


Soudage par Résistance :Principe, Types, Application, Avantages et Inconvénients
Aujourd'hui, nous allons découvrir le principe, les types, l'application, les avantages et les inconvénients du soudage par résistance. Le soudage par résistance est un soudage à l'état liquide processus dans lequel le joint métal sur métal est créé à l'état liquide ou fondu. Il s'agit d'un processus thermoélectrique dans lequel de la chaleur est générée au niveau des surfaces d'interface des plaques de soudage en raison de la résistance électrique et une basse pression contrôlée est appliquée à ces plaques pour créer un joint de soudure. Il est nommé soudage par résistance car il utilise une résistance électrique pour produire de la chaleur. C'est un procédé de soudage sans pollution très efficace mais ses applications sont limitées en raison de son coût d'équipement élevé et de l'épaisseur limitée du matériau.
Soudage par résistance – Soudage par points, à la molette, par projection et par étincelage :
Principe :
Toutes les soudures par résistance comme le soudage par points, le soudage à la molette, le soudage par projection, etc. fonctionnent sur le même principe de génération de chaleur due à la résistance électrique. Lorsqu'un courant traverse une résistance électrique, il produit de la chaleur. C'est le même principe qui est utilisé dans la bobine électrique. La quantité de chaleur produite dépend de la résistance du matériau, des conditions de surface, du courant fourni, de la durée du courant fourni, etc. Cette génération de chaleur est due à la conversion de l'énergie électrique en énergie thermique. La formule de génération de chaleur est H =I2RT OùH =Chaleur générée en jouleI =Courant électrique en ampèreR =Résistance électrique en OhmT =Temps de circulation du courant en secondeCette chaleur est utilisée pour faire fondre le métal d'interface pour former un joint de soudure solide par fusion. Ce processus produit une soudure sans application de matériau d'apport, de flux et de gaz de protection.
Types :
Il existe quatre principaux types de soudage par résistance. Ceux-ci sontSoudage par points :
Il s'agit du type de soudage par résistance le plus simple dans lequel les pièces sont maintenues ensemble sous la pression de la face d'enclume. Les électrodes en cuivre sont mises en contact avec la pièce et le courant commence à la traverser. Le matériau de la pièce à usiner applique une certaine résistance au flux de courant qui provoque une génération de chaleur locale. Aux surfaces d'interface, la résistance est élevée en raison de l'entrefer. Le courant commence à le traverser, ce qui fait fondre la surface de l'interface. La quantité d'alimentation en courant et le temps doivent être suffisants pour une fusion correcte des surfaces d'interface. Maintenant, le courant a cessé de circuler mais la pression appliquée par l'électrode s'est maintenue pendant une fraction de seconde, tandis que la soudure se refroidissait rapidement. Après cela, les électrodes sont retirées et mises en contact à un autre endroit. Cela créera une pépite circulaire. La taille de la pépite dépend de la taille de l'électrode. Il est généralement d'environ 4 à 7 mm de diamètre.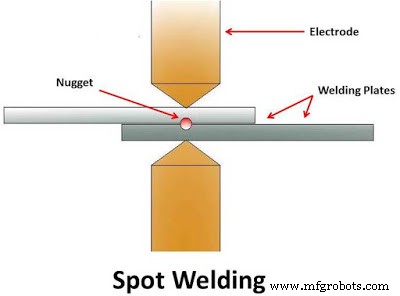
Soudage à la couture :
Le soudage à la molette est également appelé soudage par points continu dans lequel une électrode de type rouleau est utilisée pour faire passer le courant à travers les pièces. Les rouleaux sont d'abord mis en contact avec la pièce à usiner. Un courant de forte intensité passe à travers ces rouleaux. Cela fera fondre les surfaces d'interface et formera un joint de soudure. Maintenant, les rouleaux commencent à rouler sur les plaques de travail. Cela créera un joint de soudure continu. La synchronisation de la soudure et le mouvement de l'électrode sont contrôlés pour garantir que le chevauchement de la soudure et la pièce à usiner ne deviennent pas trop chauds. La vitesse de soudage est d'environ 60 po/min en soudage à la molette. Il est utilisé pour créer des joints étanches à l'air.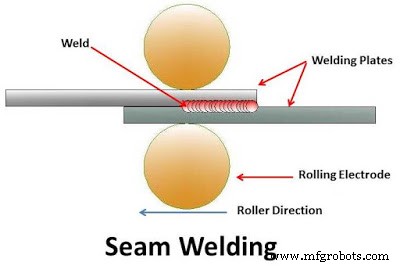
Soudage par projection :
Le soudage par projection est identique au soudage par points, sauf qu'une fossette est produite sur les pièces à usiner à l'endroit où la soudure est souhaitée. Maintenant, les pièces à usiner maintenues entre l'électrode et une grande quantité de courant la traversent. Une petite quantité de pression est appliquée à travers l'électrode sur les plaques de soudage. Le courant passe à travers la fossette qui la fond et la pression provoque l'aplatissement de la fossette et la formation d'une soudure.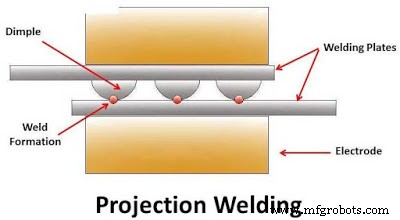
Soudage bout à bout :
C'est un autre type de soudage par résistance qui est utilisé pour souder des tubes et des tiges dans les industries sidérurgiques. Dans ce processus, deux pièces à souder seront serrées dans les porte-électrodes et un courant pulsé élevé dans la plage de 100 000 ampères est fourni au matériau de la pièce. Dans ce cas, deux porte-électrodes sont utilisés, l'un étant fixe et l'autre mobile. Initialement, le courant est fourni et la pince mobile est forcée contre la pince fixe en raison du contact de ces deux pièces à haute intensité, un éclair sera produit. Lorsque la surface de l'interface prend une forme plastique, le courant est arrêté et la pression axiale est augmentée pour former le joint. Dans ce processus, la soudure est formée en raison de la déformation plastique.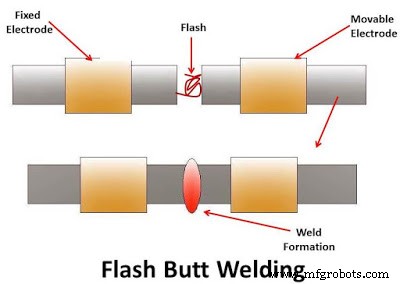
Application :
- Le soudage par résistance est largement utilisé dans l'industrie automobile.
- Le soudage par projection est largement utilisé dans la production d'écrous et de boulons.
- Le soudage à la couture est utilisé pour produire un joint anti-fuite requis dans les petits réservoirs, chaudières etc.
- Le soudage par étincelage est utilisé pour souder des tuyaux et des tubes.
Avantages et inconvénients :
Avantages :
- Il peut souder des métaux fins (0,1 mm) ainsi que des métaux épais (20 mm).
- Vitesse de soudage élevée.
- Facilement automatisé.
- Les métaux similaires et différents peuvent être soudés.
- Le processus est simple et entièrement automatisé, il ne nécessite donc pas de main-d'œuvre hautement qualifiée.
- Taux de production élevé.
- C'est un processus respectueux de l'environnement.
- Il ne nécessite aucun métal d'apport, flux et gaz de protection.
Inconvénients :
- Coût d'équipement élevé.
- L'épaisseur de la pièce est limitée en raison des exigences actuelles.
- Il est moins efficace pour les matériaux hautement conducteurs.
- Haute puissance électrique requise.
- Les joints de soudure ont une faible résistance à la traction et à la fatigue.
Processus de fabrication
- Usinage par faisceau d'électrons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage par Jet Abrasif :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage Ultrasons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Soudage Ultrasons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage Electrochimique :Principe, Mise en oeuvre, Matériel, Application, Avantages et Inconvénients
- Soudage sous laitier électroconducteur :Principe, Fonctionnement, Application, Avantages et Inconvénients
- Soudage à l'arc plasma :principe, fonctionnement, équipements, types, application, avantages et inconvénients
- Procédé de soudage à l'état solide :principe, types, application, avantages et inconvénients
- Applications, avantages et inconvénients du soudage TIG