


Conception pour l'impression Partie 2 :Pourquoi la déformation des pièces imprimées en 3D et comment l'arrêter
Designing for 3D Printing (DF3DP) est une série de blogs consacrée aux trucs et astuces d'impression 3D à suivre lors de l'utilisation d'une imprimante 3D qui vous guidera dans la réduction des coûts, du temps d'impression et du matériel tout en vous montrant comment obtenir vos pièces comme vous le souhaitez, essayez d'abord.
Si vous avez déjà utilisé une imprimante 3D FFF, vous avez probablement déjà rencontré des déformations de pièces pour des pièces grandes, longues ou de forme irrégulière. Habituellement, cela signifie que vous devez soit effectuer un post-traitement pour les rendre à nouveau plats, soit accepter simplement de traiter une surface inférieure inégale que vous pensez probablement imprimer à plat.
Le gauchissement des pièces imprimées en 3D est un problème délicat à contourner; ce n'est pas parce qu'une imprimante 3D est fiable qu'elle n'aura pas ce problème. Les pièces imprimées en 3D se déforment à cause de la déformation thermique. Lorsque les plastiques chauffent, ils se dilatent. Quand ils refroidissent, ils rétrécissent. Étant donné que l'impression 3D FFF implique presque toujours des thermoplastiques, cela se produit avec presque toutes les imprimantes 3D FFF. Du côté de l'imprimante, il y a deux choses qui corrigent le gauchissement :une plaque de construction chauffée ou un boîtier chauffé. Ces deux solutions maintiennent la pièce en température, donc elle ne refroidit pas, donc pas de gauchissement. Simple! D'autres imprimantes 3D auront un boîtier qui retient la chaleur et/ou un adhésif à appliquer sur la plaque de construction (comme la nôtre) qui finit généralement par aider à réduire le gauchissement également. De plus, laisser la pièce refroidir à température ambiante avant de la retirer réduira le gauchissement car la pièce refroidit tout en restant collée à la plaque de construction.
Mais en réalité, il s'agit moins du système que de la conception de la pièce. L'idée que « les imprimantes 3D peuvent imprimer n'importe quoi » est fausse (plus à ce sujet dans un futur article de blog !), car les imprimantes 3D ont souvent autant de limitations et de directives de conception que les autres méthodes de fabrication. Pour ne citer qu'un exemple, la plus petite taille de caractéristique qu'une imprimante 3D FFF peut créer dépend du diamètre de la buse et de la précision du portique. Quoi qu'il en soit, de nombreuses pièces se déforment simplement à cause des limitations matérielles des imprimantes 3D FFF combinées à une conception des pièces non optimisée pour l'impression 3D.
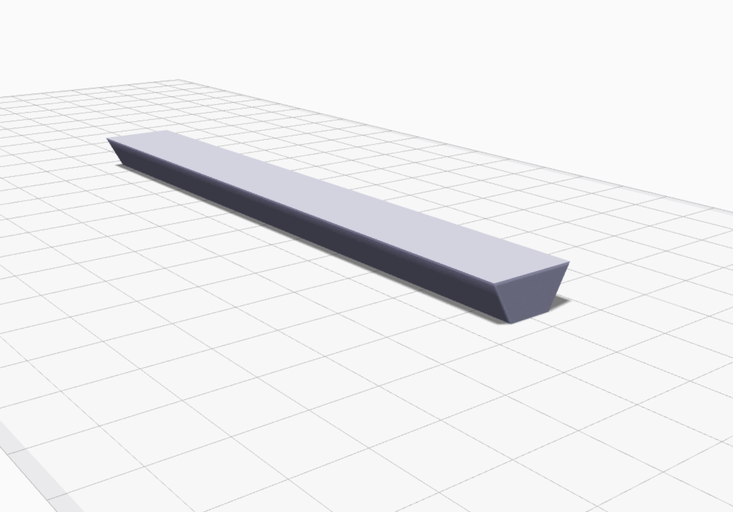
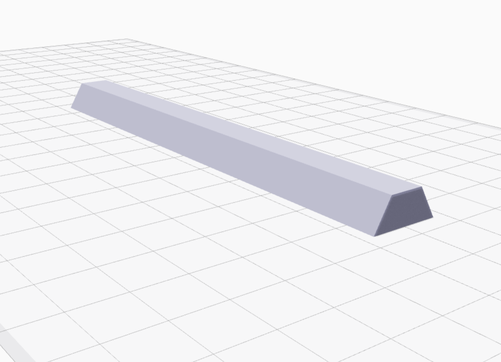
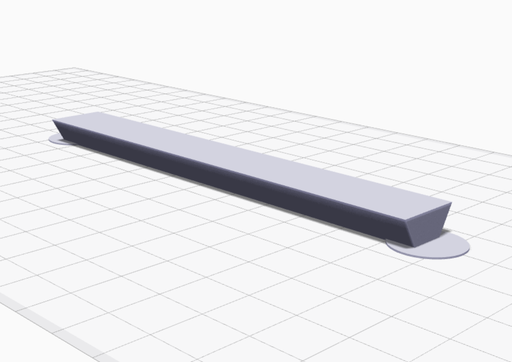
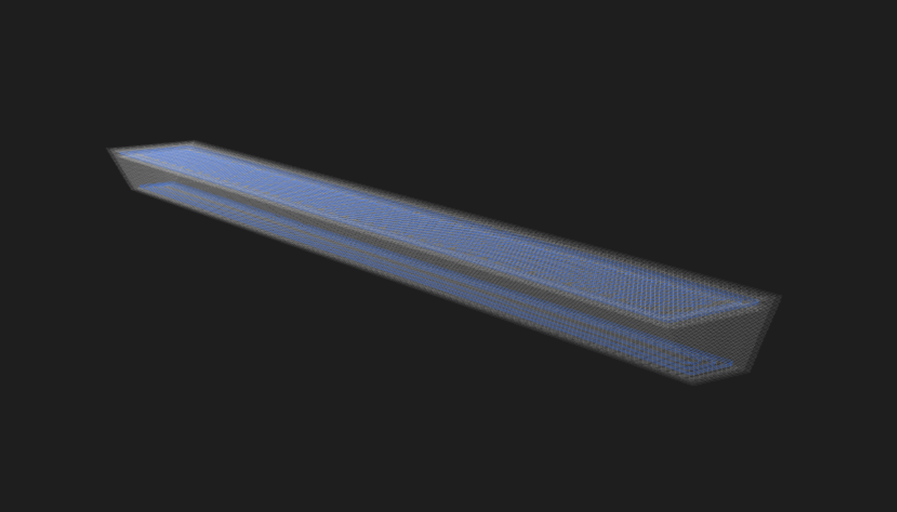
J'ai conçu un simple prisme triangulaire tronqué sur un bord qui est assez sujet au gauchissement (pour des raisons que vous découvrirez bientôt). Voici le modèle 3D dans l'Eiger :
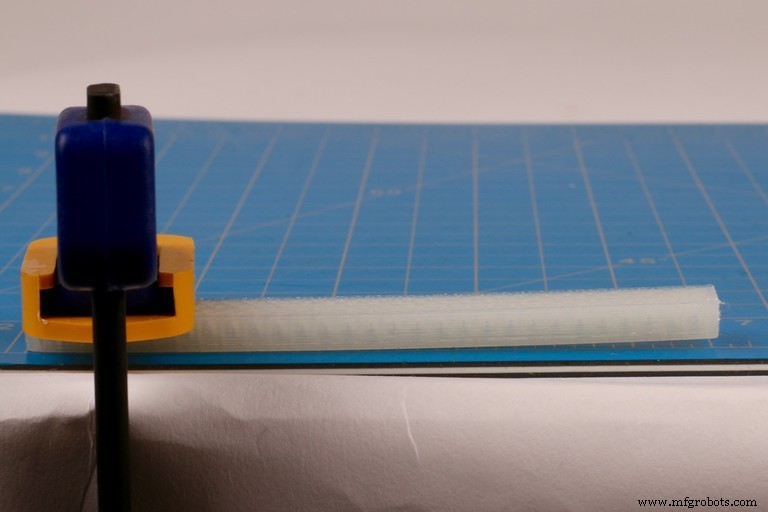
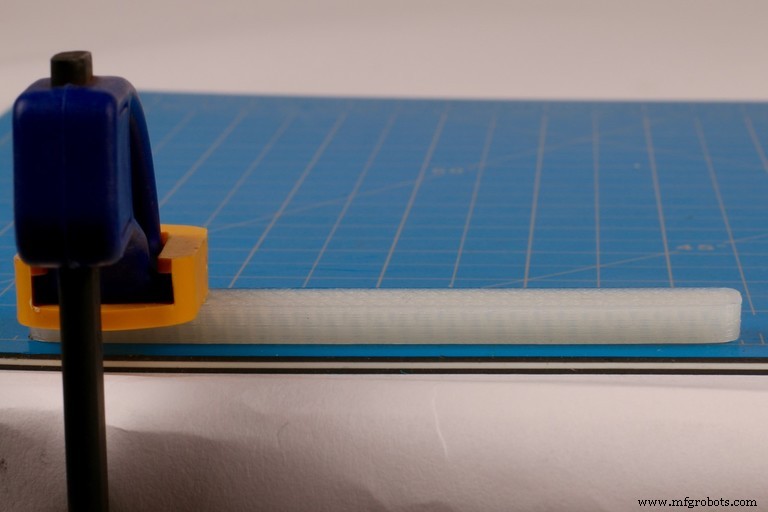
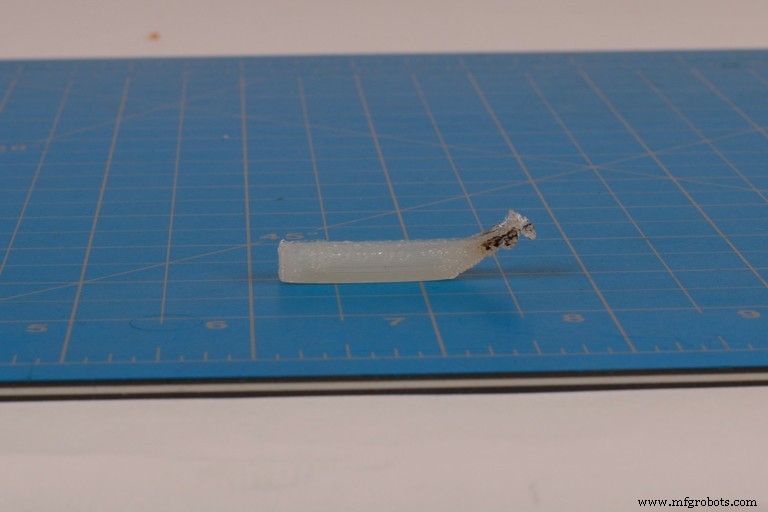
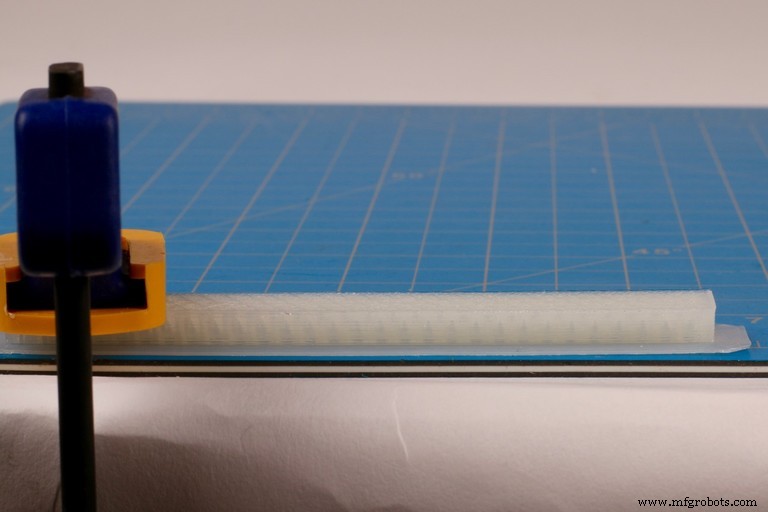
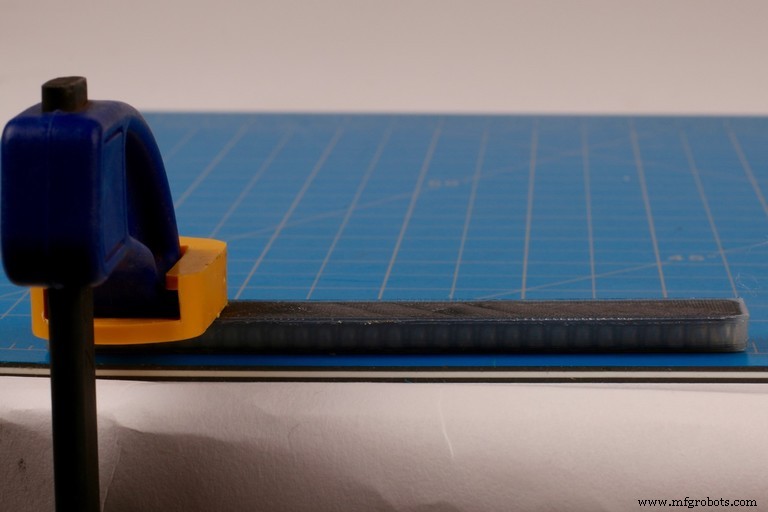
Et voici une photo de la pièce qui se déforme après qu'elle se soit détachée de la plaque de construction. Pour démontrer le gauchissement, j'ai fixé la pièce d'un côté de la table et observé la déviation de l'autre côté :
Ces cinq conseils servent de directives de conception d'impression 3D afin que vous puissiez réduire le gauchissement sur les pièces imprimées en 3D pendant votre processus de conception. J'espère qu'ils vous aideront !
1. Bords de congé et conception avec des formes rondes et naturelles à l'esprit.
Lorsque des pièces imprimées en 3D se déforment, c'est à cause d'un moment thermique formé autour du bord d'une pièce. Ce moment thermique est dû au fait que lorsque les imprimantes FFF déposent le filament, elles chauffent le plastique jusqu'à ce qu'il soit semi-fluidique, puis le refroidissent après son extrusion. Lorsque la plupart des matériaux refroidissent, ils veulent rétrécir. Dans le cas des imprimantes 3D FFF, cela signifie que chaque « ligne » de matériau voudra se contracter dans le sens de la longueur. Habituellement, cela ne suffit pas pour rompre l'adhérence avec la plaque de construction, mais cette force s'accumule au fur et à mesure que des couches sont ajoutées, ce qui fait que la pièce se déforme. Ceci est particulièrement courant avec les pièces longues et minces, comme l'éprouvette que j'utilise dans cet article, en raison de la contraction dans le sens de la longueur.
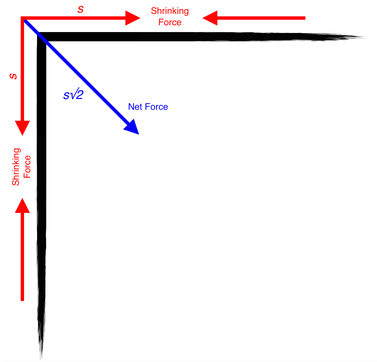
Lorsque plus de coins sont ajoutés à un segment de ligne qui veut rétrécir, les coins se décolleront en raison de l'accumulation de contraintes à cet endroit, comme indiqué dans le diagramme ci-dessous :
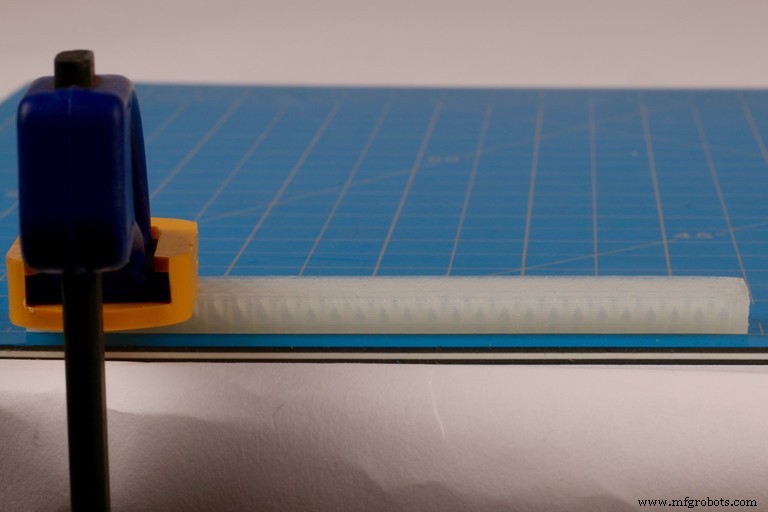
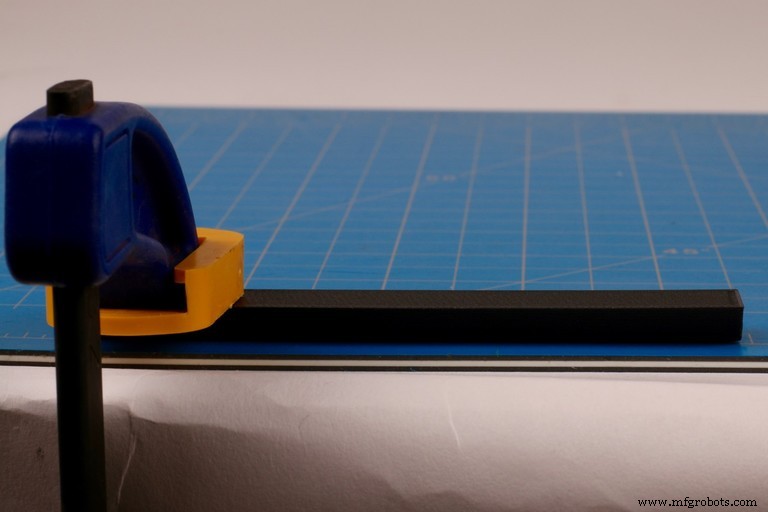
Les angles vifs créent des concentrations de contraintes, les angles sont donc les géométries les plus courantes qui induisent un gauchissement. L'ajout d'un congé à ces coins réduit les concentrations de contraintes car le coin pointu est arrondi et la contrainte est répartie. En général, la création de sections transversales de forme plus ronde lors du contact avec la plaque de construction réduira le gauchissement - lorsque les ingénieurs conçoivent des pièces, elles finissent généralement par être de forme rectangulaire ; c'est généralement ce qui est le plus facile à usiner. Mais concevoir dès le départ avec des formes et des surfaces plus rondes et naturelles réduira le gauchissement car il répartit l'accumulation de contraintes. Ci-dessous, j'ai modifié l'éprouvette en ajoutant un congé aux coins.
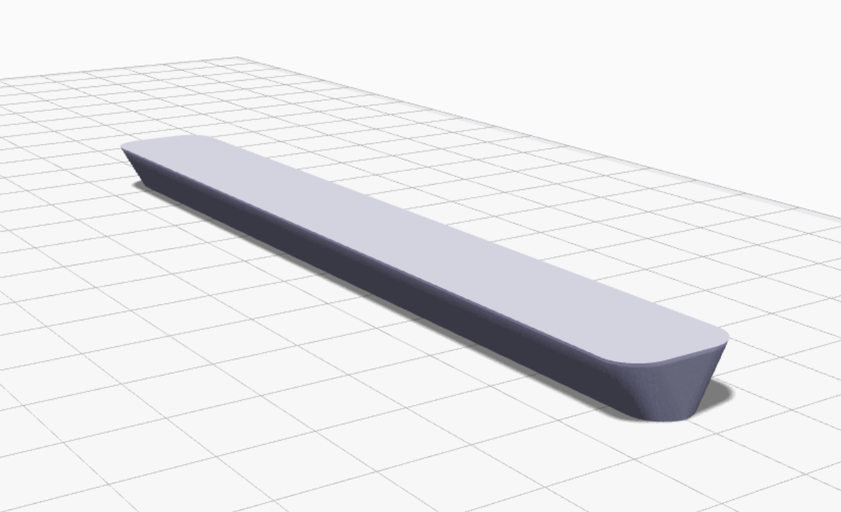
Même avec ce simple changement, les congés sur les bords ont considérablement réduit le gauchissement.
Une autre astuce rapide avec les filets - l'ajout d'un filet au bord inférieur de votre pièce vous permettra de le retirer plus facilement de la plaque de construction - cela donne une bonne lèvre pour passer un grattoir en dessous !
2. Imprimez les pièces avec la plus grande face en bas.
Au fur et à mesure que les couches s'empilent les unes sur les autres, ces forces se multiplient. Si la couche au-dessus de celle qui vient d'être posée est légèrement plus grande, alors il y a plus de matière ajoutée qui veut rétrécir, donc la force augmente encore plus. Cela signifie que les pires formes à imprimer en 3D sont les formes avec des sections transversales plus grandes à mesure que vous montez et les formes avec des angles vifs après de longs segments droits, tout comme notre test de déformation !
Cependant, les pièces ne se déforment pas toujours uniquement sur leur couche inférieure - une déformation peut se produire partout où ces conditions géométriques existent. Les porte-à-faux extrudés souvent longs finissent par se recroqueviller pour les mêmes raisons, même s'ils sont soutenus, comme le montre ce mince porte-à-faux incliné ci-dessous :
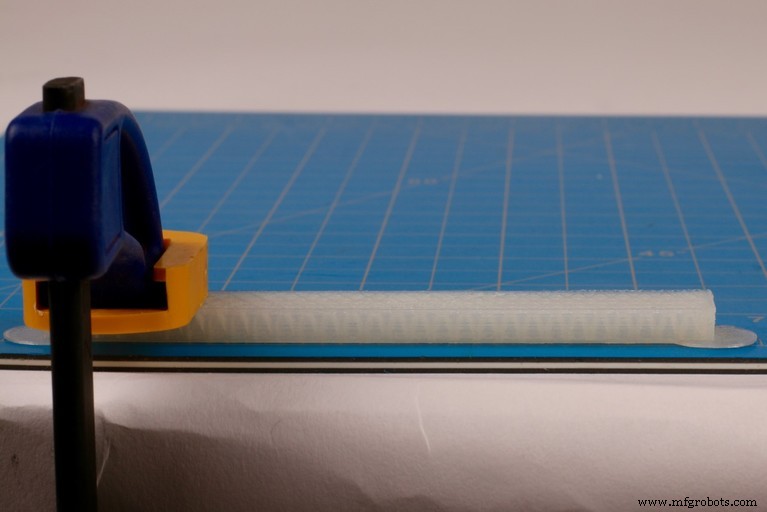
Ainsi, lorsque vous imprimez des pièces en 3D, il est important d'essayer d'obtenir la plus grande face en bas, car les pièces ont tendance à se déformer à mesure que la section transversale s'agrandit au-dessus des couches empilées. De plus, plus vous avez de surface en contact avec la plaque de construction, mieux c'est, car une surface plus grande tiendra mieux. J'ai imprimé le prisme tronqué à l'envers, dans l'orientation indiquée ci-dessous :
Et comme vous pouvez vous y attendre, pas de déformation :
Bien qu'il s'agisse d'un exemple simple et qu'avec une pièce comme celle-ci, il peut être clair qu'elle doit être imprimée avec la face la plus grande vers le bas, dans certains scénarios, ce n'est pas aussi évident, alors n'oubliez pas de considérer l'orientation de la construction lors de la conception de la pièce.
3. Ajouter un bord
Un bord peut être ajouté aux pièces à l'aide de l'outil « bord », qui ajoute essentiellement une zone de contact supplémentaire à la plaque de construction entourant votre pièce.
Cela réduit le gauchissement ou le curling pour deux raisons. Premièrement, la pièce a une surface inférieure « étendue », ce qui signifie que le contact avec la plaque de construction est plus grand qu'il ne le serait normalement. Deuxièmement, tout gauchissement qui se produit est transféré au bord, ce qui en subira le pire. Le bord offre en outre une meilleure surface pour l'adhésion des structures de support. Nos structures de soutènement sont des lignes longues et fines qui, comme je l'ai expliqué plus haut, veulent vraiment se contracter. Si vous avez beaucoup de matériau de support sous votre pièce, un bord fournira une bonne surface pour que les structures de support adhèrent. Les supports ne s'enrouleront pas autant parce qu'ils adhèrent au bord - une surface plane et large adhérant à la plaque de construction. Ci-dessous un test de la pièce à rebord :
4. Faites votre propre bord
Parfois, en raison de géométries de point de contact de plaque de construction étranges, les pièces se déformeront toujours simplement parce que le bord peut ne pas être assez grand ou assez courbé. Dans ces cas uniques, il peut être nécessaire de CAD votre propre bord. Ce qui est suggéré dans ces scénarios est d'ajouter des « points » fins et ronds à tous les coins de votre pièce, ce qui fournira une plus grande surface de contact avec la plaque de construction aux points clés où la déformation se produit.
Mes propres bords conçus éliminent le gauchissement aussi bien que notre bord préfabriqué, et peuvent être utiles pour des pièces plus compliquées :
5. Ajoutez de la fibre composite à votre pièce
L'une des capacités uniques du Mark Two est sa capacité à déposer des fibres à l'intérieur de composants pour fabriquer des pièces imprimées en 3D plus rigides et plus résistantes. En raison des capacités de matériau composite des imprimantes 3D Markforged, pour réduire le gauchissement d'une pièce, vous pouvez ajouter des fibres aux quelques couches inférieures pour augmenter sa rigidité.
Cela oblige essentiellement les couches inférieures à être plates, ce qui les rend presque impossibles à se déformer. Si vous faites cela, cependant, n'oubliez pas d'équilibrer le composite en créant un sandwich de fibres sur les surfaces supérieure et inférieure de votre pièce pour optimiser la résistance à la torsion, comme décrit dans cet article de blog. Comme vous pouvez le voir, sans aucune modification de conception de la pièce d'origine, la pièce de chaîne d'essai reste plate :
Conseil supplémentaire :imprimez en Onyx !
Comme décrit dans l'astuce n°5, la réduction du gauchissement peut être abordée du point de vue des matériaux avec notre méthode de fabrication de fibres en continu (CFF). Mais certains de nos autres matériaux sont également utiles pour résoudre ce problème. L'onyx, notre filament renforcé de micro-carbone, ne se déforme pas autant sous la chaleur. Cela signifie qu'il se déforme beaucoup moins que notre nylon standard et crée des pièces beaucoup plus stables dimensionnellement. Vous pouvez en savoir plus sur la stabilité dimensionnelle d'Onyx ici. Sans renfort fibreux, le filament Onyx reste stable :
J'espère que cet article vous a aidé à comprendre pourquoi les pièces imprimées en 3D se déforment et comment améliorer vos conceptions pour éliminer le gauchissement ! Si vous voulez essayer vos propres expériences pour réduire le gauchissement sur des pièces imprimées en 3D, essayez vous-même avec le fichier stl et le fichier mfp ! Si vous avez des questions, des suggestions ou des idées pour de futurs articles de blog, veuillez nous en informer à [email protected].
impression en 3D
- Nettoyage sans stress pour l'impression FDM
- Pourquoi la numérisation CT devient un élément clé d'une impression 3D réussie
- L'impression 3D est-elle prête pour la production de pièces finies ?
- Application Spotlight :Impression 3D pour pièces de turbine
- Moulage en fibre de carbone et pièces finales imprimées en 3D pour les voitures de course Formula Student
- Précision dimensionnelle des pièces imprimées en 3D
- 10 options de résistance à l'eau pour vos pièces imprimées en 3D :matériaux et post-traitement
- Comment obtenir des pièces imprimées en 3D plus résistantes
- Méthode d'inspection des pièces imprimées en 3D (partie 3)