


Ourlage de tôle :techniques, types et avantages pour une fabrication durable
Les fabricants s'appuient sur une gamme de méthodes de travail des métaux pour améliorer à la fois la fonction et l'esthétique des composants en tôle. L'ourlet de tôle est l'une des techniques les plus couramment utilisées pour renforcer les bords et offrir une finition polie.
Cet article explique les principes fondamentaux du sertissage de tôles, ses applications pratiques et comment obtenir les meilleurs résultats. Il passe également en revue les principaux types d'ourlets et discute de leurs avantages et inconvénients respectifs.
Qu'est-ce que le ourlet de tôle ?
L'ourlet de tôle est un processus de formage du métal qui replie le bord d'une feuille sur lui-même, créant ainsi un bord renforcé à double couche. La procédure peut être appliquée à une large gamme d'épaisseurs, depuis les feuilles minces jusqu'aux plaques structurelles plus lourdes, bien que la technique soit généralement réservée aux matériaux de faible épaisseur où le ourlage est possible sans compromettre l'intégrité.
Les feuilles de gros calibre (plus épaisses que 0,125 po) résistent généralement à l’ourlet et conviennent mieux aux autres méthodes de formage. Un ourlet précis est essentiel car il affecte directement la qualité de la surface et la durabilité des pièces.
Objectif du ourlet de tôle
L'ourlet répond à deux objectifs principaux :
- Renforcement structurel : Le bord plié devient plus épais et plus rigide, réduisant ainsi le risque de fissures, de déformation et de rupture des bords sous charge.
- Affinement visuel :Un ourlet aux finitions soignées élimine les bords tranchants et non finis, améliorant ainsi l'apparence de la pièce et assurant une transition douce avec les surfaces adjacentes.
Dans le secteur automobile, où la durabilité et la finition sont essentielles, l'ourlet est une pratique courante pour les panneaux de carrosserie, les garnitures et les composants intérieurs.
Comment fonctionne l'ourlet de tôle ?
Bien que les étapes spécifiques varient selon le type d'ourlet, le flux de travail global est cohérent :
1. Outils requis
- Tôle
- Matrice d'ourlet ou presse plieuse
- Outil d'aplatissement (pince, rouleau ou presse)
- Outil de finition (marteau, papier de verre)
- Jauge d'inspection (micromètre, pied à coulisse)
2. Préparation
Commencez par aplatir la feuille et éliminer tous les contaminants. Configurez la matrice d'ourlet à la largeur et à l'angle d'ourlet souhaités, puis positionnez la feuille de manière à ce que le bord à ourler s'aligne avec l'ouverture de la matrice.
3. Procédure d'ourlet
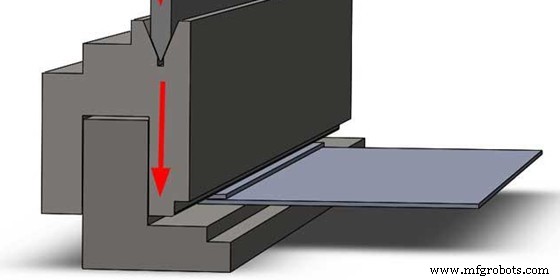
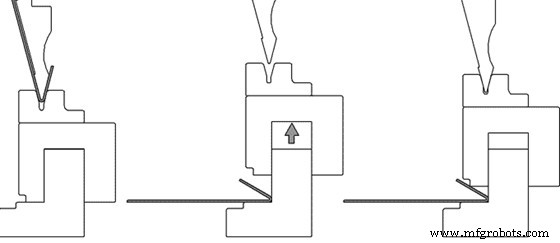
La matrice ou la presse plieuse plie le bord à un angle de 90° et le replie sur la feuille, créant ainsi un ourlet. Après le pli, une action de serrage ferme verrouille la forme et les outils de finition peuvent lisser toute rugosité.
Deux méthodes d'ourlet courantes sont les suivantes :
Ourlet conventionnel
Utilise une paire poinçon-matrice. Le dé se trouve sous la feuille; le poinçon enfonce le bord dans la matrice, formant un ourlet précis.
Ourlet roulé
Utilise un outil roulant qui plie doucement le bord. Cette méthode est idéale pour les feuilles minces ou lorsqu'un pli plus doux est requis.
4. Contrôle
Après l'ourlet, vérifiez que la largeur, l'épaisseur et la finition de la surface de l'ourlet répondent aux spécifications. Utilisez un micromètre ou une jauge pour confirmer les tolérances et corriger tout écart avant de passer aux processus en aval.
4 types d'ourlets de tôlerie
Comprendre les styles d'ourlet permet de sélectionner la bonne approche pour chaque application.
1. Ourlets ouverts
Les ourlets ouverts présentent un bord doux et incurvé avec une poche d'air centrale, idéal pour les poignées et les composants très tactiles. Ils conviennent mieux aux épaisseurs de 0,040 à 0,125 pouces et nécessitent une longueur plate au moins quatre fois l'épaisseur de la feuille.
Procédure :plier le bord de 30 à 45°, insérer une cale et aplatir dessus. Les tailles d'écart standard sont 0,060, 0,090, 0,125, 0,187 et 0,250 pouces.
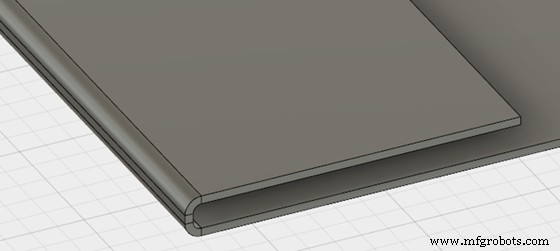
2. Ourlets fermés
Les ourlets fermés (ou ourlets écrasés) produisent un bord entièrement affleurant. Ils sont efficaces pour les feuilles de 0,040 à 0,125 pouces, mais peuvent se briser si le matériau dépasse 0,125 pouces (≈3 mm). Assurez-vous d'avoir une longueur plate d'au moins quatre fois l'épaisseur.
Processus typique :plier à 90°, puis presser la feuille sur elle-même. Évitez d'utiliser cette technique avec l'aluminium en raison de sa susceptibilité à la fissuration.
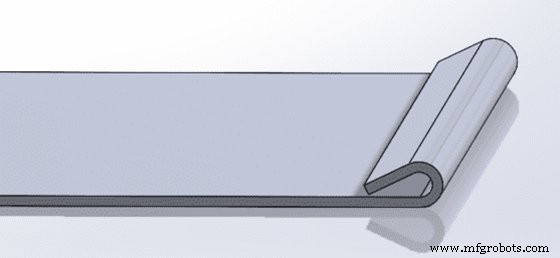
3. Ourlets en forme de goutte
Ces ourlets forment un coude à 90° suivi d'un rouleau en forme de larme, offrant une protection robuste des bords, notamment pour l'aluminium. Ils demandent beaucoup de main d'œuvre et nécessitent un outillage de précision.
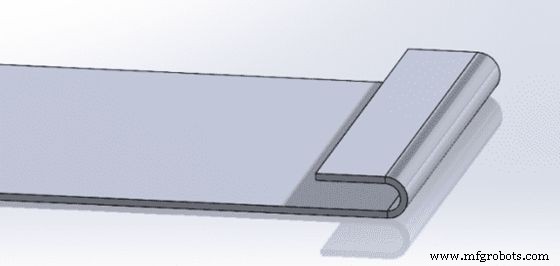
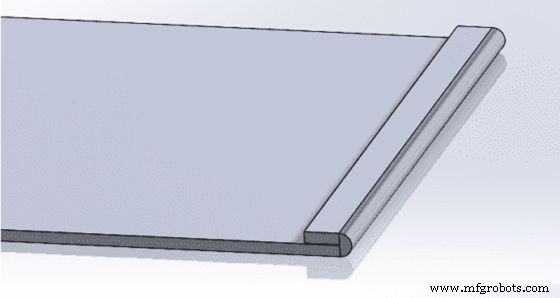
4. Ourlets roulés
Les ourlets roulés lissent les bords bruts et sont courants dans les armoires, les appareils électroniques et les portes. Le processus implique un pliage à 90° et une action de roulement ultérieure pour obtenir une finition arrondie et sûre.
Utilisez une machine à rouler spécialisée pour des résultats constants et une durabilité améliorée.
Différents processus de ourlet pour les pièces en tôle
Les fabricants choisissent souvent entre deux méthodes principales d'ourlet en fonction du volume, du coût et de la complexité.
Processus d'ourlet
Idéal pour la production en grand volume de panneaux plats et non complexes. Le système de matrices et de presses offre de faibles temps de cycle mais nécessite un investissement initial important en outillage.
Processus d'ourlet au rouleau
Utilise un rouleau guidé par robotique ou commande manuelle. Cette approche est polyvalente pour les volumes faibles et élevés, entraîne des coûts d'outillage inférieurs, mais a généralement des temps de cycle plus longs que l'ourlet à matrice.
Avantages du ourlet de tôle
Les principaux avantages incluent :
Résistance et rigidité accrues
Le bord à double couche résiste à la déformation et maintient l'intégrité structurelle sous charge.
Apparence améliorée
Un ourlet propre et affleurant élimine les bords tranchants, améliorant ainsi l'esthétique et le confort de l'utilisateur.
Fonctionnalité améliorée
L'ourlet offre un bord sûr et robuste, essentiel dans les applications à fortes contraintes telles que les panneaux de carrosserie automobile.
Une plus grande résistance aux dégâts
Les bords pliés résistent mieux à l'exposition aux produits chimiques, à l'abrasion et aux conditions environnementales difficiles.
Limitations du ourlet de tôle
Tenez compte de ces inconvénients avant la mise en œuvre :
Prend du temps
La configuration de l'outillage et le processus d'ourlet peuvent être longs, en particulier pour les pièces grandes ou complexes.
Nécessite une main-d'œuvre qualifiée
Les opérateurs doivent être formés pour manipuler l'équipement et s'adapter aux variations des matériaux.
Possibilité de déformation ou de dommage
Un ourlet inapproprié peut entraîner une flexion insuffisante ou excessive, provoquant une déformation ou des problèmes structurels.
Considérations et conseils pour l'ourlet de la tôle
Maximisez la qualité et l'efficacité grâce à ces bonnes pratiques :
Choix des matériaux
Adaptez le métal aux besoins de performances. Différents alliages (magnésium, aluminium, acier) nécessitent des techniques d'ourlet spécifiques.
Alignement correct
Centrez la feuille et alignez le bord avec précision avec la matrice pour garantir des ourlets cohérents.

Sélection de la méthode d'ourlet
Choisissez la méthode qui équilibre vitesse, précision et compatibilité des matériaux. La fermeture lente et contrôlée de la matrice évite les défauts.
Options de finition disponibles
Un ponçage post-ourlet ou un martelage doux peuvent lisser les imperfections et améliorer la finition.
Contrôle qualité
Mettez en œuvre une inspection à chaque étape avec des jauges ou des micromètres pour confirmer la largeur et l'épaisseur de l'ourlet.
Conclusion
Cette présentation a clarifié les principes, les types et les meilleures pratiques de sertissage de tôle, vous permettant ainsi de sélectionner le sertissage optimal pour votre application. Si vous avez besoin d'une assistance professionnelle, nos ingénieurs expérimentés chez WayKen proposent des services complets d'ourlet, de pliage, d'estampage et de formage pour les projets de tôlerie personnalisés.

FAQ
Quelles sont les applications courantes du sertissage de tôle ?
Des secteurs tels que l'automobile, l'aérospatiale, le chauffage, l'ameublement et l'électronique utilisent l'ourlet pour produire des pièces complexes et durables avec des bords raffinés.
En quoi le sertissage de tôles est-il différent du sertissage ?
L'ourlet enroule le bord d'une seule feuille sur lui-même, tandis que la couture relie deux feuilles distinctes pour former un joint.
Le sertissage de tôles est-il cher ?
Les coûts dépendent du matériau, de la complexité de la conception, du volume et de l'épaisseur. L'ourlet est généralement moins cher que le moulage, le forgeage ou l'estampage, car il nécessite un outillage minimal.
Processus de fabrication
- Contrôleur d'irrigation Win10 IOT avec capteurs d'humidité
- Verrou RFID Arduino avec RC522 - Protocole MIFARE 13,56 Mhz
- pastille contre la toux
- Presse à foin
- Un détecteur de foudre pour Arduino
- Contrôle de l'humidificateur Arduino
- Anomalies et défaillances des rouleaux de laminoir
- Aide auditive
- Guide d'usinage des alliages de titane