


Réduire la complexité de l'usinage CNC :défis clés et stratégies d'optimisation éprouvées
Rainures profondes et étroites et structures avec des dégagements serrés
Les pièces telles que les dissipateurs thermiques et les corps de vanne comportent souvent des rainures profondes et étroites et des nervures à parois fines et denses pour réduire le poids et augmenter la dissipation thermique. Dans l'usinage CNC, ces fonctionnalités posent plusieurs problèmes critiques :
- Des fraises à bords longs sont nécessaires pour les fentes profondes. Lorsque le porte-à-faux de l'outil dépasse son diamètre, une déflexion élastique et un broutage peuvent se produire, entraînant des imprécisions dimensionnelles et des défauts de surface.
- L'espace limité dans les rainures étroites entrave l'évacuation des copeaux, augmentant ainsi le risque de bourrage de copeaux et de casse d'outil.
- La pénétration du liquide de refroidissement dans les zones profondes et étroites est difficile, provoquant une accumulation de chaleur qui déforme la pièce et compromet la précision.

Techniques d'optimisation
- Pendant la conception, élargissez les fentes ou réduisez la profondeur afin que le rapport diamètre de l'outil/profondeur reste dans des limites acceptables.
- Utilisez des outils à haute rigidité de petit diamètre ou des fraises à long tranchant combinés à des supports de serrage solides.
- Augmentez le débit de liquide de refroidissement ou intégrez des canaux d'évacuation des copeaux.
- Si la refonte n'est pas possible, adoptez une approche d'usinage par étapes :l'usinage d'ébauche élimine les matériaux en vrac, suivi d'un usinage de finition pour obtenir les tolérances finales.
Structures avec de petits rayons et un dégagement de coin incomplet
Les rayons d'angle intérieurs trop petits nécessitent souvent une finition par électroérosion ou manuelle. Les principaux défis sont :
- Limites de diamètre d'outil : Les coins à petit rayon nécessitent des outils minuscules, mais les cavités profondes nécessitent des outils longs dont le diamètre minimum est contraint par la rigidité.
- Résidus de trajectoire d'outil :Si le rayon de l'outil dépasse le rayon de coin spécifié, de la matière reste, créant un "nœud mort".
- Étapes supplémentaires du processus :Les coins impossibles à dégager nécessitent une EDM, ce qui ajoute des erreurs de serrage et un temps de cycle.
Techniques d'optimisation
- Augmentez le rayon interne lorsque la conception le permet, en permettant une seule passe d'usinage avec des outils standards.
- Appliquez des modèles d'alimentation en arc hélicoïdal ou circulaire dans les coins pour éviter les changements de direction brusques qui provoquent des vibrations.
- Reconcevez les zones problématiques dans les coins externes ou ajoutez des encoches de processus pour simplifier l'usinage.
Structures à parois minces
Les pièces à parois minces sont légères mais sensibles à la déformation et aux vibrations sous les forces de coupe :
- Mauvaise rigidité :Les parois minces manquent de rigidité, entraînant une déformation élastique lors de l'usinage.
- Défis de serrage :Une force de serrage excessive déforme la pièce ; une force insuffisante conduit à un positionnement instable.
- Risque de résonance :Les basses fréquences naturelles peuvent correspondre aux fréquences de coupe, dégradant ainsi la qualité de la surface.

Techniques d'optimisation
- Ajoutez des nervures ou des supports temporaires pendant la conception et supprimez-les après l'usinage.
- Utilisez des supports auxiliaires tels que des ventouses à vide ou des charges en alliage à bas point de fusion.
- Ebauche et finition séparées ; pendant la finition, utilisez des coupes légères, des vitesses de broche élevées et des avances rapides.
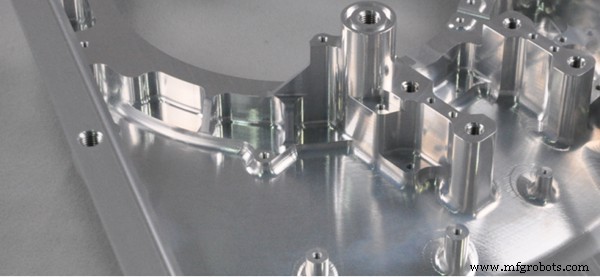
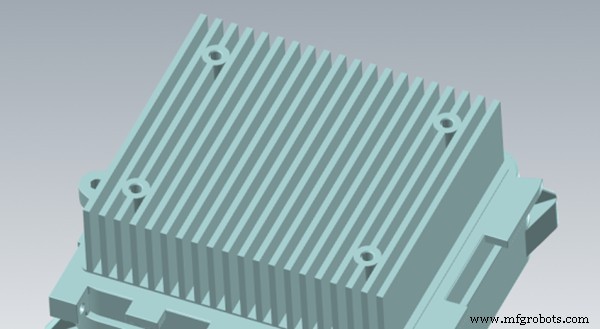
Étude de cas :Optimisation de l'usinage d'un boîtier de dissipateur thermique pour camion électrique
Le boîtier du dissipateur thermique, fabriqué en aluminium ADC12 et mesurant 159 × 135 × 67 mm, présente une structure à ailettes denses avec des rainures profondes pour dissiper la chaleur du groupe motopropulseur. L'analyse initiale a révélé plusieurs goulots d'étranglement :
Défis d'usinage liés à la conception
1. Rainures profondes et étroites déraisonnables
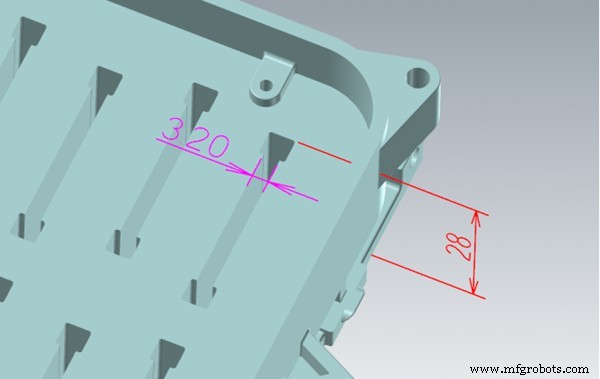
Une largeur de rainure de 3,2 mm et une profondeur de 28 mm nécessitaient une fraise à cannelure longue de 3 mm avec un porte-à-faux> 29 mm, ce qui entraînait une mauvaise rigidité, un risque élevé de casse d'outil, un temps de cycle prolongé et une difficulté à atteindre Ra1,6.
2. Rayon de coin extrêmement petit
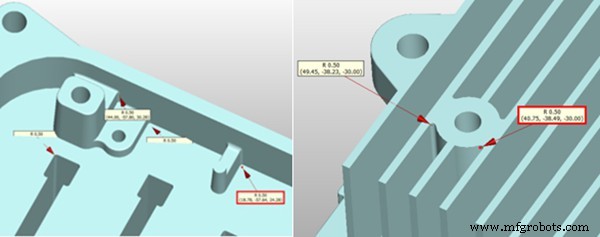
La profondeur de cavité de 28 mm nécessitait une fraise de 3 mm, mais son rayon R1,5 ne permettait pas d'usiner les coins R0,5 de la conception, laissant du matériau nécessitant un nettoyage par EDM.
3. Épaisseur de paroi locale mince
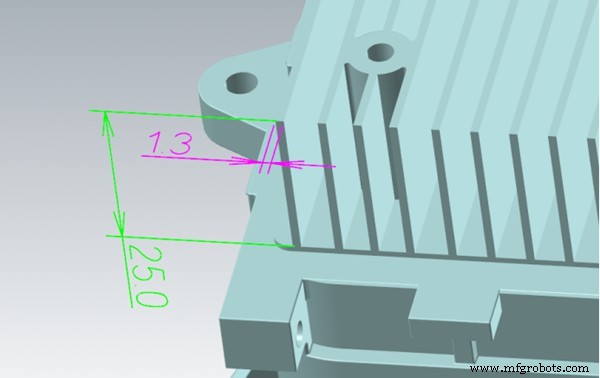
Les ailettes de seulement 1,2 mm d'épaisseur et 25 mm de hauteur étaient sujettes aux vibrations et à la déflexion pendant le fraisage, compromettant la stabilité dimensionnelle.
Plan d'usinage et résultats optimisés
1. Conception à rainures étagées
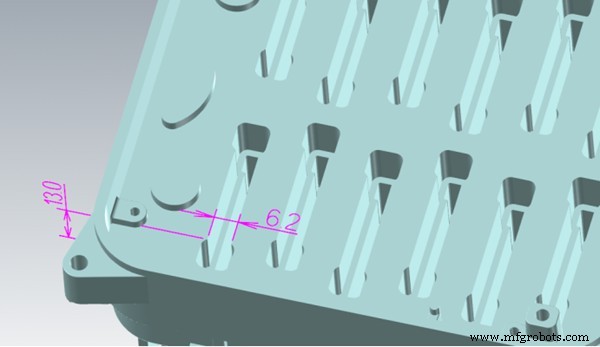
La rainure de 28 mm a été divisée :les 15 mm inférieurs ont conservé une largeur de 3 mm; les 13 mm supérieurs se sont élargis à 6,2 mm. D'abord une fraise de 6 mm usine la partie supérieure, puis une fraise de 3 mm gère la partie profonde. Chaque outil fonctionne dans un rapport longueur/diamètre sûr, permettant une multiplication par 3 des paramètres de coupe. Le temps de cycle total est passé de 2,8 h à 1,1 h et le coût de l'outillage a chuté de 60 %.
2. Rayons de coin élargis pour éliminer l'EDM
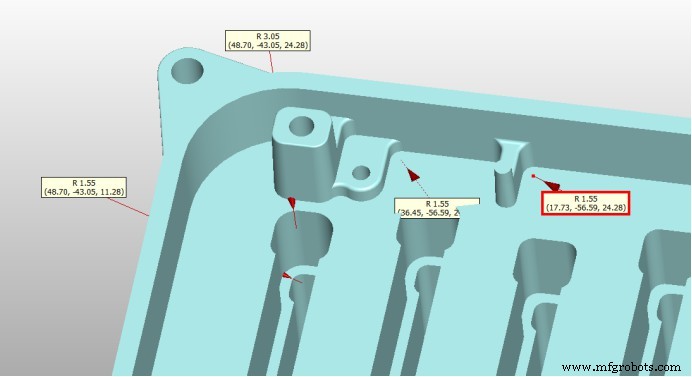
L'augmentation du rayon du fond de la cavité à R1,55 et du coin étagé à R3 a permis l'usinage direct avec des fraises à fond plat de 3 mm et 6 mm, supprimant l'étape d'électroérosion et améliorant la cohérence dimensionnelle.
3. Parois minces épaissies
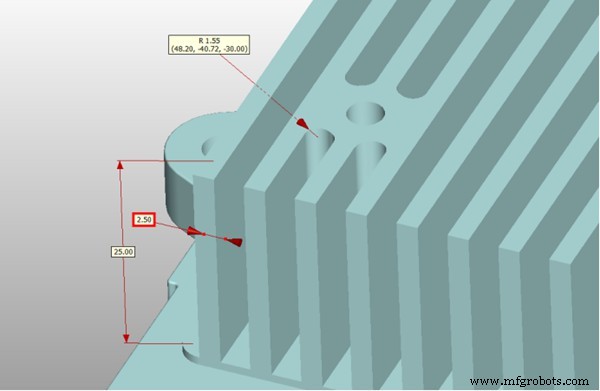
L'épaisseur de la paroi a été augmentée de 1,3 mm à 2,5 mm, supprimant la déflexion et atteignant une tolérance de ±0,05 mm.
Comparaison des performances d'usinage
| Objet | Avant | Après | Amélioration |
|---|---|---|---|
| Temps d'usinage d'une seule pièce | 6h30 | 3,2h | 51 % de réduction |
| Consommation d'outils | 8 à 10 outils/pièce | 4 à 6 outils/pièce | 40 % de réduction |
| Processus GED | Conservé | Éliminé | 2,5 heures économisées |
| Rugosité de surface | Ra1,6–3,2 | Ra0,8–1,2 | Amélioration significative |
Recommandations d'optimisation de la fabrication
- Évaluation de l'accessibilité des outils :Maintenez la profondeur de la fente inférieure à cinq fois le diamètre de l'outil pour éviter un porte-à-faux excessif.
- Sélection du rayon du congé :Concevez des coins internes avec des rayons qui correspondent aux tailles d'outils standard pour éliminer l'EDM ou la finition manuelle.
- Ajustement de la structure des ailerons :Lorsque cela est possible, remplacez les fentes profondes étroitement espacées par des configurations étagées et augmentez l'épaisseur de la paroi ou réduisez le nombre d'ailettes pour améliorer la rigidité et la faisabilité de l'usinage.
Fort d'une vaste expérience dans les géométries complexes et les tolérances serrées, WayKen propose des solutions d'usinage CNC qui intègrent le retour DFM et les stratégies avancées. Notre approche réduit les temps de cycle, les coûts d'outillage et les taux de rebut tout en garantissant des pièces cohérentes et de haute qualité.
Les conceptions mécaniques modernes reposent de plus en plus sur des structures complexes. Ignorer les limitations de l'usinage CNC peut entraîner des difficultés de traitement, des dépassements de coûts et des rebuts. En résolvant les problèmes d'accessibilité des outils, de vibrations des parois minces, d'évacuation des copeaux et de rayon de coin dès le début de la conception, seuls des ajustements mineurs peuvent entraîner des améliorations majeures en termes de fabricabilité et de rentabilité.
commande numérique par ordinateur
- Alarmes Fanuc 6 – Codes d'alarme Fanuc 6M 6T
- 4 conseils pour les débutants en fraiseuse CNC
- Fabrication verte :environnement durable et avantages en magasin
- Composants renouvelables usinés CNC avec précision pour les systèmes énergétiques à haute tolérance
- Aluminium pour l'usinage CNC :Connaître les avantages, les inconvénients et les alliages
- Maîtriser la maintenance des machines CNC :conseils d'experts, informations et listes de contrôle PM
- Découpeuse laser 1 390 CO₂ abordable – Livraison fiable à ElPaso, États-Unis
- Machine de gravure sur bois CNC 1325 ATC avec dispositif rotatif – Abordable, fiable, livrée à Miami
- Routeurs CNC 101 :Maîtriser la découpe de précision pour les débutants