construction, alors tout le lot est perdu et vous devez tout recommencer.
Paramètres de conclusion et d'exemple
L'impression 3D n'est pas exactement un processus rapide. Même une impression de quelques centimètres de haut peut prendre plusieurs heures.
Si vous suivez ce guide, vous devriez pouvoir augmenter considérablement la vitesse d'impression sans réduction extrême de la qualité.
La liste suivante montre des exemples de paramètres pour des vitesses d'impression plus rapides avec des imprimantes 3D bon marché standard telles que Ender 3 :
- Hauteur du calque :0,28mm
- Nombre de lignes murales :2
- Remplissage :5% – 10%
- Couches adaptatives :Activé
- Vitesse :60 mm/s
- Vitesse de couche initiale :20 mm/s
- Hauteur de couche initiale :0,2mm
- Adhésion au lit :Jupe
- Largeur de ligne :200 %
- Vitesse initiale du ventilateur :0 %
- Vitesse du ventilateur (après les couches initiales) :100 %
- Supporter l'angle de porte-à-faux :60º (Désactiver les supports, si possible).
- Connard : valeur maximale de 20 mm/s.
- Accélération : 400m/s^2
impression en 3D
- Vitesse d'impression 3D :comment cela affecte-t-il le temps de construction
- Comment l'optimisation de la topologie et l'impression 3D ouvrent de nouvelles opportunités de conception
- Comment l'impression 3D transforme l'industrie agroalimentaire
- Comment obtenir la date et l'heure actuelles en Python ?
- Comment optimiser les systèmes de fabrication et gagner du temps
- Le quoi, le pourquoi et le comment du temps de clé
- Temps d'inactivité :définition, causes et comment le réduire
- Vitesse d'impression 3D vs qualité ; Meilleurs paramètres !
- Technologie de fabrication additive et comment les SDK peuvent aider