


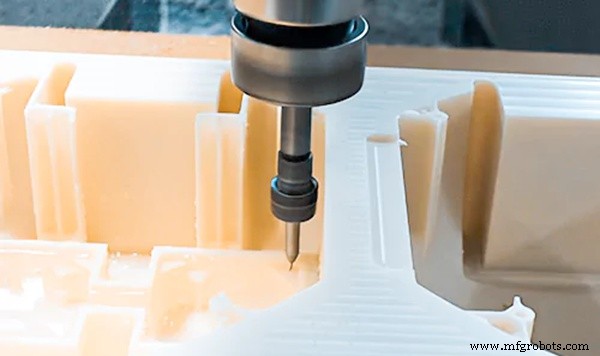
Gestion de la déformation retardée dans les pièces en plastique fraisées CNC :causes, diagnostic et prévention
Il semble bien après l'usinage, puis change plus tard

Contrairement aux métaux, les plastiques ne sont pas intrinsèquement rigides ni dimensionnellement stables. Ils présentent une réponse claire en fonction du temps qui peut se manifester longtemps après l'usinage.
Pendant la découpe CNC, une pièce peut rester dans un état d'équilibre temporaire :
- Lors de la découpe, le dispositif maintient le matériau en place.
- Une fois l'usinage terminé, la contrainte externe est libérée.
- Au fil du temps, les tensions internes commencent à se redistribuer.
De ce fait, la pièce peut se déformer progressivement d'elle-même, même en l'absence de forces extérieures.
Ce changement dimensionnel apparaît généralement sous trois formes :
- Déformation
- Retrait ou expansion dimensionnelle
- Déformation par torsion locale
Pourquoi la déformation apparaît-elle plus tard ?
Les pièces en plastique conservent souvent leur forme initiale après l'usinage, pour ensuite se décaler au cours des heures ou des jours suivants.
1. Libération des contraintes résiduelles
Les contraintes résiduelles proviennent de deux sources principales :l'historique de fabrication du matériau (par exemple, moulage par injection ou extrusion) et le processus d'usinage lui-même, qui introduit la pression de l'outil et les contraintes de surface induites par le frottement.
Pendant la découpe CNC :
- Le matériau est supprimé localement.
- L'équilibre initial du stress est perturbé.
- Les structures internes perdent leurs contraintes.
Cependant, la tension restante ne s’effondre pas immédiatement. Au lieu de cela, le matériau subit un processus de relaxation sous contrainte au cours duquel les chaînes moléculaires se déplacent et se réorganisent lentement vers un nouvel équilibre sur plusieurs heures ou jours. Les résultats typiques incluent une déformation, une torsion ou une dérive dimensionnelle locale.
2. Chaîne moléculaire « Effet mémoire »
Les polymères sont des molécules à longue chaîne. La découpe CNC à grande vitesse peut étirer, orienter ou casser partiellement les chaînes à proximité de la surface usinée, un peu comme si on étirait un ressort. Immédiatement après l'usinage, ces chaînes n'ont pas complètement répondu, de sorte que la pièce conserve temporairement sa forme. Au fil du temps et des fluctuations de température, les chaînes reviennent progressivement à leur état enroulé d'origine, provoquant un retrait ou une déformation.
3. Séquelles de la dilatation thermique
Même avec un refroidissement adéquat, la zone de découpe peut atteindre des températures proches du point de fusion du POM ou de la transition vitreuse du PMMA. La répartition de la température de la pièce est souvent inégale juste après l’usinage. Lorsqu'il refroidit complètement à température ambiante, ce qui prend parfois plusieurs heures, des changements dimensionnels peuvent se produire, en particulier dans les pièces à parois épaisses où la chaleur se dissipe plus lentement.
4. Absorption d'humidité provoquant des changements de volume
Les plastiques hygroscopiques tels que le PA absorbent l'humidité de l'air. Après l'usinage, l'humidité pénètre progressivement dans le matériau, modifiant l'espacement moléculaire et dilatant légèrement la pièce. Une absorption inégale (rapide en surface, plus lente à l'intérieur) crée une contrainte différentielle qui peut éventuellement conduire à une déformation.
5. Libération des contraintes d'usinage et de serrage
Lors de l'usinage, les pièces sont serrées avec une force importante. La contrainte du luminaire peut masquer la déformation réelle et la découpe peut introduire une contrainte résiduelle supplémentaire. Une fois la pièce retirée, les contraintes se redistribuent, la structure rebondit et les dimensions changent. Les pièces à parois minces et les grandes structures plates sont particulièrement vulnérables.
Solutions :Comment contrôler la déformation retardée ?
L'objectif n'est pas d'éliminer complètement la déformation mais de gérer la trajectoire et le taux de libération des contraintes.
1. Choisissez des matériaux à faible contrainte ou des qualités stabilisées
Privilégiez les matériaux présentant un minimum de contraintes internes ou ceux ayant subi des traitements de stabilisation, tels que :
- POM recuit
- PA stabilisée
- Niveaux PC à faible contrainte
La stabilité inhérente du matériau détermine en grande partie la limite supérieure de déformation potentielle.
2. Utiliser l'usinage symétrique étape par étape
Évitez de retirer une grande quantité de matériau d’un seul côté. Utilisez plutôt un usinage équilibré des deux côtés, un enlèvement de matière couche par couche et évitez une perte soudaine de rigidité globale. Ces approches réduisent la libération brutale du stress.
3. Prévoyez du temps pour la stabilisation des contraintes après un usinage grossier
Après une découpe grossière, laissez la pièce reposer à température ambiante pendant 12 à 24 heures avant d'effectuer les opérations de finition. Cette étape peut réduire considérablement la dérive dimensionnelle après livraison.
4. Contrôler la chaleur de coupe et les contraintes d'usinage
Optimiser les paramètres par :
- Utilisation de vitesses de broche élevées avec de faibles profondeurs de coupe.
- Éviter les outils ennuyeux.
- Surveiller et limiter l'augmentation de la température de découpe.
Ces mesures minimisent les contraintes secondaires introduites lors de l'usinage.
5. Gérer l'humidité des matériaux hygroscopiques
Pour PA et plastiques similaires :
- Stockez les pièces dans un endroit à humidité contrôlée.
- Conditionnez l'humidité si nécessaire.
- Évitez d'exposer les pièces fraîchement usinées à des environnements très humides.
Un bon contrôle de l'humidité peut grandement améliorer la stabilité dimensionnelle.
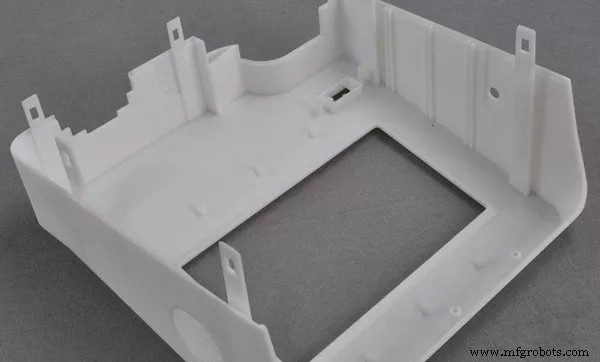
Étude de cas :Déformation retardée dans un composant structurel POM
Une pièce structurelle pour équipement automatisé nécessitait des tolérances strictes :
- Matériau :POM noir
- Taille :66 × 66 × 72 mm
- Tolérance : ISO2768‑MK
- Caractéristiques : Surfaces planes avec cavités profondes et positionnement à plusieurs trous.
- Application :positionnement de précision des assemblages.
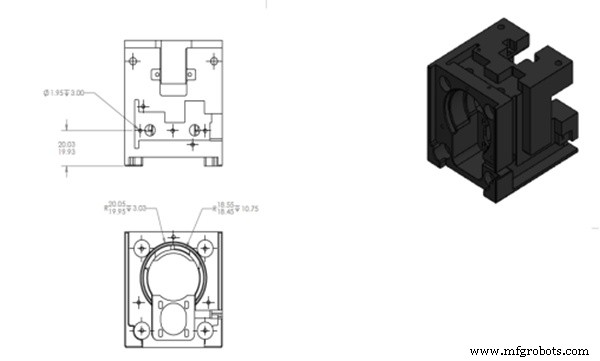
Situation initiale
L'inspection post-usinage immédiate a révélé :
- La planéité répond aux exigences.
- Précision de la position du trou dans les limites de la tolérance.
- Aucune anomalie à la livraison.
Cependant, après 24 heures :
- La structure d'ouverture a rétréci vers l'intérieur de 0,2 mm.
- L'alignement des trous a été dévié lors de l'assemblage.
- La cohérence des lots est devenue instable.
Tentatives initiales (inefficaces)
L'équipe d'ingénierie a d'abord soupçonné des problèmes d'outillage et a essayé :
- Remplacement des outils de coupe.
- Réduire la vitesse d'avance.
- Augmentation des passes de finition.
Malgré ces ajustements, la déformation persistait après 24 heures.
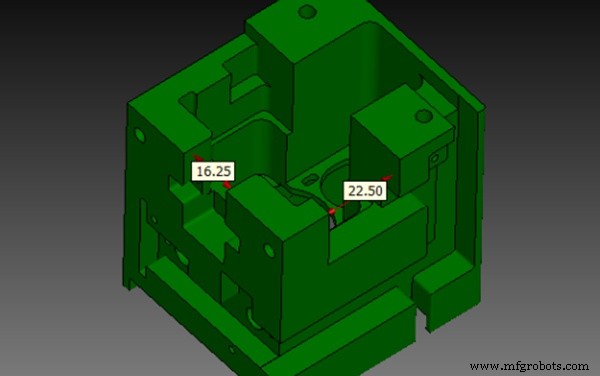
Analyse des causes profondes
Examen plus approfondi découvert :
- Contrainte interne résiduelle dans la matière première.
- Enlèvement de matière important d'un seul côté.
- Déformation masquée par le serrage du dispositif lors de l'usinage.
En effet, l'usinage n'a limité que temporairement la déformation plutôt que d'éliminer la contrainte.
Stratégie d'optimisation finale
Modifications du processus incluses :
- Passer à l'usinage double face étape par étape.
- Autoriser un repos de 24 heures après un usinage grossier.
- Utiliser de faibles profondeurs de coupe lors de la finition.
- Ajout d'une période de stabilisation finale avant l'inspection.
L'inspection finale n'a été effectuée qu'une fois la pièce stabilisée dans un environnement à température et humidité contrôlées.
Résultats finaux
Résultats post-optimisation :
- Déformation retardée presque éliminée.
- La planéité est restée inférieure à 0,1 mm.
- La cohérence des lots s'est considérablement améliorée.
Conclusion
La déformation retardée dans les pièces en plastique usinées CNC est fondamentalement un processus de relaxation des contraintes dépendant du temps plutôt qu'un problème de précision d'usinage. Les combinaisons d'atténuation les plus efficaces :
- Sélection minutieuse des matériaux.
- Stratégie d'usinage optimisée.
- Calendrier de libération du stress contrôlé.
L'objectif est de permettre aux contraintes de se libérer avant la finition finale ou l'inspection, évitant ainsi les changements dimensionnels après la livraison.
WayKen propose des services professionnels d'usinage CNC de plastique pour des composants de précision aux géométries complexes et aux tolérances serrées. Grâce à des processus optimisés, des stratégies de contrôle des contraintes et des contrôles de qualité rigoureux, nous contribuons à améliorer la stabilité dimensionnelle et à réduire le risque de déformation retardée.
commande numérique par ordinateur
- Conseils de fraisage CNC :Apprenez quand utiliser le fraisage vers le bas Vs. Fraisage arrière
- Comprendre et contourner les tolérances d'usinage CNC
- Tout ce que vous devez savoir sur le processus de la machine de mesure tridimensionnelle (MMT) et comment il améliore la fiabilité de la fabrication
- Facteurs clés influençant la précision de surface dans l'usinage CNC
- Machine CNC à bois ATC 2030 pour la production de meubles à grande échelle – Arrivée à Sydney, Australie
- La machine Haas ne fonctionne pas - Dépannage électrique
- Téléchargement gratuit des manuels des commandes CNC Sinumerik
- Macro personnalisée Fanuc Bolt Hole Circle (BHC)
- Fabrication :plus qu'un travail d'homme ; désormais, les femmes sont à l'atelier