


Différence entre le soudage A-TIG et le soudage FB-TIG
Le soudage Tungsten Inert Gas (TIG) est un procédé de soudage à l'arc populaire dans lequel un arc électrique est constitué entre une électrode de tungstène non consommable et la pièce. Il s'agit d'un processus fiable et économique pour assembler efficacement et de manière permanente des pièces métalliques avec ou sans l'utilisation de métal d'apport. Outre sa capacité à produire des joints sains, l'apparence splendide du cordon de soudure rend ce processus extrêmement acceptable dans diverses applications allant des domaines structurels aux domaines aérospatiaux. Malgré de nombreux avantages, il est limité par la profondeur de pénétration maximale réalisable. En utilisant un ensemble optimal de paramètres et toutes les conditions favorables, il peut atteindre une pénétration maximale de 3,5 mm en un seul passage. Ainsi, l'assemblage de composants plus épais nécessite une préparation des bords et plusieurs passes, ce qui prend du temps et affecte donc la productivité globale.
Variantes de soudage au tungstène sous gaz inerte (TIG)
Une pénétration limitée suscite l'intérêt de la recherche sur ce sujet et le résultat est l'émergence de quelques variantes de soudage TIG qui montrent une amélioration remarquable de la profondeur de pénétration réalisable. Le soudage au gaz inerte au tungstène activé (A-TIG) et le soudage au gaz inerte au tungstène lié au flux (FB-TIG) sont deux de ces variantes qui utilisent un flux d'activation approprié pour améliorer diverses caractéristiques du soudage TIG conventionnel. Ces procédés sont également appelés soudage TIG assisté par flux car ils nécessitent obligatoirement une couche de flux d'activation sur les composants à assembler.
Activer le flux et son application sur une surface métallique
Dans les deux cas, une fine couche (d'une épaisseur généralement inférieure à 50 µm) de flux d'activation est appliquée sur la surface du matériau de base avant le soudage. Un tel flux d'activation comprend un grand nombre d'oxydes et d'halogénures de métaux tels que l'oxyde de titane (TiO2 ), silice (SiO2 ), oxyde de chrome (Cr2 O3 ), carbonate de magnésium (MgCO3 ), oxyde de magnésium (MgO), dioxyde de manganèse (MnO2 ), oxyde de calcium (CaO), oxyde d'aluminium (Al2 O3 ), dioxyde de zirconium (ZrO2 ), etc. Un mélange homogène de ces flux dans différentes proportions est également utilisé.
Un tel flux est d'abord mélangé avec de l'acétone pour former une solution pâteuse, puis appliqué sur la surface du métal-mère soit manuellement à l'aide d'une brosse douce, soit automatiquement à l'aide d'un système mécanisé. Le rapport de mélange n'est pas important car l'acétone est très volatile et donc ce rapport ne restera pas constant même pendant l'application de la couche de flux sur le métal. Cependant, le maintien de l'uniformité de l'épaisseur du revêtement de flux est un facteur crucial pour obtenir un soudage sans défaut. Après l'application du revêtement de flux, le soudage est effectué exactement de la même manière que dans le cas du soudage TIG conventionnel. Tous les paramètres de processus restent les mêmes, sauf que la tension en circuit fermé augmente légèrement dans certains cas (ce changement est généralement négligeable).
Soudage au gaz inerte au tungstène activé (A-TIG)
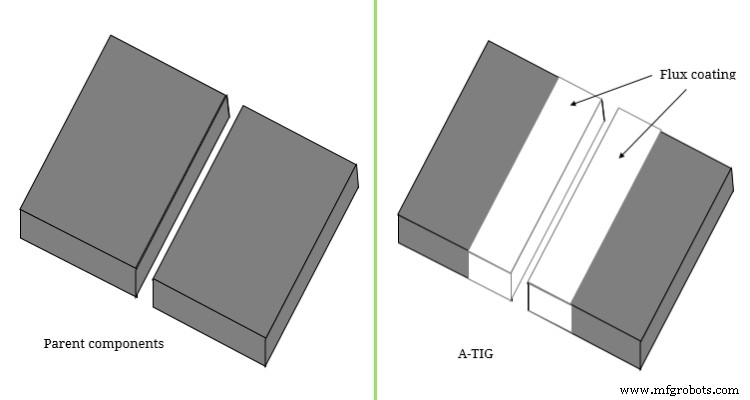
Bien que A-TIG et FB-TIG suivent le même principe mentionné ci-dessus, ils diffèrent sur la position d'application du flux d'activation sur les métaux-mères. Dans le soudage au gaz inerte au tungstène activé (A-TIG), le flux est appliqué à la surface de contact du métal de base et autour de celui-ci. Habituellement, les flus sont appliqués jusqu'à une largeur d'environ 4 mm à partir de la surface de contact à travers l'espace racinaire de chaque côté. Donc, ici, le flux se situe juste en dessous de l'arc pendant le soudage. Une couche typique de flux sur le métal de base pour le soudage A-TIG est illustrée schématiquement ici.
Soudage au gaz inerte au tungstène lié par flux (FB-TIG)
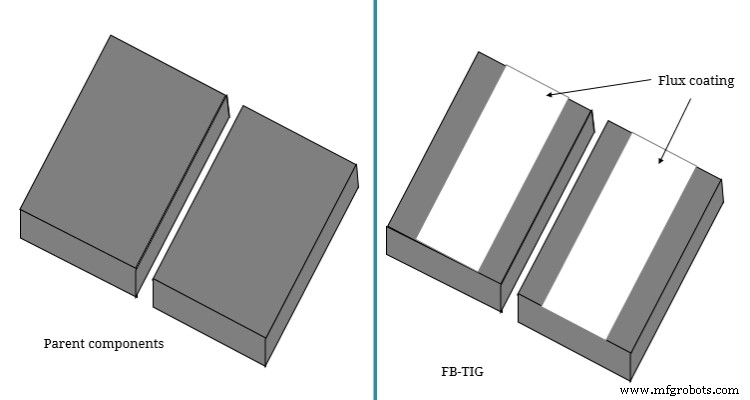
Dans le soudage au gaz inerte au tungstène lié par flux (FB-TIG), aucun flux n'est appliqué sur la surface de contact et autour de celle-ci ; au lieu de cela, il est appliqué sur la surface supérieure du métal de base en maintenant un petit espace après l'écart de racine. Donc, ici, le flux ne se situe pas juste en dessous de l'arc électrique pendant le soudage. Le flux d'activation, la méthode d'application sur la surface métallique et la procédure de soudage restent exactement les mêmes avec le soudage A-TIG. La seule différence réside dans la position où le flux est appliqué. Cependant, les deux présentent une amélioration palpable de la profondeur de pénétration réalisable. Une couche typique de flux sur le métal de base pour FB-TIG est schématiquement illustrée ici.
Avantages offerts par A-TIG et FB-TIG par rapport au TIG conventionnel
Diverses recherches ont révélé que l'utilisation d'un tel flux peut apporter de nombreux avantages par rapport au soudage TIG conventionnel. A-TIG et FB-TIG fournissent des résultats similaires et donc leurs avantages sont également les mêmes par rapport à un conventionnel. Leurs avantages sont listés ci-dessous.
- Profondeur de pénétration améliorée : L'utilisation d'un flux d'activation conduit à un arc rétréci qui augmente la densité thermique de l'arc. De nombreux partisans ont affirmé que l'inversion de l'effet Marangoni provoque une telle augmentation de la pénétration. Le soudage TIG assisté par flux donne généralement une pénétration dans la plage de 6 à 9 mm; cependant, avec l'utilisation de paramètres optimaux, une pénétration aussi profonde que 11 mm peut également être obtenue en un seul passage. Cela indique une augmentation d'environ 3 fois de la pénétration par rapport au procédé de soudage TIG conventionnel.
- Cordon de soudure étroit : L'arc rétréci entraîne également un cordon de soudure étroit. Cela présente certains avantages indirects comme une déformation plus faible, moins de zone affectée par la chaleur (HAZ), etc. La HAZ est considérée comme un point faible dans le joint de soudure car ses propriétés métallurgiques sont gravement affectées par le chauffage à l'arc et une HAZ plus étroite est toujours souhaitable.
Une comparaison scientifique entre le soudage au gaz inerte au tungstène activé (A-TIG) et le soudage au gaz inerte au tungstène lié par flux (FB-TIG) est fournie dans cet article. L'auteur vous suggère également de parcourir les références suivantes pour une meilleure compréhension du sujet.
- Babu et al. (2016); Développement d'un procédé de soudage sous gaz inerte au tungstène lié par flux pour assembler des alliages d'aluminium ; Journal américain de génie mécanique et industriel ; Vol. 1 (3); p. 58-63.
- Saha et al. (2018); Enquête sur l'effet du flux d'activation sur le soudage sous gaz inerte au tungstène de l'acier inoxydable austénitique en utilisant la polarité AC ; Journal de soudage indien ; Vol. 51 (2).
Technologie industrielle
- Différence entre l'entraînement par chaîne et l'entraînement par engrenage
- Différence entre la transmission par courroie et la transmission par chaîne
- Différence entre le processus de tournage et le processus de fraisage
- Différence entre l'usinage et le meulage
- Différence entre le soudage au gaz inerte métallique et le soudage au gaz actif métallique
- Différence entre le soudage du coup droit et du revers
- Quelle est la différence entre l'industrie 4.0 et l'industrie 5.0 ?
- Quelle est la différence entre la fabrication de métaux et le soudage de métaux ?
- Quelle est la différence entre la fabrication métallique et le soudage ?