


La mécanique secrète des fraises à grande avance
Une fraise en bout à grande avance est un type d'outil de fraisage à haute efficacité (HEM) avec un profil d'extrémité spécialisé qui permet à l'outil d'utiliser l'amincissement des copeaux pour augmenter considérablement les vitesses d'alimentation. Ces outils sont conçus pour fonctionner avec une profondeur axiale extrêmement faible afin que l'action de coupe ait lieu le long du bord incurvé du profil inférieur. Cela permet à quelques phénomènes différents de se produire :
- Le faible angle d'attaque entraîne le transfert axial de la majeure partie de la force de coupe vers la broche. Cela équivaut à moins de déviation, car il y a beaucoup moins de force radiale poussant la fraise hors de son axe central.
- Le profil incurvé étendu du bord inférieur provoque un effet d'amincissement des copeaux qui permet des vitesses d'alimentation agressives.
Le faible angle d'attaque d'une fraise à grande avance
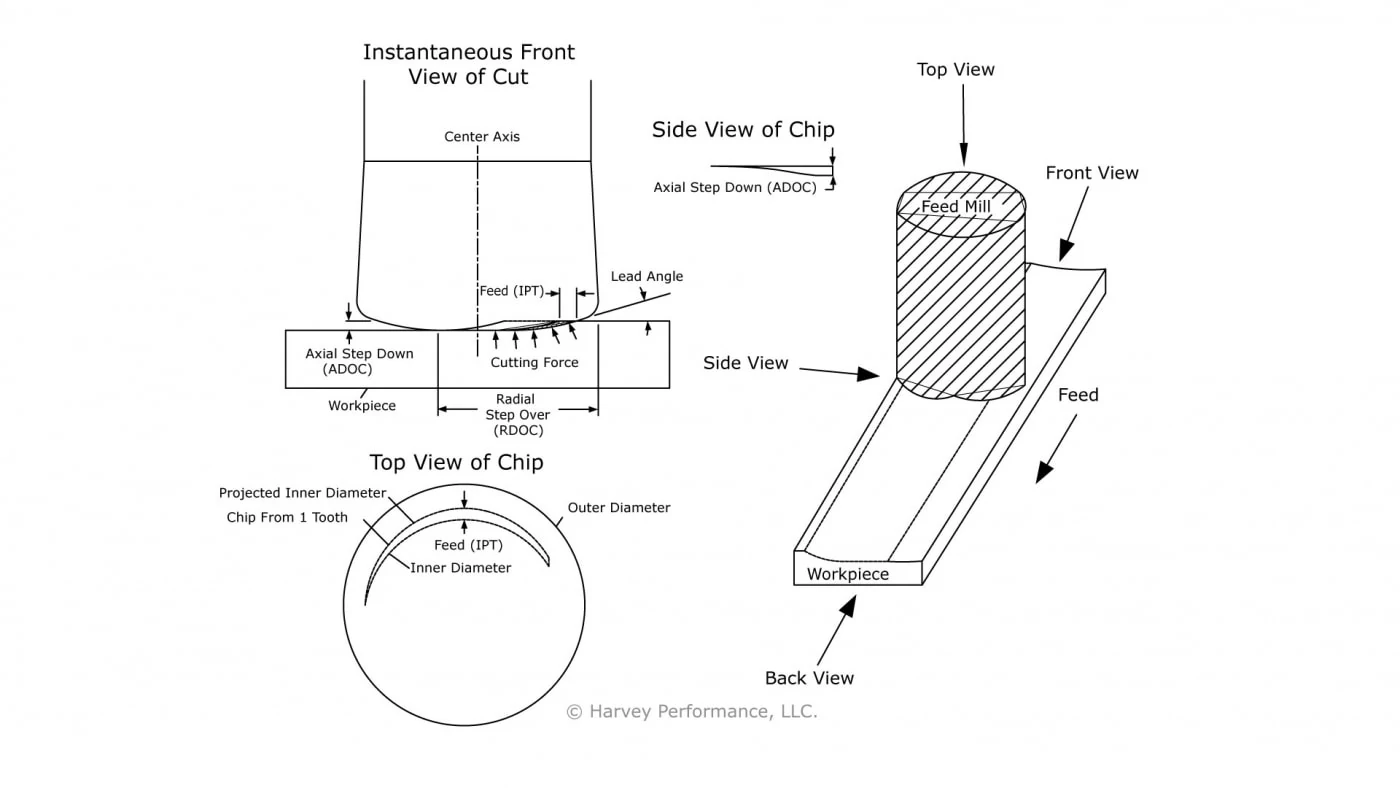
Comme le montre la figure 1 ci-dessous, lorsqu'une fraise en bout à grande avance est correctement engagée dans une pièce, le faible angle d'attaque, combiné à une faible profondeur de coupe axiale, transfère la majorité de la force de coupe vers le haut le long de l'axe central de l'outil. Une faible force radiale permet d'utiliser des portées plus longues sans les effets néfastes du broutage, ce qui entraînera une défaillance de l'outil. Ceci est avantageux pour les applications nécessitant une faible force radiale, telles que l'usinage de parois minces ou le contournage de poches profondes.
Les usines d'alimentation ont des taux d'alimentation agressifs
La figure 1 représente également un instantané instantané de la puce en cours de formation lorsqu'elle est engagée dans une trajectoire d'outil d'ébauche appropriée. Remarquez comment la puce (marquée par des lignes diagonales) s'amincit à mesure qu'elle s'approche de l'axe central de l'outil. Cela est dû à la géométrie incurvée du bord inférieur. Du fait de ce phénomène d'amincissement des copeaux, l'avance de l'outil doit être augmentée pour que l'outil soit activement engagé dans la coupe et ne frotte pas contre la pièce. Le frottement augmente la friction, ce qui augmente le niveau de chaleur autour de la zone de coupe et provoque une usure prématurée de l'outil. Étant donné que cet outil nécessite une charge de copeaux accrue pour maintenir une arête de coupe viable, l'outil a reçu le nom de « broyeur à grande avance ».

Autres phénomènes dus à la géométrie incurvée du bord inférieur
La géométrie incurvée du bord inférieur sanctionne également les actions suivantes :
- Un rayon programmable ajouté à une trajectoire d'outil FAO
- Formation de pétoncles lors des opérations de dressage
- Coupes de formes différentes créées lors des applications de rainurage, par rapport à l'ébauche HEM
Rayon programmable
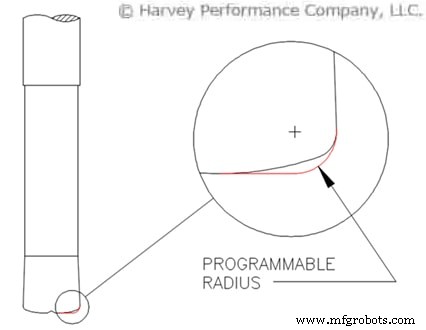
Les fraises en bout à grande avance de Helical Solutions ont une conception de bord inférieur à double rayon. Pour cette raison, le profil exact ne peut pas être facilement programmé par certains logiciels de FAO. Par conséquent, un rayon théorique est utilisé pour permettre une intégration facile. Programmez simplement une trajectoire d'outil arrondie et utilisez le rayon théorique (voir ci-dessous dans la figure 2) du tableau des dimensions comme rayon d'angle.
Gestion des pétoncles
Un pétoncle est une cuspide de matière laissée par les outils de coupe aux profils incurvés. Les trois principaux facteurs qui déterminent la hauteur et la largeur des pétoncles sont :
- Profondeur de coupe axiale
- Profondeur de coupe radiale
- Courbure du bord inférieur ou angle d'attaque
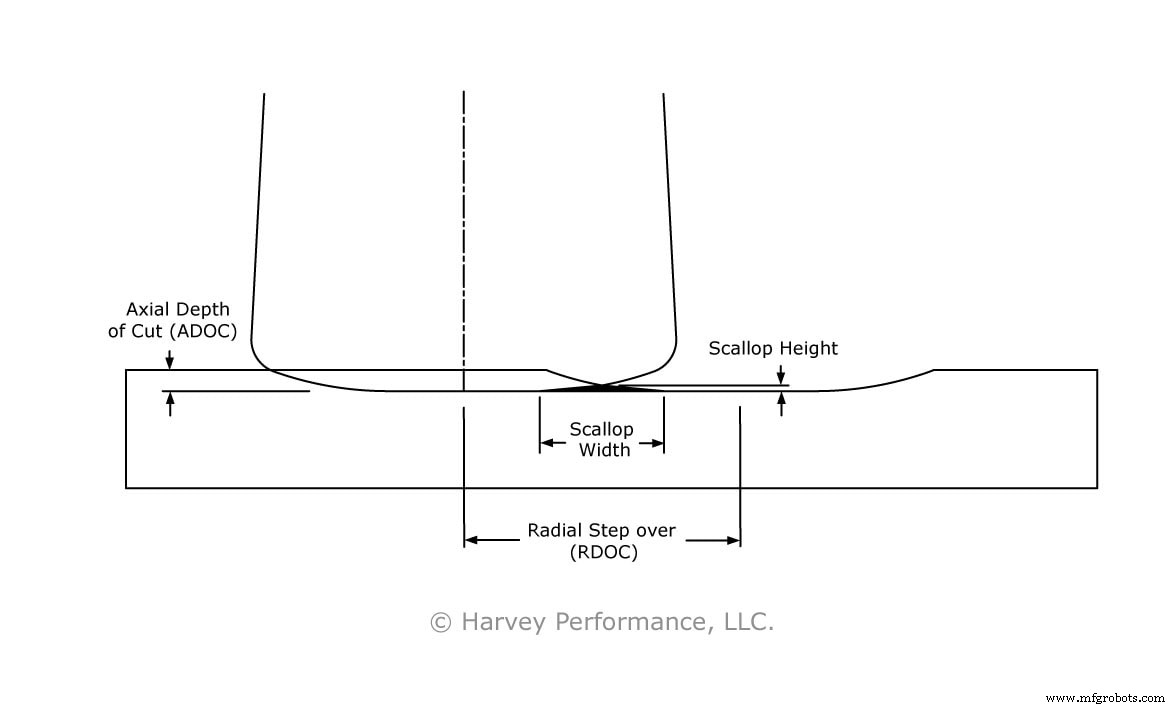
La figure 3 ci-dessous est une représentation du profil de feston d'une coupe d'ébauche typique avec un pas radial de 65 % et une profondeur de coupe axiale de 4 %. La région ombrée représente le feston qui reste après 2 passes d'ébauche et qui est parallèle à la trajectoire de l'outil.
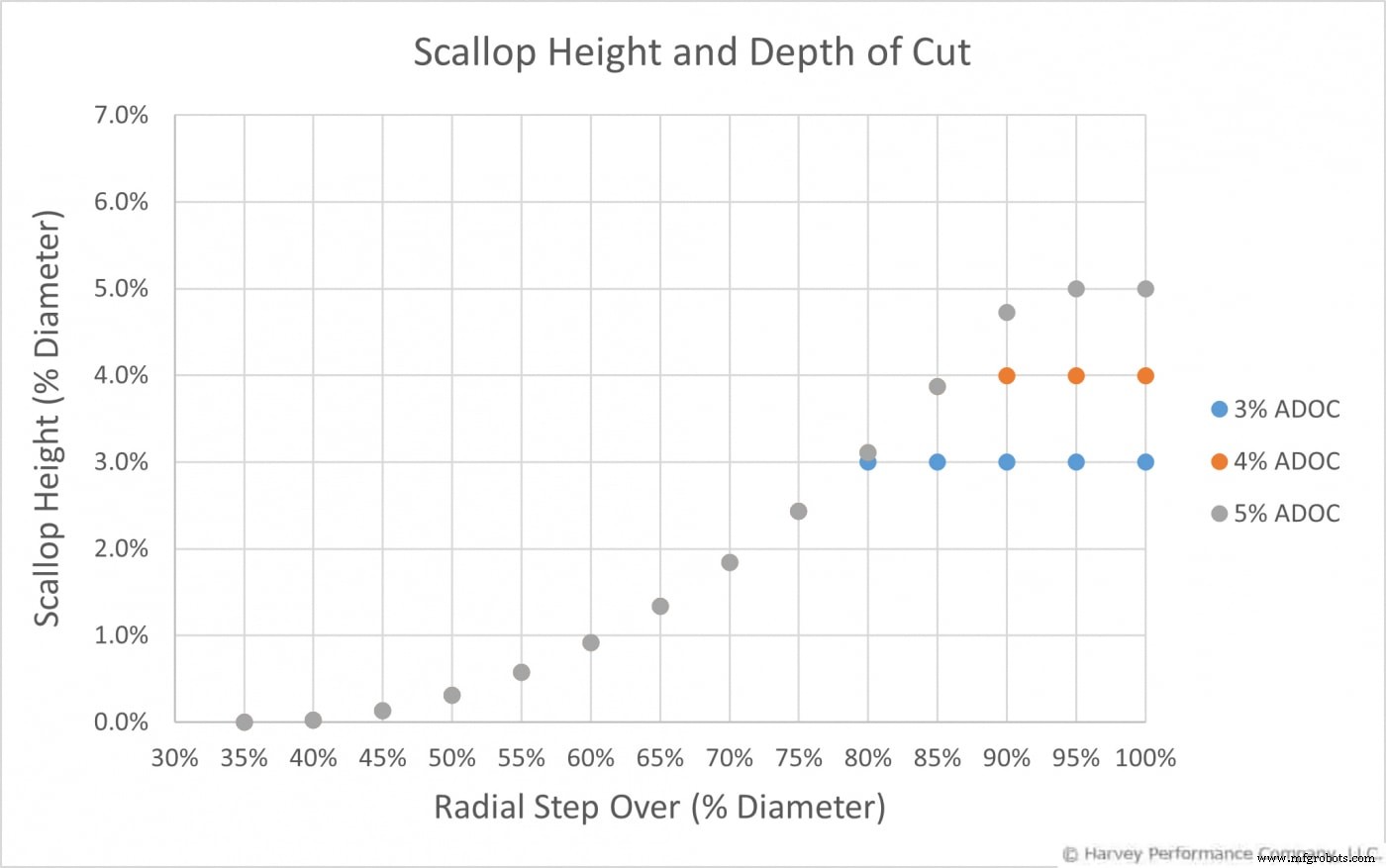
Les figures 4 et 5 montrent les effets de la profondeur radiale et axiale des coupes sur la hauteur et la largeur des pétoncles. Ces chiffres doivent être considérés dans le contexte de la figure 3. Le pourcentage par diamètre est utilisé plutôt que les unités de mesure standard pour montrer que cet effet peut être prédit à n'importe quelle taille d'outil. La figure 4 montre qu'un feston commence à se former lorsque l'outil est programmé pour avoir un pas radial compris entre 35 % et 40 %. La hauteur augmente de manière exponentielle jusqu'à ce qu'elle soit maximisée à la profondeur de coupe axiale. La figure 5 montre qu'il existe une relation linéaire entre le pas radial et la largeur du feston. Aucune relation n'est observée entre la largeur du feston et la profondeur de coupe axiale tant que l'ADOC et le rayon de courbure de l'arête de coupe inférieure restent cohérents.
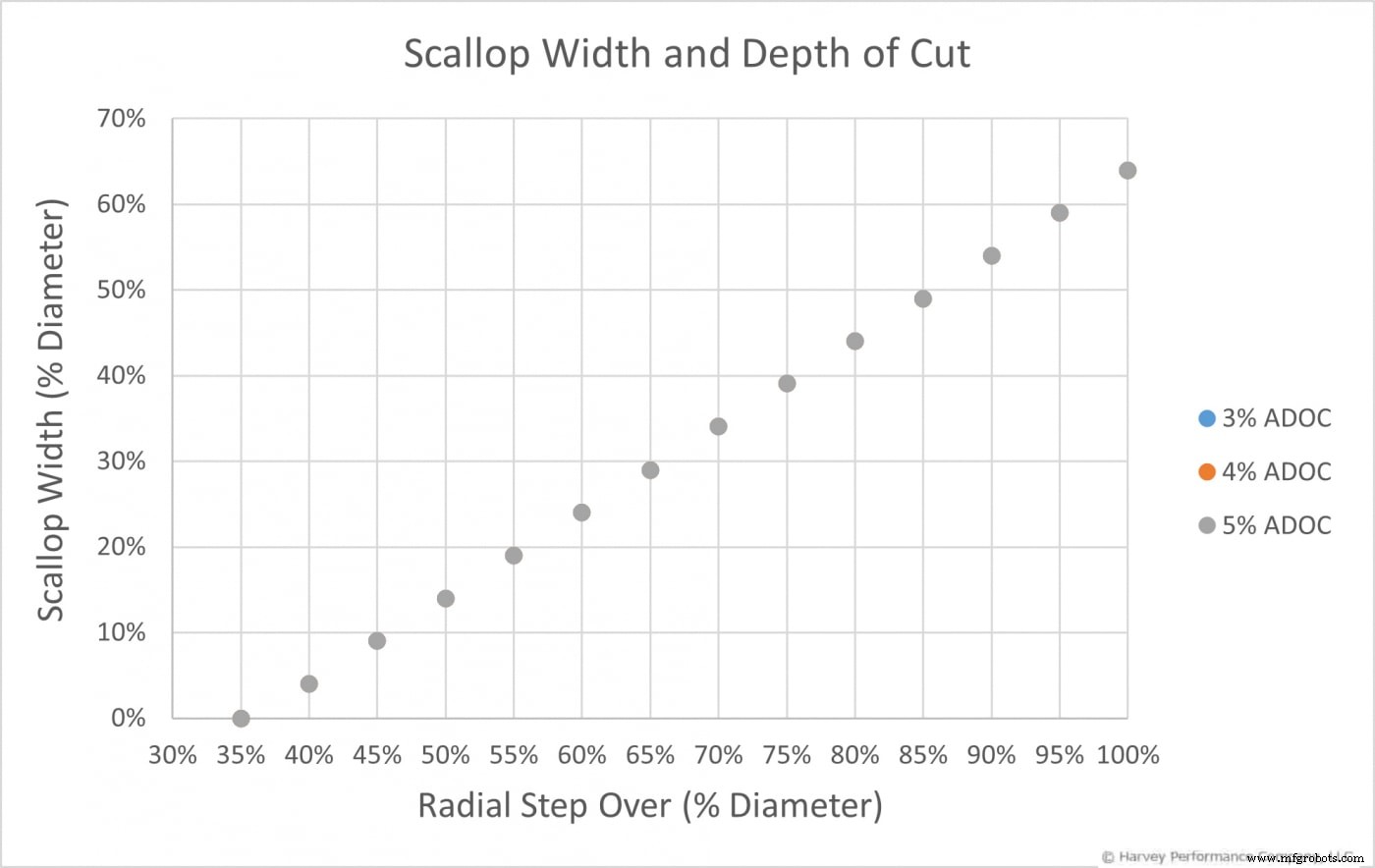
À partir des graphiques des figures 4 et 5, nous obtenons les équations suivantes pour les dimensions des pétoncles.
Remarques concernant ces équations :
- Ces équations ne s'appliquent qu'aux fraises en bout à grande avance Helical Solutions
- Ces équations sont des approximations
- L'équation de la hauteur du feston est imprécise une fois la profondeur de coupe axiale atteinte
- RDOC est en termes de pourcentage de diamètre (0,55 x diamètre, 0,65 x diamètre, etc…)
Courbure du bord inférieur des fraises à grande avance
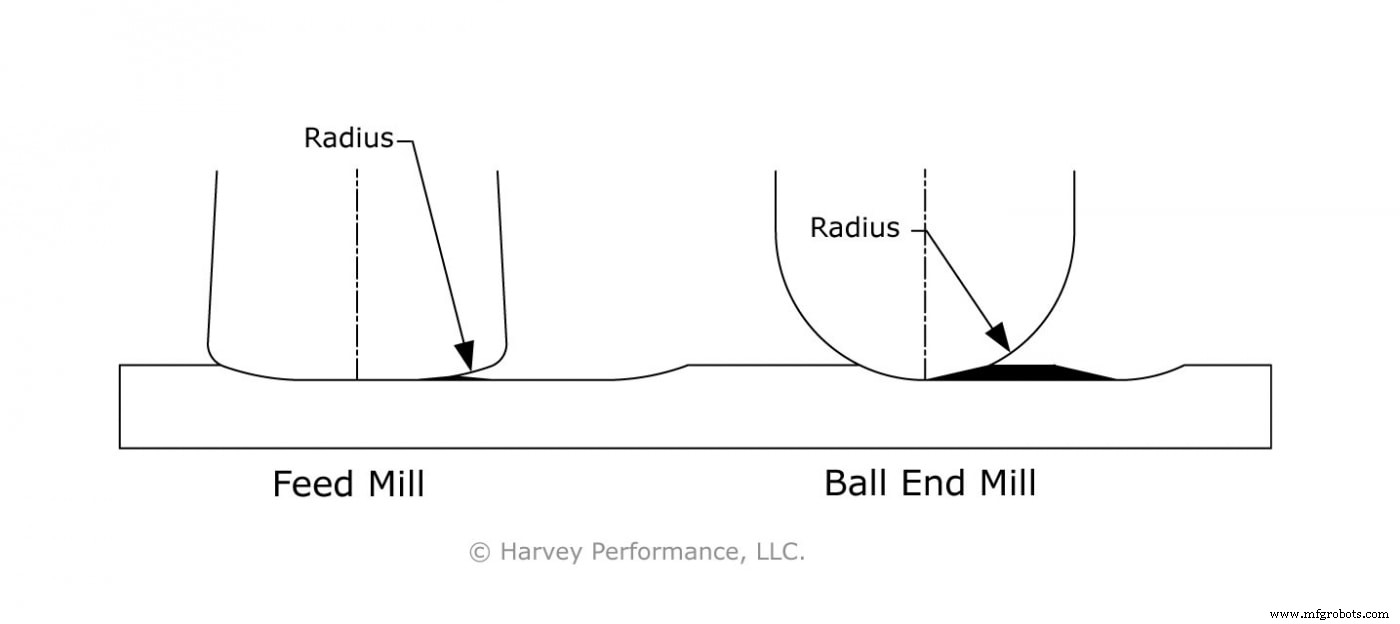
Plus le rayon de courbure est petit, plus la hauteur de la coquille Saint-Jacques est grande. Par exemple, le grand rayon partiel de l'arête de coupe inférieure de la fraise en bout à grande avance Helical Solutions laissera un feston plus petit par rapport à une fraise en bout sphérique programmée avec la même trajectoire d'outil. La figure 6 montre une comparaison côte à côte d'une fraise sphérique et d'une fraise à grande avance avec la même profondeur de coupe radiale et axiale. La largeur et la hauteur des festons sont sensiblement plus grandes pour la fraise boule car elle a un rayon de courbure plus petit.
Fente complète
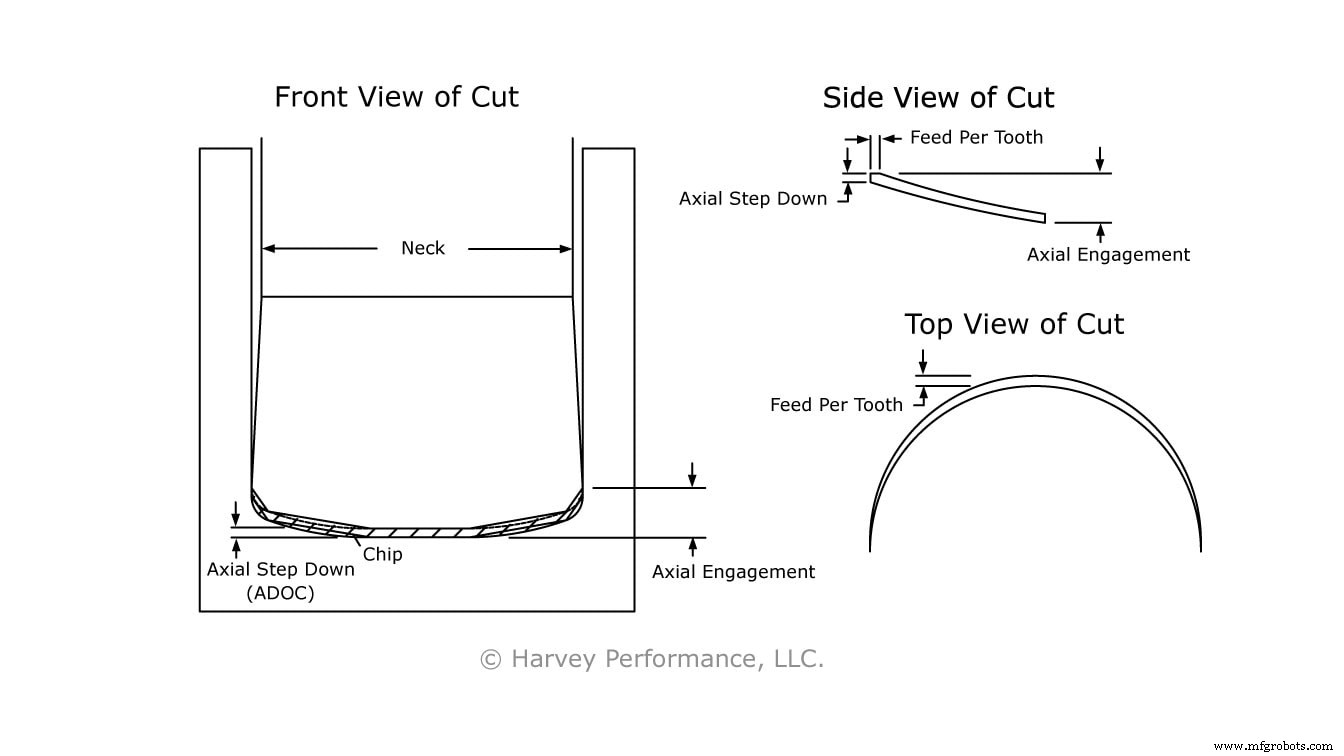
Lors du rainurage, la vitesse d'avance doit être considérablement réduite par rapport à l'ébauche car une plus grande partie de l'arête de coupe inférieure est engagée. Comme le montre la figure 7, la réduction axiale n'équivaut pas à l'engagement axial. Une fois engagée dans une fente pleine, la puce prend une forme complexe. Lorsque vous regardez la puce de côté, vous pouvez voir que l'outil ne coupe pas l'intégralité de l'engagement axial à un moment donné. La puce suit le contour de la fente découpée sous la forme du bord inférieur de l'outil. En raison de ce phénomène, la puce plonge jusqu'au point le plus bas de la fente, puis remonte jusqu'au point le plus élevé d'engagement axial le long du côté. Cela crée un long copeau fin qui peut obstruer les petites vallées de cannelure de l'outil, entraînant une défaillance prématurée de l'outil. Ce problème peut être résolu en diminuant le taux d'alimentation et en augmentant la quantité de liquide de refroidissement utilisé dans l'opération.
En résumé, le profil incurvé du bord inférieur de l'outil permet des vitesses d'avance plus élevées lors du fraisage à grande avance, en raison de l'effet d'amincissement des copeaux qu'il crée avec son faible angle d'attaque. Ce faible angle d'attaque répartit également les forces de coupe axialement plutôt que radialement, réduisant ainsi la quantité de broutage qu'une fraise en bout normale pourrait subir dans les mêmes conditions. Les machinistes doivent cependant faire attention car le bord inférieur incurvé permet également la formation de festons, nécessite un rayon programmable lors de l'utilisation de certains packages CAM et rend le rainurage pas aussi productif que les opérations d'ébauche.
commande numérique par ordinateur
- pour arrêter de casser les fraises en bout
- Quel est le meilleur outil pour couper la tôle ?
- L'histoire des aléseuses
- Vespel® :le matériau aérospatial
- Guide de dépannage de la fraise en bout et du fraisage
- Introduction au fraisage à haut rendement
- Comment optimiser les résultats lors de l'usinage avec des fraises miniatures
- Comment prolonger la durée de vie de votre fraise en bout
- Ce que vous devez savoir sur la fraise à insérer