


La valeur d'un mandrin multibroche CNC
Il peut y avoir des avantages économiques à utiliser un tour chucker pour usiner des pièces à partir d'ébauches formées créées par des processus tels que la coulée, le forgeage et le moulage par injection de métal (MIM). L'objectif de ce concept utilisant des composants de forme quasi nette est de limiter le nombre d'opérations d'ébauche et de finir la pièce avec un tournage précis. Les avantages sont multipliés avec une plate-forme de tournage de production telle qu'un tour multibroche.
Tornos, par exemple, a construit des mandrins multibroches CNC personnalisés pour répondre aux demandes spécifiques des clients. L'entreprise propose désormais deux modèles standard :le MultiSwiss 6x16 Chucker et le MultiSwiss 6x32 Chucker qui sont basés sur les modèles traditionnels alimentés en barre.
Avec le MultiSwiss 6x16 Chucker, une pièce brute est chargée pneumatiquement dans la zone de travail de la machine dans un dispositif qui la fait pivoter de 90 degrés devant la broche de la position cinq. La broche saisit alors la pièce et l'usinage commence dans le sens des aiguilles d'une montre (positions cinq, quatre, trois, deux et une), après quoi la pièce est extraite par la contre-broche et délivrée dans un bol vibrant à l'extérieur de la machine.
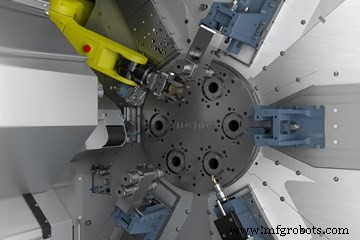
Ce mandrin multibroche comprend un robot à l'intérieur sa zone de travail pour charger les pièces brutes. Crédits photos :Tornos
De même, le MultiSwiss 6x32 Chucker présente la même cinématique que le MultiSwiss 6x32, offrant six broches, jusqu'à trois axes Y et quatre outils pour les opérations de reprise. On dit qu'il offre trois avantages clés :
- Une nouvelle conception de broche qui permet l'utilisation de différents systèmes de serrage pour les pinces à pousser, les pinces à tirer ou les mandrins. Cela signifie que des pièces de plus de 32 mm peuvent être saisies.
- Un nouveau corps de machine plus compact qui économise de l'espace au sol et permet l'intégration d'un liquide de refroidissement à travers la broche.
- Une solution robotisée intégrée à la machine pour le chargement/déchargement des pièces via un petit carrousel qui sépare la zone d'usinage de la cellule de palettisation. Cette solution modulaire est conçue pour répondre aux besoins des utilisateurs, en fonction des pièces à usiner ou des opérations à réaliser. Le déchargement à simple ou double pince par robot ou le déchargement standard avec une rampe seraient facilement réalisables.
Pour les broches principales et la contre-broche, un système de pinces est utilisé pour serrer des ébauches jusqu'à 32 mm de diamètre (rapport longueur sur diamètre de 4:1). Alternativement, un système de mandrin peut être utilisé pour des pièces plus grandes jusqu'à 50 mm de diamètre et 50 mm de long. Selon la sensibilité mécanique de la pièce, un réglage de la force est possible. Les broches ont une butée interne fixe. Aucun réglage mécanique n'est nécessaire car toutes les broches sont contrôlées par des axes indépendants qui peuvent être décalés numériquement via une table de paramètres. De plus, un rinçage basse ou haute pression est disponible pendant l'usinage ainsi que le chargement/déchargement des pièces.
Les mandrins multibroches occupent moins d'espace au sol car ils n'ont pas d'embarreur.
Le déchargement des pièces peut être effectué par la contre-broche comme avec une machine MultiSwiss ordinaire. Il peut également être réalisé à l'aide d'un robot soit hors de la broche principale (lorsqu'aucun contre-usinage n'est nécessaire) soit depuis la contre-broche (si l'utilisateur préfère la palettisation de la pièce). Pour le déchargement robotisé et la palettisation de la pièce, on utilise un carrousel pivotant qui sépare la zone de travail et la cellule de palettisation. Un deuxième robot charge et décharge ensuite les pièces du carrousel pivotant, ce qui constitue une solution plus rapide et plus propre, selon l'entreprise. Selon le temps de cycle, une double pince sur le robot peut être utilisée pour augmenter la vitesse de chargement/déchargement.
La manutention externe est rendue possible par la cellule de palettisation clé en main de Tornos, un système de palettes deux par huit ou un système de 16 palettes (600 mm par 400 mm). Pour les pièces en vrac, un système plus simple peut être utilisé :le robot peut être alimenté avec un bol d'alimentation et une solution d'extraction de pièces régulière peut être utilisée. Le nettoyage et la mesure des pièces peuvent également être intégrés.
La compacité d'une machine de serrage - rendue possible en partie parce qu'il n'y a pas besoin d'un ravitailleur de barres - signifie que les utilisateurs peuvent bénéficier d'une gamme de périphériques pour obtenir une plus grande flexibilité et autonomie. Les caractéristiques standard de la machine comprennent un système de gestion des copeaux et une pompe haute pression de réservoir d'huile avec double filtration et refroidisseur. De plus, les machines peuvent être reconverties en décolleteuse avec ravitailleur de barres, si nécessaire.

Équipement industriel
- Drew Troyer :La chaîne de valeur des équipements, partie 3
- Drew Troyer :La chaîne de valeur des équipements, 2e partie
- Drew Troyer :La chaîne de valeur des équipements, partie 1
- Partie II :La proposition de valeur dans les mises à niveau logicielles
- Partie I :La proposition de valeur dans les mises à niveau logicielles
- Faciliter le tournage CNC
- Aiguiser sans surveillance sur un mandrin vertical
- Centres de tournage CNC
- Amener la CNC au niveau supérieur sur une multibroche