


14 Chapitre 5 :Rectifieuse plane
OBJECTIF
Après avoir terminé cette unité, vous devriez être en mesure de :
• Identifier la rectifieuse de surface.
• Identifier les procédures.
• Décrire les procédures d'habillage de la roue.
• Décrire le test de sonnerie.
• Décrivez le remplacement de la meule.
• Décrire la procédure de sélection de la meule.
• Énumérez les principaux abrasifs avec leurs domaines généraux de meilleure utilisation.
• Répertoriez les liens principaux avec les types d'application où ils sont le plus utilisés.
• Identifiez par numéro de type et nom, à partir de croquis non marqués ou de roues réelles.
• Interpréter les marques de forme et de taille de meule ainsi que cinq symboles de base d'une spécification de meule dans la description de la meule.
• Compte tenu de plusieurs travaux de meulage courants et standard, recommandez l'abrasif, la taille de grain approximative, la qualité et le liant appropriés.
Le Surface Grinder est principalement utilisé dans le processus de finition. C'est un outil très précis qui utilise une meule fixe, abrasive et rotative pour raser ou finir une surface métallique maintenue en place par un étau. Cet étau, qui fait partie d'une table ou d'un chariot, est déplacé d'avant en arrière sous la meule abrasive. La rectifieuse plane peut couper l'acier en morceaux ne dépassant pas 18" de long par 6" de haut par 8" de large. La table du broyeur est également magnétique, ce qui aide à maintenir le matériau immobile. Ces aimants peuvent être basculés au moyen d'un levier situé sur la face avant de la meuleuse. Cet instrument a une coupe maximale de 0,005 pouce et une coupe minimale de 0,005 pouce. Le mouvement de la meuleuse peut être un mouvement automatique, de va-et-vient, ou déplacé manuellement selon les besoins.
Précautions de sécurité
Outre les règles de sécurité habituelles de l'atelier d'usinage, voici quelques conseils sur la façon d'utiliser cette machine en toute sécurité :
• Portez toujours des lunettes de sécurité car cette machine peut envoyer des copeaux dans toutes les directions.
• Attendez toujours que la roue atteigne sa vitesse maximale avant de l'utiliser, car il peut y avoir
• Si vous avez les cheveux longs, vous devez les garder attachés afin qu'ils ne se coincent pas dans la machine.
• Ne frappez jamais la meule contre le matériau car cela pourrait provoquer des défauts dans la meule, ce qui pourrait entraîner une perte d'intégrité et elle pourrait voler en éclats.
• Assurez-vous toujours que la protection est en place au-dessus de la meule, car cela protège l'utilisateur des copeaux qui sont retirés du matériau.
• Assurez-vous toujours que le matériau est solidement fixé en place.
• Assurez-vous toujours que la table magnétique est propre avant de placer du matériau dessus, car les copeaux peuvent rayer votre matériau ou même faire glisser le matériau sur la roue que vous utilisez avec la meuleuse.
• Assurez-vous que la meuleuse dispose d'un bouton marche/arrêt à portée de main de l'opérateur.
• Vérifiez la meule avant de la monter. Assurez-vous qu'il est correctement entretenu et en bon état de fonctionnement.
• Suivez les instructions du fabricant pour le montage des meules.
• Gardez la face de la roue habillée uniformément.
• Assurez-vous que le protège-meule recouvre au moins la moitié de la meule.
• Limez toutes les bavures sur la surface de travail placée sur le mandrin magnétique.
• Nettoyez le mandrin magnétique avec un chiffon, puis essuyez-le avec la paume de votre main.
• Placez un morceau de papier légèrement plus grand que la pièce au centre du mandrin.
• Positionnez le travail sur le papier et mettez sous tension le mandrin magnétique.
• Vérifiez que le mandrin magnétique a été activé en essayant de retirer la pièce du mandrin.
• Vérifiez que la meule dégage le travail avant de démarrer la meuleuse.
• Faites tourner une nouvelle meule pendant environ une minute avant d'engager la meule dans le travail.
• Attendez que la roue atteigne la vitesse maximale avant de l'utiliser car il peut y avoir des défauts invisibles dans la roue.
• Tenez-vous d'un côté de la meule avant de démarrer la meuleuse.
• Coupez le liquide de refroidissement avant d'arrêter la roue pour éviter de créer une condition de déséquilibre.
• Gardez la surface de travail exempte de déchets, d'outils et de matériaux.
• Gardez le sol autour du broyeur propre et exempt d'huile et de graisse.
• Utilisez un système d'évacuation de ventilation approprié pour réduire l'inhalation de poussières, de débris et de brouillards de liquide de refroidissement. Les systèmes d'échappement doivent être conçus et entretenus de manière appropriée.
• Suivez les procédures de verrouillage lors des travaux de maintenance.
Procédure d'utilisation
• La première étape de l'utilisation de la rectifieuse plane consiste à s'assurer que le matériau que vous souhaitez façonner peut être utilisé dans la rectifieuse. Les matériaux tendres tels que l'aluminium ou le laiton obstrueront la meule abrasive et l'empêcheront de fonctionner efficacement, et il faudra alors la nettoyer. Ce processus est expliqué dans la section Maintenance. La taille maximale d'un matériau que la meuleuse peut usiner est de 18" de long sur 8" de large sur 6" de haut.
• L'étape suivante consiste à s'assurer que le matériel est sécurisé. Cela se fait à l'aide d'un étau, puis en engageant la pince magnétique. Une fois le matériau sécurisé, il doit être positionné manuellement sous la meule abrasive. Cela se fait en tournant les roues de longitude et de latitude situées à l'avant de la meuleuse. La meule elle-même peut être légèrement déplacée pour obtenir le matériau dans la position parfaite.
• Ensuite, la machine peut être démarrée. Il doit atteindre la vitesse maximale avant d'essayer de l'utiliser pour des raisons de sécurité. Si la roue fonctionne correctement, utilisée manuellement lorsqu'un travail très précis doit être effectué.

Figure 1. Rectifieuse de surface Chevalier
Habillage de la roue
1. Placez la meule diamantée sur le lit.
2. Gardez le dresseur de diamants à ¼ de pouce à gauche du centre de la meule.
3. Verrouillez la commode sur le lit en activant le mandrin magnétique.
4. Mettez la machine sous tension en tournant l'interrupteur sur la position "ON". Appuyez ensuite sur le bouton vert pour démarrer la broche.
5. Déplacez la meule vers le bas à l'aide du volant vertical de la table jusqu'à ce qu'elle entre à peine en contact avec le dresseur.
6. Éteignez la machine après avoir touché la commode.
7. Rallumez la machine. Pendant que la meule tourne, abaissez la meule vers le bas dans la direction Z jusqu'à ce qu'elle forme un petit panache de poussière.
8. Une fois le petit panache de poussière réalisé, faites un aller et retour le long de l'axe Y. Arrêtez la machine lorsque le dresseur a effectué un passage en avant et en arrière.
9. Lors de l'arrêt de la machine, assurez-vous que la dresseuse est à environ ½ pouce de la roue.
10. Vérifiez la roue pour voir si elle est propre. Sinon, répétez les étapes 8 et 9.
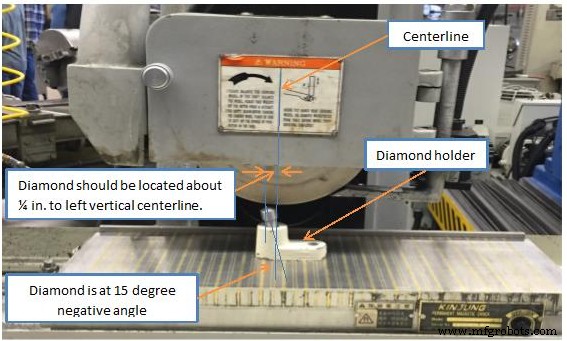
Figure 2. Dressage de la roue
Test de sonnerie
Les meules doivent être inspectées et « ring-testées » avant d'être montées pour s'assurer qu'elles sont exemptes de fissures ou d'autres défauts. Les roues doivent être tapotées doucement avec un instrument léger et non métallique. Une roue stable et en bon état donnera une tonalité métallique claire ou un "sonnerie".
Exécution du test de sonnerie :
Assurez-vous que la roue est sèche et exempte de sciure ou d'autres matériaux qui pourraient atténuer le son de la sonnerie.
Vous aurez besoin d'un objet en plastique dur ou en bois dur, comme le manche d'un tournevis ou d'un autre outil, pour effectuer le test. Utilisez un maillet en bois pour les outils plus lourds. N'utilisez pas d'objets métalliques.
- Suspendez la meule sur une goupille ou un arbre qui s'insère dans le trou afin qu'elle soit facile à tourner, mais ne bouchez pas la meule sur la meuleuse. Si la roue est trop grande pour être suspendue, posez-la sur une surface dure et propre.
- Imaginez un fil à plomb vertical jusqu'au centre de la roue.
- Appuyez sur la roue à environ 45 degrés de chaque côté de la ligne verticale, à environ 2,5 cm du bord de la roue. (Les grandes roues peuvent taper sur le bord plutôt que sur le côté de la roue.)
- Tournez la roue de 180 degrés pour que le bas de la roue soit maintenant sur le dessus.
- Appuyez à nouveau sur la molette d'environ 45 degrés de chaque côté de la ligne verticale.
- La roue réussit le test si elle donne une tonalité métallique claire lorsqu'elle est tapotée aux quatre points. Si la roue semble morte à l'un des quatre points, elle est fissurée. Ne l'utilisez pas.
Remplacement de la meule
- Ouvrez le carter de roue. Si le carter de roue est très serré, cela peut nécessiter une paire de clé à douille, une clé et un maillet en caoutchouc.
- Retirez la plaque métallique sur le dessus en desserrant les vis qui la maintiennent au boîtier de roue.

Figure 3. Retirez la plaque métallique et le carter de roue
3. Derrière la roue, sur la broche, il y a un trou. Insérez la clé à accolade sur le côté droit à l'arrière de la broche. La clé à accolade doit pouvoir s'insérer dans le trou.
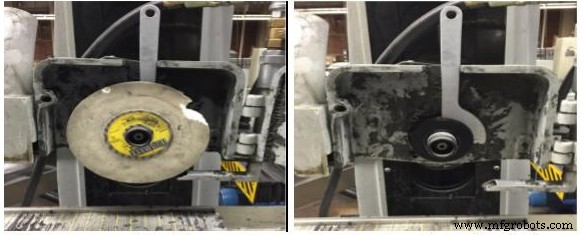
Figure 4. Fixez la clé dans le trou Figure 5. Retirez la meule
4. Insérez la clé dans les deux trous à l'avant de la roue. Lorsque vous desserrez la roue de l'axe de la roue, tourner à droite se desserrera et tourner à gauche se resserrera. 5. Frappez la clé en forme de triangle avec un maillet en caoutchouc pour desserrer la roue. 6. Pour mettre une nouvelle meule, inversez la procédure. Tourner la clé en forme de triangle vers la gauche la resserrera. Lors de l'installation de la roue, assurez-vous que la clé est du côté gauche et non du côté droit. Tournez la clé en forme de triangle à la main et, lorsque cela n'est plus possible, utilisez le maillet en caoutchouc. 7. Retirez la clé de l'arrière de la broche. 8. Revissez la plaque sur le dessus du carter de roue. 9. Fermez le carter de roue et serrez le bouton.
Procédure de meulage
- Assurez-vous que la roue appropriée pour le stock est utilisée. Il existe différentes meules pour l'aluminium, l'acier inoxydable et le titane.
- Nettoyez le lit avant de placer la pièce dessus. Cela évitera les interférences avec le mandrin magnétique.
- Placez des parallèles magnétiques autour de la pièce pour vous assurer que la pièce ne se déplace pas pendant le meulage.
- Activez le mandrin magnétique pour fixer les pièces sur le lit.
- Ajustez la position du plateau et de la selle pour centrer la crosse sous la roue.
- Abaissez la meule d'un pouce au-dessus de la pièce.
- Take a piece of paper and place it between the wheel and the stock. Move the paper back and forth while simultaneously lowering the wheel until the paper is no longer able to move to zero the z-axis. See figure 1.
- Zero the z-axis of the workpiece by setting the dial on downfeed handwheel to 0 inches. See figure 2.
- Lock the table Longitudinal stoke setting block so that there is about an inch of overtravel at each end of the table stroke.
- Adjust the table position so the wheel sits about an inch to the right of the workpiece.
- Lower the wheel to the desired depth of grinding. There should be a maximum downfeed of 0.001 inch per pass.
- Ensure the wheel is not in contact with the workpiece before turning the main power on. Press the green button to turn the spindle on and turn the coolant switch on.
- Grind the stock by making passes left to right along the x-axis.
- Once the first strip of the workpiece has been sufficiently ground, turn the y-axis handwheel half a turn clockwise.
- Grind another strip of the workpiece from left to right along the x-axis.
- Repeat until the workpiece is fully ground, then repeat all of the previous steps for the other side.

Figure 6. Setting the z axis Figure 7. Setting downfeed
Grinding Wheel
Select the grinding wheel:
Keep in mind that a grinding wheel is a form of cutting tool, and except in the case of wheel for general purpose grinding, the abrasive, grit size, grade and structure, bond type should be selected to fit the particular job on which the wheel is to be used, just as a cutter, drill or tap is selected for its specific job.
To select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. There are:
1. Grinding wheel manufactures instruction.
2. Material to be ground and its hardness.
3. Amount of stock to be removed and finish required.
4. Are of grinding contact.
5. Severity of the grinding operation.
6. Wheel speed.
7. Feed rate
8. Operating technique.
Suggestions:
1. First consider the material to be ground and its hardness. These effect the choice of abrasive, grift size, and grade or hardness of the wheel.
- Aluminum oxide are best for steels, while Silicon carbide abrasives are better suited to grinding cast iron, nonferrous metals and nonmetallic materials.
- A relatively fine grit size works best on taking heavier cuts can be used advantageously on soft and ductile materials that are readily penetrated.
- The hardness of the material to be ground also affects choice of the wheel grade or hardness. A harder grade can be used on soft, easily penetrated materials than on hard materials which naturally tend to dull the wheel faster. The softer grades release the dull grains more readily to present new, sharp grains to the work.
2. Second factor, in selecting a wheel in the amount of stock to be removed and the finish required. These affect the choice of grift size and bond as follows:
- A relatively coarse grit size is selected for rapid stock removal without regard for finish as rough grinding; a fine grift should be used where a high finish is desired.
- Vitrified bonded wheels are generally used where a commercial finish satisfactory. The organic bonds, resinoid, rubber and shellac, produce the highest finish.
3. The area of grinding contact between the wheel and the work affects the choice of grift size and grade.
- A coarse grift is required when the contact area is relatively large, as in surface grinding with cup wheels, cylinders or segments, to provide adequate chip clearance between the abrasive grains. As area of contact becomes smaller and the unite pressure tending to break down the wheel face becomes greater, finer grit wheels should be used.
- As to the grade or hardness, on large area of contact a soft grade will provide normal breakdown of the wheel, insuring continuous, free-cutting action. A harder grade, on the other hand, is needed to stand up under the increasingly higher unit pressure as the area of contact becomes smaller.
4. The severity of the grinding operation affects the choice of abrasive and grade.
- A tough abrasive like 4A Aluminum Oxide should be used for rough, heavy duty grinding of steel.
- The milder abrasives like 32 and 38 Aluminum Oxide are best for lighter precision grinding operations on steels and semisteels, while the intermediate 57 and 19 Aluminum Oxide abrasives are used for precision and semiprecision grinding of both mild and hard steels.
- The severity of the grinding operation also influences the choice of grade. Hard grade provide durable wheels for rough grinding such as snagging, while medium and softer grade wheels can be used for precision type operations which are less severe on the wheel.
5. The speed at which the grinding wheel is to be operated often dictates the type of bond.
- Vitrified bonded wheels should not be used at speeds over 6,500 s.f.p.m. With few exceptions, when the speed exceeds this figure, resinoid, rubber or shellac bonded wheels should be used. Note, the safe operating speed shown on the tag, wheel or blotter must never be exceeded.
6. Feed rate
- The higher the feed rate, the greater the grinding pressure is. If the grinding speed of workpiece must be increased, the feed rate will be increased, then the wear of the wheel will be faster. Therefore a harder grinding wheel is required.
- A standard wheel marking system is used for the identifying five major factors in grinding wheel selection:
- Type of abrasive
- Grit size
- Grade or hardness
- Structure
- Bond
First Symbol:Type of Abrasive
A wheel marked A 60-J8V indicates the following:
A – Fused aluminum oxide
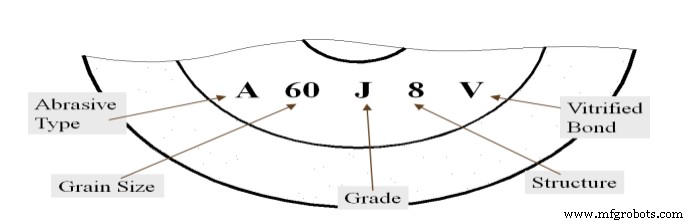
Figure 8:Grinding Wheel Marking
Second Symbol:Grit Size
The following scale can be used to determine grit:

Third Symbol:Grade of Hardness
- Hardness grade is a measure of bond strength of the grinding wheel.
- Bond material holds abrasive grains together in the wheel.
- The stronger the bond, the harder the wheel.
- Hardness grade is a measure of bond strength of the grinding wheel.
A to G are softer.
H to P are more medium grades.
R to Z are harder.
Fourth Symbol:Structure
- Structure, the spacing of the abrasive grains in the wheel is indicated by numbers.
1 is a dense structure.
8 is a more medium structure.
15 is an open structure.
Fifth Symbol:Bond
- Bond is identified by letter according to the following:
- V – Vitrified
- B – Resinoid
- R – Rubber
- E – Shellac
- M – Metal
Standard grinding wheel marking example:
1- A – 305 X 25 X 127 WA 46 K 8 V 7N 2000m/min
FROM(WHEEL TYPE):1(Straight-plain)
FACE:A
SIZE:Dia. (D) X Width(W) X Bore(H)
ABRASIVE TYPE:WA (See Figure 2)
GRAIN SIZE:46 (See Figure 2)
GRADE:K (See Figure 2)
STRUCTURE:8 (See Figure 2)
BONE TYPE:V (See Figure 2)
MAKER CODE:7N
MAX. RPM:2000m/min.
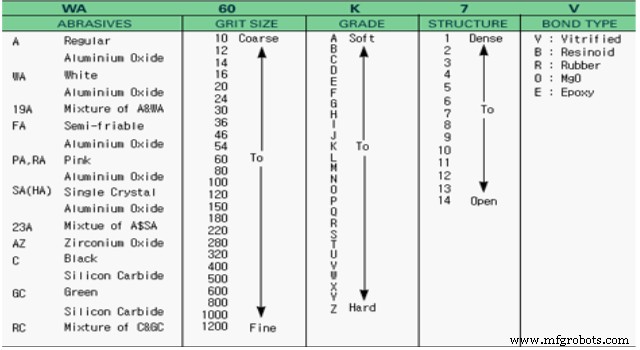
Figure 9:Grinding Wheel Selection Chart
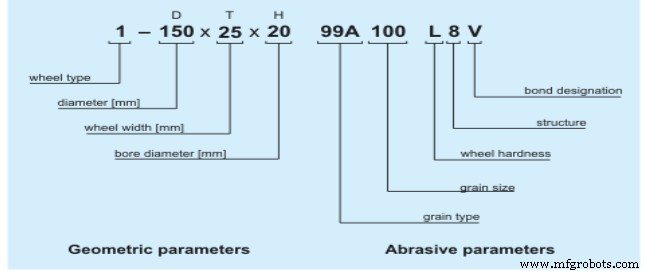
Figure 10:Grinding Wheel Selection Chart
UNITS TEST
1. Please list five Safety Precautions.
2. Please list five main parts of the surface grinders.
3. What is a diamond wheel dresser?
4. When Dressing the Wheel how far Diamond dresser should be located to the left of the center of the wheel?
5. What is a Ring Test?
6. How do you Performing the ring test?
7. When select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. Please list five out of eight factors.
8. Aluminum oxide grinding wheel are best for what?
9. A standard wheel marking system is used for the identifying factors in grinding wheel selection. Please all five major factors?
10. A wheel marked WA 80-L9B, Please indicates the following.
Chapter Attribution Information
This chapter was derived from the following sources.
Grinding and Buffing derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
Technologie industrielle
- Finition de surface de moulage de précision
- 12 Chapitre 3 :Perceuse à colonne
- Rectifieuse plane rotative et qualité de traitement
- Meulage de surface à l'ancienne
- Introduction à la rectifieuse plane PLC
- Introduction et guide détaillés de la rectifieuse de surface
- Quatre types de rectifieuses et leurs utilisations
- Comment tirer le meilleur parti de votre meuleuse plane de table
- Un guide rapide sur la rectifieuse de surface à colonne