


Déformation de l'impression 3D. Des solutions simples et des moyens de l'éviter !
Si vous avez utilisé une imprimante 3D, il est fort probable que vous ayez subi une déformation de l'impression 3D.
Le gauchissement est l'un des problèmes les plus courants que vous pouvez rencontrer dans l'impression 3D et est très frustrant. Heureusement, certaines mesures aideront à résoudre et à éviter le problème, ce qui conduira à des modèles plus performants.
Les échecs d'impression sont inévitables dans l'impression 3D, mais avec la maîtrise des paramètres corrects pour votre imprimante 3D, vous pouvez éliminer la déformation grâce à diverses techniques.
Les paramètres de votre imprimante 3D dépendent entièrement du matériau que vous utilisez comme matériau d'impression et de son état.
Avoir le savoir-faire pour jongler avec les paramètres, en tenant compte de tous les facteurs pouvant entraîner une déformation 3D, conduira sans aucun doute à des résultats d'impression impressionnants et corrigera la déformation dans le processus.
Qu'est-ce que la déformation de l'impression 3D ?
Le gauchissement peut être considéré comme une légère altération de la conception originale prévue après l'impression. Dans certains cas, il peut être extrême que l'intégralité de l'impression soit rendue inutile et détruite. Pour de meilleurs résultats, vous devez vérifier les impressions.
Étant donné que le gauchissement est détecté après le processus d'impression, de nombreux matériaux peuvent être perdus, ce qui entraîne une augmentation des coûts de production.
Il n'y a aucun moyen de revenir au gauchissement après qu'il se soit produit; jeter est la seule option. Dans ce guide, nous parlerons des causes de la distorsion et des différentes façons de l'éviter.
Pourquoi le gauchissement se produit-il ?
Les matériaux utilisés lors des processus de production 3D sont des thermoplastiques, ce qui signifie qu'ils changent de propriétés à des plages de température spécifiques.
Le processus consiste à chauffer les filaments au-delà de leur point de fusion, où ils se transforment en une forme liquide qui peut être facilement fixée sur une plaque de construction.
Lors du chauffage, les thermoplastiques se dilatent, puis lors du refroidissement, ils se rétractent pour former un solide.
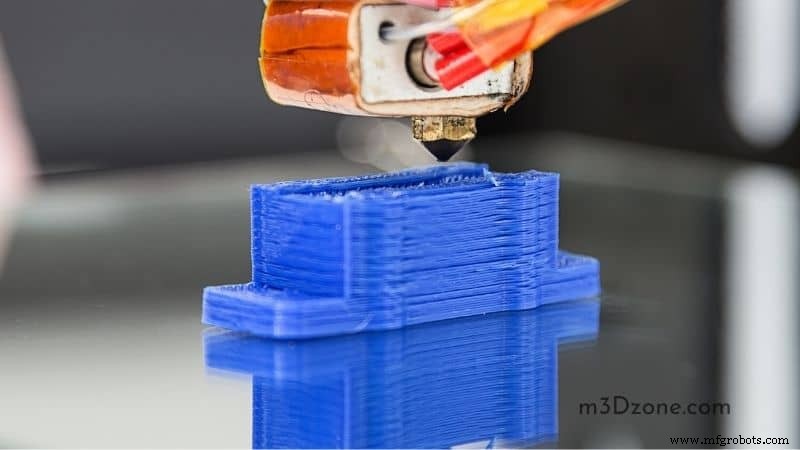
Si cela se produit lorsque les couches inférieures sont encore chaudes et les couches supérieures froides, l'impression perdra son adhérence sur la plaque de construction et, en retour, se recourbera vers le haut ; d'où la déformation se produit.
De manière décourageante, le curling peut même apparaître à la fin de ce qui devait être autrement une excellente impression en petits caractères. Si seules les températures de l'ensemble de l'image 3D pouvaient être maintenues dans une plage définie, la déformation serait entièrement évitée. Cependant, c'est presque impossible.
Au lieu de cela, vous pouvez essayer de maintenir autant que possible la même température dans une plage spécifique. Cela garantit que le modèle d'impression peut coller sur la surface de construction pendant tout le processus de production.
Fixation de l'impression hors du lit d'impression à travers la température de transition vitreuse
La plupart du temps, les impressions déformées ne peuvent pas être définies et le modèle entier finit par être détruit. Alternativement, si le modèle d'impression est léger et pas trop épais en volume, il existe un moyen de le remodeler.
Ceci peut être réalisé en chauffant modérément l'impression presque jusqu'à sa température de transition vitreuse suffisamment pour être suffisamment souple pour la remodeler.
Vous devrez improviser pour le lit d'impression en utilisant une grande surface métallique, de préférence une poêle à frire, suffisamment pour maintenir l'impression semée telle qu'elle était dans le lit d'impression.
Un sèche-cheveux normal ferait très bien l'affaire dans le processus de chauffage. Le sèche-linge doit être à pleine puissance et même le déplacer pour chauffer votre impression.
Après le chauffage, vous pouvez maintenant remodeler l'impression à la forme et au pliage souhaités. Avant de refroidir, vous devrez le maintenir enfoncé pour éviter à nouveau les déformations.
Vous pouvez répéter le processus jusqu'à ce que l'impression prenne la forme que vous recherchez. Le séchoir est pratique car ramener l'impression sur le lit d'impression ou chauffer la casserole ne chauffera que le bas de l'impression. Cela signifie que vous chauffez à nouveau toute l'impression pour obtenir des résultats.
Moyens d'empêcher le gauchissement
a) Utilisez une plaque de construction chauffée
Avant la construction chauffée, les plaques étaient rares et les impressions 3D imprimées avaient tendance à refroidir rapidement avant même que la production ne soit terminée. Pour cette raison, le gauchissement et le bouclage étaient presque standard dans chaque impression. Pour l'instant, la plupart des machines sont déjà équipées de plateaux chauffants.
L'un des moyens les plus recommandés d'éviter le gauchissement consiste à utiliser une plaque de construction chauffée. La plaque de construction cherche à maintenir le matériau à une température juste en dessous de celle où il se solidifie. Cela garantit que votre impression 3D reste à plat et est toujours connectée à la plaque de construction.
L'impression 3D refroidissant plus lentement, les risques de déformer le stress causé par les contractions sont réduits.
Cependant, vous devez vous assurer que la température utilisée est la bonne en fonction du matériau utilisé. Les propriétés diffèrent pour différents matériaux et filaments malgré le fait qu'ils sont tous des matériaux à haute température.
Les lits chauffants ne sont pas une garantie totale que le gauchissement sera évité, combinant la technique avec d'autres méthodes pour réduire les risques.
Pourtant, sur cette note, les parties chauffantes ne comprennent pas tout le lit, ce qui signifie que ce n'est pas tout le lit qui chauffe - les bords pourraient ne pas recevoir suffisamment de chaleur et finir par se déformer. Il convient de noter que les impressions plus grandes peuvent se déformer, contrairement aux impressions plus petites.
b) Utilisation d'adhésifs sur la première couche
L'adhérence entre la couche inférieure de votre impression et le lit d'impression joue un rôle dans la prévention du gauchissement. Ceci est généralement réalisé en enduisant le lit d'un adhésif ou d'une substance collante avant de commencer l'impression proprement dite.
Avant d'utiliser l'adhésif, il est recommandé de faire un test d'impression d'une petite pièce pour s'assurer qu'il fonctionne bien. Avec l'impression collée sur le lit d'impression, cela peut entraîner des dommages lors de son retrait.
Pour que la technique adhésive fonctionne bien, vous devez vous assurer que l'impression est lisse et propre. Des traces d'huile et de graisse ne feront qu'aggraver et affaiblir les forces d'adhérence.
L'adhésif doit être appliqué sur la plaque de verre. De plus, les méthodes d'adhésion diffèrent d'un matériau à l'autre, d'où la nécessité de comprendre le matériau utilisé.
Il existe de nombreux produits qui aideront votre impression à coller à la base d'impression. En voici quelques-uns, vous pouvez d'abord les expérimenter ou même les combiner pour des résultats efficaces :
1) 3DLac
3DLac est un format de spray composé d'une formulation chimique spécifique à l'impression 3D pour solidifier les pièces. Son application est assez simple car il suffit de pulvériser le produit sur la base d'impression avant le processus d'impression.
Le lit n'a pas besoin d'être inondé, mais la pulvérisation à distance d'une main garantit que le produit chimique est distribué efficacement. Une alternative au 3DLac est la laque Nelly, car la même entreprise les fabrique.
La seule différence est que la concentration en 3DLac est une formulation plus améliorée et n'a pas l'odeur comme dans les laques Nely.
2) Morsure de loup
Wolfbite est un produit chimique 3D commercial produit explicitement pour l'adhésif et l'adhérence de vos pièces d'impression 3D. Une variante du produit de son site officiel ; il est donc nécessaire de tester votre produit préféré et le matériel utilisé.
3) Fiches PEI
Les draps (vérifier sur Amazon) venir déjà laminé et facile à placer sur le lit d'impression. Ils viennent dans différentes tailles et marques; il est donc plus facile de repérer celui qui fonctionnera pour vous et la bonne taille pour votre imprimante. Même les plus épais sont faciles à couper selon vos préférences.
Certains se présentent sous forme d'autocollants et sont faciles à installer en les plaçant sur le lit d'impression. Contrairement aux bandes, les bulles ne sont pas un problème ici car elles se lient à presque tous les matériaux.
4) Ruban Kapton
Le ruban Kapton est couramment utilisé dans le soudage et l'électronique car il peut résister à des températures extrêmes.

Il peut être utilisé en impression 3D pour donner le lien adhésif nécessaire à l'impression. Le ruban Kapton peut être utilisé avec d'autres méthodes telles que les sprays 3DLac pour améliorer l'adhérence.
Le ruban Kapton fonctionne également sur des impressions avec des largeurs plus larges et est plus facile à appliquer sur la surface d'impression.
Cependant, certains résidus peuvent être laissés après le processus de production, mais l'alcool a tendance à s'en occuper efficacement.
5) Ruban de masquage
À un moment donné, nous avons tous utilisé du ruban adhésif (vérifiez sur Amazon) pour des dépannages et des réparations rapides, que ce soit à la maison ou au bureau. Il est relativement bon marché par rapport au ruban Kapton et offre une bonne adhérence.
6) Bâton de colle
Bâton de colle (vérifier sur Amazon) est une alternative préférée, et certaines entreprises d'impression proposent le bâton dans le cadre de leurs produits achetés. L'application consiste simplement à appliquer de la colle sur la plaque de construction, et c'est tout.
Alternativement, une dilution avec de l'eau est acceptable et une brosse est utilisée pour étaler la colle plus uniformément sur le lit d'impression. Cela facilite le nettoyage du verre car seule une infime partie de la colle sera utilisée.
7) Solutions ABS
Quelques petits morceaux d'ABS coupés peuvent être dilués dans de l'acétone dans un récipient pour former une solution d'ABS (jus d'ABS). L'acétone assure que l'ABS se dissout entièrement et forme un matériau pâteux.
À l'aide d'un pinceau, (vérifiez sur Amazon) vous pouvez appliquer le jus ABS sur le lit d'impression. L'impression sur d'autres matériaux nécessite que vous recherchiez les produits chimiques appropriés et la bonne application sur la surface d'impression.
c) Réguler la température pendant le processus de production
La surveillance des températures doit se faire sur la machine d'impression, et la température de l'air ambiant est essentielle au gauchissement. Ceci peut être réalisé par :
Ajustez le refroidissement :des précautions supplémentaires doivent être observées ici car les filaments doivent refroidir pour permettre au plastique fondu de se solidifier pour un pontage précis.
Les ventilateurs de refroidissement peuvent être désactivés ou réduire la vitesse uniquement pour les premières couches afin d'égaliser les températures.
Utilisation d'une chambre d'impression fermée : Travailler avec une imprimante fermée permet de maintenir un processus d'impression constant. Vous pouvez également construire votre boîtier si l'imprimante n'en a pas.
d) Choisissez les bons paramètres pour les premières couches
Les étalonnages sont essentiels pour éviter le gauchissement. Une bonne distance entre la buse de l'imprimante et la plaque est importante dans les premières couches de votre impression qui, à son tour, affecte également l'ensemble du modèle.
La plate-forme doit être aussi proche que possible de la buse pour empêcher le matériau de refroidir et de perdre ainsi sa capacité à coller à la plate-forme. Toutes les couches suivantes doivent respecter la règle pour qu'elles adhèrent les unes aux autres.
Le gauchissement est moins fréquent dans les petits tirages par rapport aux tirages plus grands où il est évident. Lors de l'impression d'impressions plus grandes, il est conseillé d'utiliser un filament avec un rétrécissement inférieur, de préférence à base de PLA.
Le modèle d'impression peut être ajusté avec des matériaux ABS (vérifier sur Amazon) que les murs sont plus minces, ce qui réduit le matériau de remplissage. Plus le matériau de remplissage est petit, plus les risques de déformation après refroidissement du matériau sont faibles.
e) Gardez sous contrôle les coordonnées Z
Les premières couches de la plaque de construction sont la clé d'un modèle d'impression réussi. L'impression de la première couche d'impression parfaite peut être obtenue en vérifiant correctement la coordination de sortie de la coordonnée z avant le début de l'impression.
Si l'axe Z commence à un point plus élevé, le matériau devra parcourir plus de temps avant d'entrer en contact avec le lit d'impression. Le matériau refroidit davantage et n'adhère pas bien au verre.
Avec le réglage de l'axe Z, la buse de l'imprimante ne doit pas s'approcher trop près du modèle car cela pourrait entraîner d'autres complications.
Si votre impression a une petite surface d'impression, l'adhérence sera difficile, des bords et des radeaux peuvent donc être ajoutés pour une meilleure adhérence.
Pour le bon réglage des coordonnées, des capteurs de niveau seront utiles. Vous pouvez toujours effectuer les corrections manuellement, mais les capteurs fourniront l'aide supplémentaire nécessaire.
Certaines imprimantes ont déjà des capteurs d'auto-ajustement, et vous pouvez en acheter un et l'installer dans l'imprimante pour une bonne couche initiale sur votre modèle.
Conclusion
Faire des modèles d'impression de haute qualité ne consiste pas seulement à obtenir l'imprimante 3D, à la remplir de filament et à imprimer le modèle souhaité. Pendant le processus, vous serez frustré car beaucoup de choses peuvent mal tourner.
Perfectionner l'impression du modèle 3D souhaité nécessite une compréhension plus approfondie de la façon dont votre matériau de filament utilisé réagit aux changements de température et à la différence de température des filaments.
Les compétences sont faciles à apprendre mais techniques à maîtriser car cela demande des efforts.
La résolution des problèmes pouvant survenir lors de l'impression nécessite de jouer et d'expérimenter avec les paramètres de l'imprimante.
Le gauchissement est l'un des problèmes courants que vous rencontrerez en impression 3D. Avec les filaments PLA, c'est rare mais cela peut quand même arriver.
Si vous observez les étapes et les mesures décrites ci-dessus, vous serez en mesure de produire des impressions parfaites à partir de la base et des couches. La réduction de la vitesse de couche initiale aide également beaucoup à limiter le gauchissement.
impression en 3D
- 4 façons dont l'impression 3D améliore les opérations de maintenance et de réparation
- Entrée, sortie et importation Python
- 5 avantages des machines d'impression et d'application
- Les codeurs laser à 3 méthodes empêchent la contrefaçon des produits
- 8 façons d'éviter les temps d'arrêt tout en économisant de l'argent
- 6 façons simples d'optimiser le programme CNC
- 5 technologies pour détecter et prévenir la cavitation de la pompe
- 3 façons dont l'IA et l'IoT améliorent la fabrication
- 7 façons de prévenir les accidents d'équipement