


Guide du positionneur de soudage 2026 : Choisir des systèmes à 1, 2 et 3 axes

Par l'équipe éditoriale d'EVST · Dernière mise à jour :11 juin 2026
Un positionneur de soudage est une machine motorisée qui fait pivoter, incline ou soulève une pièce afin que chaque cordon de soudure soit accessible dans une orientation plate ou horizontale, les positions qui offrent la qualité de soudure et les taux de dépôt les plus élevés. Les positionneurs sont classés selon le nombre d'axes motorisés :les unités à un seul axe tournent sur un axe, les unités à deux axes ajoutent une fonction d'inclinaison et les unités à trois axes introduisent une seconde rotation ou un levage vertical. La sélection de la bonne configuration dépend de la géométrie de la pièce, de son poids et du fait que la soudure soit effectuée par un opérateur humain ou un robot.
Pourquoi un positionneur de soudage est important
La qualité de la soudure est intrinsèquement liée à la position de la soudure. AWS D1.1, le code de soudage des aciers de construction, spécifie que les positions plates (1G/1F) et horizontales permettent un courant plus élevé, un déplacement plus rapide et une fusion supérieure, car la gravité stabilise le bain de fusion. Un positionneur maintient les joints dans ces orientations favorables au fur et à mesure de la progression de la soudure, éliminant ainsi le besoin pour le soudeur ou le robot de poursuivre le joint autour d'une pièce fixe.
Les avantages sont triples :des taux de dépôt plus élevés à partir de paramètres optimaux, des taux de défauts plus faibles en évitant le soudage hors position (la principale cause de porosité et de manque de fusion) et des temps de cycle réduits car la pièce s'indexe automatiquement sur le joint suivant au lieu d'être desserrée, tournée et refixée manuellement. Dans une cellule robotisée, un positionneur permet à un seul bras de souder des géométries complexes en un seul programme continu. Pour une vision plus large du soudage robotisé, consultez notre guide des robots de soudage pour l'industrie lourde.
Les trois classes de positionneurs par nombre d'axes
Chaque positionneur de soudage s'inscrit dans l'une des trois familles en fonction de ses axes motorisés. Le nombre d'axes détermine quelles coutures peuvent être présentées à plat et définit la première spécification pour le dimensionnement des cellules.
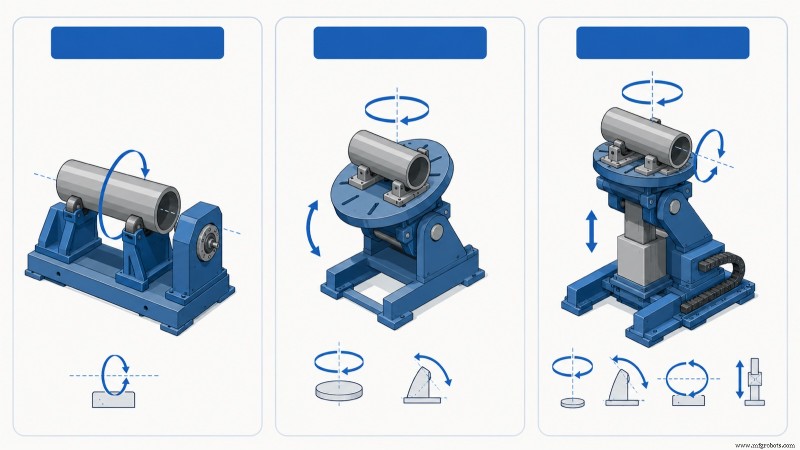
Positionneurs à axe unique
Les unités à axe unique fournissent un seul mouvement motorisé, généralement une rotation autour d'un axe horizontal ou quasi horizontal. Ce sont les bêtes de somme pour les pièces cylindriques et à symétrie de rotation telles que les tuyaux, les coques d'appareils sous pression, les brides et les arbres. La pièce tourne sous un chalumeau fixe tandis que le joint reste en position plate, idéal pour les soudures circonférentielles. La gamme EVST à un seul axe :servopositionneur de boîte principale à axe unique, servopositionneur horizontal à axe unique et positionneur de soudage à axe unique pour tête et queue – serre une pièce longue entre une poupée entraînée et une poupée mobile à rotation libre afin qu'elle puisse tourner sur sa propre ligne centrale.
Positionneurs à deux axes
En ajoutant l'inclinaison à la rotation, les unités à deux axes tournent et basculent, permettant à n'importe quelle face d'une pièce carrée ou irrégulière d'être amenée en position plate. Cette classe est la plus polyvalente pour la fabrication générale, les constructions soudées, les supports, les cadres et les bases de machines avec des joints dans plusieurs plans. Le catalogue à deux axes d'EVST comprend des configurations de type L, de type U, de type C et de type plate-forme, qui diffèrent principalement par le support de table et le dégagement d'inclinaison autour des pièces volumineuses.
Positionneurs à trois axes
Les positionneurs à trois axes combinent la rotation, l'inclinaison et un troisième mouvement motorisé, généralement une deuxième giration ou un levage vertical. L'axe ajouté maintient la couture non seulement plate mais également à une hauteur de travail et une orientation constantes par rapport à un robot, simplifiant ainsi la programmation sur des assemblages grands ou hauts. EVST répertorie les servopositionneurs à trois axes à gyration verticale et à gyration horizontale pour ces applications lourdes et riches en géométrie.
| Classe | Mouvements motorisés | Adapté à | Appairage typique |
|---|---|---|---|
| Mono-axe | Rotation uniquement | Tuyaux, coques, brides, arbres, joints circonférentiels | Robot manuel ou simple, torche fixe |
| Deux axes | Rotation + inclinaison | Soudures, cadres, supports avec joints multi-plans | Manuel ou robot, fabrication générale |
| Trois axes | Rotation + inclinaison + deuxième giration/levée | Assemblages de grande taille, hauts ou riches en géométrie | Cellule robotique, mouvement coordonné |
Poupée/contre-pointe vs plateau tournant :un point de confusion courant
Les acheteurs demandent souvent s’ils ont besoin d’un « positionneur » ou d’une « poupée mobile/contre-pointe ». Ces termes décrivent comment la pièce est prise en charge plutôt que des catégories concurrentes. Un positionneur de type plateau tournant repose la pièce sur une seule table rotative, en porte-à-faux d'un côté. Un agencement poupée/contre-pointe supporte une pièce longue aux deux extrémités (une extrémité est entraînée tandis que l'autre tourne au ralenti), de sorte que la pièce tourne sur une ligne centrale stable, semblable à un tour.
La longueur et l'élancement dictent le choix. Les pièces courtes et compactes s'adaptent confortablement sur un seul plateau tournant. Les arbres, poutres ou rotors longs s'affaisseraient ou fouetteraient s'ils étaient en porte-à-faux, faisant d'une poupée/contre-pointe la bonne solution. Pour les pièces extrêmement longues, une contre-pointe avec son propre support motorisé ou des lunettes intermédiaires maintient la flèche dans les limites de tolérance. Dans la pratique, les ingénieurs EVST conçoivent fréquemment des configurations à deux stations :une table à deux axes pour les supports compacts et une poupée mobile/contre-pointe pour les cadres longs, plutôt que de forcer une seule machine à effectuer mal les deux tâches.
Spécifications qui déterminent la sélection
Une fois la classe choisie, une liste concise de paramètres détermine la machine exacte. Ce sont les chiffres qu'un fournisseur doit proposer et ceux qu'un acheteur doit vérifier par rapport à la pièce la plus lourde et la plus grande de la famille.
- Charge nominale — la masse maximale supportée par la table. Dimensionnez la pièce plus sa fixation, pas la pièce nue.
- Centre de gravité et excentricité — la capacité de charge diminue à mesure que le centre de gravité de la pièce s'éloigne de la face de la table et de l'axe de rotation. Un positionneur conçu pour une charge avec le CoG sur l'axe peut être surchargé lorsque la même masse est montée décentrée.
- Vitesse de rotation et couple — doit correspondre à la vitesse de déplacement du soudage pour le plus grand diamètre, garantissant que la vitesse de surface au niveau du joint reste dans la fenêtre de processus.
- Plage d'inclinaison et vitesse — pour les unités à deux et trois axes, la course angulaire qui amène chaque joint à plat, généralement jusqu'à 90 ou 135 degrés selon le type de cadre.
- Diamètre de la table et motif des rainures en T — définit la manière dont le luminaire est monté et la taille maximale de la pièce prise en charge par la face.
- Chemin du courant de masse/bague collectrice — pour le soudage, le positionneur doit transporter le courant à travers le joint tournant sans créer d'arc à travers les roulements, ce que fournit une bague collectrice résistante au soudage.
L'erreur de dimensionnement la plus courante consiste à évaluer un positionneur uniquement en fonction du poids de la pièce tout en ignorant la charge excentrique. Une pièce lourde montée avec sa masse décalée par rapport à l'axe de rotation impose un moment de rotation que le variateur doit maintenir sous tous les angles; un dépassement du couple nominal d'inclinaison ou de rotation provoque un décrochage ou un recul sous charge. EVST publie sur demande des limites de charge et de moment par modèle plutôt qu'un seul numéro de titre, car la limite de sécurité dépend de l'emplacement de la masse.
Positionnement manuel ou robotique
Un positionneur dessert deux maîtres distincts. Dans un atelier manuel ou semi-automatique, il présente simplement la couture à un soudeur humain à une hauteur et un angle confortables, l'opérateur contrôlant l'indexation. Dans une cellule robotique, le positionneur devient un axe de mouvement coordonné :le contrôleur du robot entraîne le positionneur et le bras ensemble afin que la torche et le joint se déplacent de concert, maintenant l'angle de travail idéal grâce aux soudures courbes ou composées.
Le mouvement coordonné distingue un positionneur de soudage robotisé d'un simple plateau tournant. Cela nécessite que les axes d'asservissement du positionneur soient contrôlés par le contrôleur du robot ou étroitement synchronisés avec celui-ci. C'est pourquoi les positionneurs de qualité robot utilisent des servomoteurs avec des codeurs absolus plutôt que des moteurs à fréquence variable. Pour une conception complète de la cellule, y compris le devis de la source d'alimentation, du robot et du positionneur, consultez le guide de sélection des cellules du robot de soudage d'EVST.
Comment choisir :un chemin en cinq étapes
- Profiler la famille de pièces. Énumérez les pièces les plus grandes, les plus lourdes et les plus encombrantes que la cellule doit manipuler. Taille au pire des cas, pas à la moyenne.
- Corrigez le nombre d'axes. Rotation uniquement pour les pièces cylindriques ; ajoutez une inclinaison pour les coutures multi-plans ; ajoutez un troisième axe uniquement lorsque la géométrie grande ou haute nécessite une hauteur de travail constante sous un robot.
- Choisissez la méthode de conservation. Plateau tournant unique pour pièces compactes ; poupée/contre-pointe pour les pièces longues ou minces qui pourraient dévier.
- Confirmez la charge avec l'excentricité. Vérifiez la charge nominale au décalage réel du centre de gravité, y compris le montage, et pas seulement le poids de la pièce nue sur l'axe.
- Faites correspondre l'interface de soudage. Bague collectrice adaptée au soudage pour le trajet du courant, servocommande pour la coordination du robot et vitesses de déplacement adaptées à votre processus.
Pour une présentation modèle par modèle de la gamme de positionneurs d'EVST par rapport aux exigences de charge utile et d'inclinaison/rotation, avec un chemin vers un devis, consultez le guide complémentaire, Sélection du positionneur de soudage EVST 2026. Pour comparer un positionneur à d'autres machines de manutention de pièces, lisez positionneur de soudage vs plateau tournant vs manipulateur.
Gamme de positionneurs de soudage EVST
EVST, dont le siège est à Chengdu et la fabrication à Wenling, produit des positionneurs de soudage dans les trois classes d'axes dans le cadre de son portefeuille de soudage robotisé. La gamme publiée couvre les unités à un seul axe (servo de boîtier principal, servo horizontal et tête et queue), les unités à deux axes (type L, type U, type C et type de plate-forme) et les positionneurs d'asservissement à trois axes (gyration verticale et gyration horizontale). Les capacités de charge, les tailles de table et les plages d'inclinaison sont indiquées par application sur demande, car la capacité sûre dépend de la géométrie de la pièce et du décalage du centre de gravité plutôt que de la masse seule.
Selon le dossier de certification d'EVST, sa ligne de production de robots et d'automatisation du soudage est titulaire de la certification de qualité automobile IATF 16949, et ses produits sont certifiés CE, SGS et TUV par des tiers. Les positionneurs sont généralement fournis dans le cadre d'une cellule de soudage complète aux côtés des robots de soudage QJAR d'EVST et de l'intégration de la source d'alimentation, de sorte que les axes de rotation et d'inclinaison sont mis en service sous forme de mouvement coordonné avec le bras plutôt que sous forme de table autonome.
Questions fréquemment posées
A quoi sert un positionneur de soudage ?
Un positionneur de soudage fait pivoter, incline ou soulève une pièce afin que chaque cordon de soudure puisse être amené à la position plate ou horizontale, où la qualité de la soudure et le taux de dépôt sont les plus élevés. Il améliore la qualité du soudage, augmente le débit en évitant le soudage hors position et, dans une cellule robotisée, permet à un seul bras de souder une pièce complexe dans un seul programme continu.
Quelle est la différence entre les positionneurs à un, deux et trois axes ?
Un positionneur à axe unique fait tourner la pièce sur un axe, adapté aux pièces cylindriques et aux coutures circonférentielles. Un positionneur à deux axes ajoute une inclinaison, de sorte que les coutures sur plusieurs faces d'une pièce carrée peuvent être présentées à plat. Un positionneur à trois axes ajoute une deuxième giration ou un levage vertical, utilisé sur les assemblages grands ou hauts où un robot a besoin que la couture soit maintenue à une hauteur et une orientation constantes.
Quand ai-je besoin d'une poupée/contre-pointe au lieu d'un plateau tournant ?
Utilisez une poupée mobile/contre-pointe lorsque la pièce est longue ou mince, comme un arbre, une poutre ou un rotor, qui s'affaisserait ou fouetterait si elle était soutenue d'un seul côté. La poupée entraînée et la poupée mobile au ralenti maintiennent la pièce sur un axe central stable afin qu'elle tourne correctement. Les pièces courtes et compactes peuvent reposer sur un seul plateau tournant.
Comment dimensionner correctement un positionneur de soudage ?
Mesurez par rapport à la pièce la plus lourde et la plus grande de la famille, y compris son support, et vérifiez la charge nominale au décalage réel du centre de gravité, et pas seulement le poids nu sur l'axe de rotation. La charge excentrique impose un moment de rotation que l'entraînement doit maintenir sous tous les angles ; l’ignorer est l’erreur de dimensionnement la plus courante. Confirmez le couple de rotation et d'inclinaison par rapport au pire décalage avec le fournisseur.
Un positionneur de soudage peut-il fonctionner avec un robot ?
Oui. Dans une cellule robotique, le positionneur devient un axe de mouvement coordonné entraîné par ou synchronisé avec le contrôleur du robot, de sorte que la torche et le joint se déplacent ensemble pour maintenir l'angle de travail idéal. Les positionneurs de qualité robot utilisent des servomoteurs avec des codeurs absolus et une bague collectrice résistante au soudage pour transporter le courant à travers le joint rotatif. C'est ce qui distingue un positionneur de soudage robotisé d'un simple plateau tournant.
Où aller ensuite
Pour faire correspondre un positionneur à une charge utile spécifique et à une exigence d'inclinaison/rotation avec un chemin vers un devis, consultez le guide du site produit EVST pour la sélection du positionneur de soudage EVST d'un à trois axes. Pour choisir entre un positionneur et d’autres machines de manutention, lisez positionneur de soudage vs plateau tournant vs manipulateur. Pour la cellule de soudage robotisée complète, consultez notre guide du robot de soudage et le guide de sélection des cellules. Pour les questions d'approvisionnement, le service commercial EVST est joignable via la page de contact.
À propos de l'auteur :L'équipe éditoriale d'EVST écrit sur la robotique industrielle et la fabrication intelligente pour les ingénieurs et les responsables des opérations évaluant des projets d'automatisation. EVST (EVS TECH CO., LTD), fondée à Chengdu en 2018, a réalisé plus de 600 projets d'automatisation et est expédiée dans plus de 100 pays, avec la certification de qualité automobile IATF 16949 et les certifications tierces CE/SGS/TUV pour les familles de produits QJAR, robot collaboratif, SCARA et delta.
Robot industriel
- Signaux électriques :capteurs ABB
- Quincaillerie de porte à Rockwood, Pennsylvanie
- La façon la plus propre de tondre :la découpe robotisée écologique
- Automatisation de la fabrication du verre
- Conseils de maintenance préventive pour l'automatisation du soudage
- #HowToRobot lance "Robot Expert In Your Pocket" pour les fabricants
- Les rouages du Robot Fanuc M6i
- MotoLogix :un logiciel révolutionnaire
- Vous vous occupez de machines CNC ? Voici comment le faire avec un cobot