


Livre blanc : Comprendre les forces dans le broyage par fluage pour réduire les coûts et améliorer la cohérence
L'un des principaux avantages du meulage à alimentation lente est la combinaison d'un enlèvement rapide de matière avec la possibilité de générer une surface meulée de précision sur des matériaux difficiles à meuler. Typiquement, le meulage en plongée se traduit par une épaisseur de copeau non déformée inférieure par rapport au meulage de surface, améliorant ainsi la finition de surface de la pièce et réduisant l'usure de la meule. Cependant, cet avantage s'accompagne de quelques inconvénients. Les applications de meulage à alimentation lente ont tendance à consommer plus de puissance et à avoir des forces plus élevées. Par conséquent, cela nécessite des broches plus puissantes et des machines et des montages plus robustes que les applications de rectification plane traditionnelles.
Lors du développement de nouvelles applications de meulage à avance lente, la prise en compte des forces de meulage peut être bénéfique pour garantir une conception de montage, des pressions de serrage et un support de pièce adéquats. Ils influencent également les spécifications des roues et les conditions de traitement. Cet article mettra en évidence certaines des forces de base qui peuvent être calculées dans la rectification lente et se terminera par un exemple d'application.
Forces dans le broyage par fluage
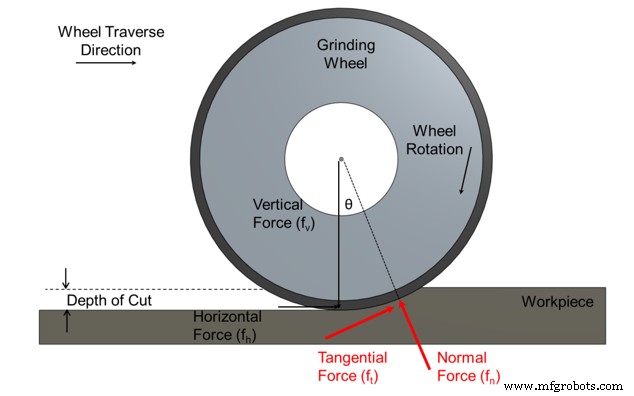
Envisagez une simple mouture à alimentation lente 2D, comme illustré à la Figure 1 . Dans cette application, deux forces primaires agissent sur la roue :la force tangentielle et la force normale. La force normale (fn) est la force appliquée perpendiculairement à la zone de contact entre la meule et la pièce, et la force tangentielle (ft) est la force appliquée parallèlement à la zone de contact entre la meule et la pièce. L'amplitude et la direction des forces de meulage déterminent les exigences de conception en matière de fixation, de serrage de la pièce et de rigidité du système. La direction de ces forces est une considération particulièrement importante pour les processus où le point de tangence entre la meule et la pièce peut changer pendant le processus de meulage, ce qui entraîne un changement de direction des forces de meulage, par exemple dans les opérations de meulage 5 axes.
La force tangentielle est la force nécessaire pour maintenir la vitesse de la meule lorsqu'elle est en prise avec la pièce sous les forces de frottement et de coupe données. C'est la somme des forces de coupe abrasives (c'est-à-dire les forces nécessaires pour enlever la matière) et des forces de frottement entre les grains, les copeaux et le liant de meule. La force tangentielle est influencée par le pouvoir lubrifiant du liquide de refroidissement, le tranchant de la meule, la densité du grain abrasif, les propriétés du matériau de la pièce et le profil de la meule.
Il est possible de calculer les forces tangentielles (Ft ) agissant sur la meule en rectification lente de deux manières. Le premier provient directement de la puissance de la broche de meulage et de la vitesse de la meule, comme indiqué :

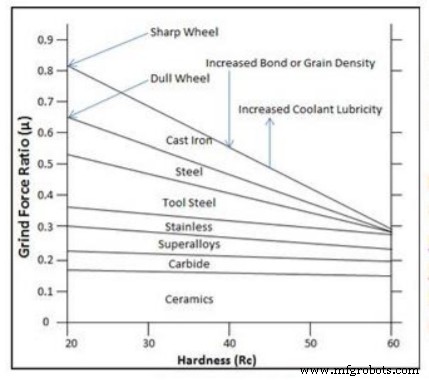
Où la puissance est en Hp, Ft est en lbf , Vs est la vitesse de la roue (en sfpm) et 33000 (lb*ft/min/hp) est le facteur de conversion. Au point de contact, les forces normales et tangentielles sur la roue sont égales et opposées aux forces agissant sur la pièce, de sorte que ces équations peuvent également être utilisées pour calculer les forces sur la pièce. Une fois la force tangentielle connue, la force normale peut être estimée par le rapport du coefficient de frottement de meulage. Le graphique de la Figure 2 montre le coefficient de frottement de meulage en fonction de la dureté pour plusieurs matériaux. La majorité des superalliages et aciers à haute résistance ont un coefficient de frottement de meulage compris entre 0,25 et 0,40.
Une fois μ et Ft sont connues, la force normale peut être estimée par l'équation :
Une deuxième méthode pour mesurer la force tangentielle consiste à utiliser un dynamomètre et à mesurer les forces verticales et horizontales pendant le meulage. Ensuite, connaissant l'angle du vecteur de force normale (θ - voir Figure 1 ), les forces normales et tangentielles peuvent être calculées à partir des équations suivantes :
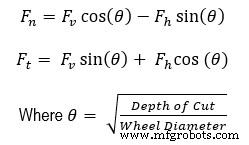
Il est important de noter que les forces normales et tangentielles dans la rectification lente ne sont pas les mêmes que les forces verticales et horizontales, respectivement. Bien que cela puisse être utile dans un environnement de type laboratoire, ce n'est pas souvent pratique dans le meulage de production et donc la méthode alternative pour calculer fn et ft sera probablement utilisé plus souvent.
Mesurer la puissance
Afin de calculer avec précision Ft , la puissance de la broche de meulage doit être connue. Il est fortement recommandé d'utiliser un contrôleur de puissance et de le connecter directement au système d'entraînement de la broche. Cela garantira que la puissance de broyage n'est pas influencée par des sources externes telles que des pompes de liquide de refroidissement ou d'autres mouvements d'axes de machine. Norton utilise plusieurs systèmes de surveillance de l'alimentation de pointe combinés à un logiciel LabVIEW personnalisé pour surveiller la puissance de la broche en temps réel pendant le meulage. Un exemple du système est illustré à la Figure 3 .
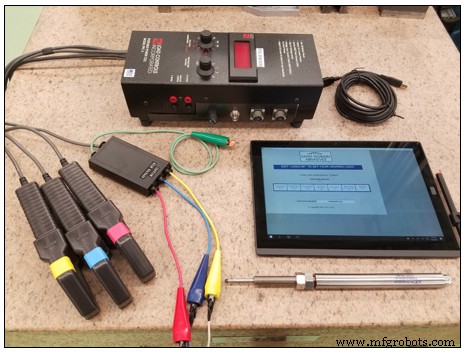
Ce système utilise les entrées de courant et de tension de l'entraînement de la broche pour calculer et tracer la puissance de meulage en temps réel. À partir de ce graphique, la puissance de meulage au ralenti, maximale et moyenne ainsi que le temps de traitement peuvent tous être mesurés et utilisés pour déterminer les forces tangentielles et normales, ainsi que des informations telles que les énergies de coupe et de meulage spécifiques du processus. Ces valeurs peuvent être utilisées pour mieux comprendre le comportement dépendant du temps du processus et mettre en évidence les interactions microscopiques dominantes dans l'application de broyage.
Pour continuer à lire ce livre blanc dans son intégralité, téléchargez un PDF ici.
Technologie industrielle
- Guide de gestion des coûts du cloud d'entreprise :comprendre et réduire les coûts
- Stylo et papier vs logiciel de maintenance :la meilleure méthode pour réduire les temps d'arrêt
- Guide de compréhension du Lean et Six Sigma pour la fabrication
- Livre blanc :Préparer votre entrepôt pour les robots
- Tournage, rectification et serrage pour la fabrication de haute précision
- Livre blanc :Résoudre la pénurie de main-d'œuvre ? Embrassez la génération Y et la génération Z
- Acier inoxydable :les meilleurs produits pour la coupe, le meulage et la finition
- Livre blanc :Gaging portatif sans fil intégré pour l'atelier
- Surewerx Traction Insights :Comprendre et réduire les glissades et les chutes est simple comme bonjour