


Soudage à l'arc plasma :principe, fonctionnement, équipements, types, application, avantages et inconvénients
Aujourd'hui, nous allons en apprendre davantage sur le principe du soudage à l'arc plasma, les types, le fonctionnement, l'équipement, l'application, les avantages et les inconvénients avec son diagramme. Le soudage à l'arc plasma est un procédé de soudage à l'état liquide dans lequel le joint métal sur métal se forme à l'état fondu. Les gaz ionisés chauds sont connus sous le nom de Plasma. Ces gaz ionisés chauds servent à chauffer les plaques de travail, et le joint est créé en raison de la fusion. Ce processus de soudage est identique au processus de soudage TIG, sauf que le plasma est utilisé pour souder les pièces au lieu de l'arc . Le matériau d'apport peut ou non être utilisé dans ce type de soudage . L'un des grands avantages du soudage à l'arc plasma est qu'il utilise moins de courant d'entrée que TIG ou MIG procédés pour produire la même chaleur.
Soudage à l'arc plasma :
Principe :
Les gaz ionisés chauds sont appelés plasma. Lorsqu'une quantité suffisante d'énergie est fournie à un gaz inerte, certains de ses électrons se libèrent de son noyau mais voyagent avec lui. Après le départ des électrons, les atomes sont convertis en état ionisé chaud. C'est l'état le plus courant de la matière, connu sous le nom de quatrième état de la matière. Ces atomes ionisés ont une forte teneur en chaleur qui est ensuite utilisée pour joindre deux plaques. C'est le principe de base du soudage à l'arc plasma. Ce soudage est une forme étendue de soudage TIG dans lequel, une électrode de tungstène non consommable est utilisée pour produire un arc. Cet arc chauffe les gaz inertes qui sont fournis par l'orifice interne autour de l'électrode de tungstène. La température de chauffage est d'environ 30000 degrés centigrades à laquelle le gaz se transforme en forme ionisée. Ce gaz ionisé chaud est ensuite utilisé pour créer un joint de soudure par fusion.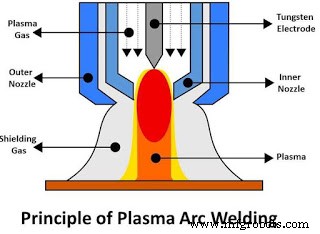
Équipement :
Source d'alimentation :
Le processus PAW nécessitait une alimentation CC haute puissance pour générer une étincelle électrique entre l'électrode de tungstène et les plaques de soudage (pour le processus PAW transféré) ou entre l'électrode de tungstène et la buse de décharge (pour le processus PAW non transféré). L'une des principales caractéristiques du soudage à l'arc plasma qui le différencie du TIG est sa capacité de soudage à faible ampérage. Cette soudure peut souder à faible ampère d'environ 2 ampères et le courant maximum qu'elle peut supporter est d'environ 300 ampères. Il a besoin d'environ 80 volts pour fonctionner correctement. La source d'alimentation est composée d'un transformateur, d'un redresseur et d'une console de contrôle.
Chalumeau à arc plasma :
C'est la partie la plus importante du processus PAW. Cette torche est assez similaire à celle utilisée en soudage TIG mais trop complexe. Il se compose de quatre parties principales qui sont une électrode de tungstène, des pinces, une buse intérieure et une buse extérieure. L'électrode de tungstène est maintenue par le collet. La pince est disponible en différents diamètres. La buse de gaz interne fournit des gaz inertes à l'intérieur de la torche pour former du plasma. La buse extérieure fournit des gaz de protection qui protègent la zone de soudure de l'oxydation. Ces buses s'usent rapidement. Les torches PAW sont refroidies à l'eau car l'arc est contenu à l'intérieur de la torche, ce qui produit une chaleur élevée, de sorte qu'une chemise d'eau est fournie à l'extérieur de la torche.
Alimentation en gaz de protection et plasma :
Généralement, le gaz plasma est identique au gaz de protection qui est fourni par une même source. Les gaz principalement inertes comme l'argon, l'hélium, etc. sont utilisés à la fois comme gaz inertes et comme gaz de protection. Ce gaz est fourni à la fois aux buses inertes et extérieures.
Matériau de remplissage :
La plupart du temps, aucun matériau d'apport n'est utilisé dans ce processus de soudage. Si un matériau d'apport est utilisé, il est directement introduit dans la zone de soudure.
Types :
Principalement, le soudage à l'arc plasma peut être classé en deux types.
Soudage à l'arc plasma non transféré :
Dans ce processus de soudage, un courant continu à polarité droite est utilisé. Dans ce processus, l'électrode de tungstène est connectée au pôle négatif et la buse est connectée au pôle positif. L'arc se produit entre l'électrode de tungstène et la buse à l'intérieur de la torche. Cela augmentera l'ionisation du gaz à l'intérieur de la torche. La torche transfère ce gaz ionisé pour un traitement ultérieur. Il est utilisé pour souder des tôles minces.
Soudage à l'arc plasma transféré :
Ce processus utilise également un courant continu à polarité droite. Dans ce processus, l'électrode de tungstène est connectée à la borne négative et la pièce est connectée à la borne positive. L'arc est produit entre l'électrode de tungstène et la pièce à usiner. Dans ce processus, le plasma et l'arc sont transférés à la pièce, ce qui augmente la capacité de chauffage du processus. Il est utilisé pour souder des tôles épaisses.
Travail :
Ce soudage fonctionne de la même manière que le TIG à la place, le plasma est utilisé pour chauffer le matériau de base. Son fonctionnement peut être résumé comme suit.
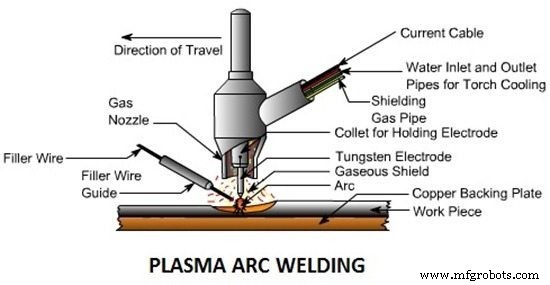
- Tout d'abord, les pièces sont correctement nettoyées. La source d'alimentation fournit l'électricité qui produit un arc entre l'électrode de tungstène et la buse, ou l'électrode de tungstène et la pièce.
- L'électrode de tungstène produit un arc très intense qui est utilisé pour l'ionisation des particules de gaz et convertit les gaz d'orifice en plasma. Ce gaz ionisé chaud est fourni aux plaques de soudage à partir d'un petit orifice.
- Les gaz de protection comme l'argon, etc. sont fournis par la soupape de pression et la soupape de régulation à la buse extérieure de la torche de soudage. Ces gaz créent un bouclier autour de la zone de soudage qui la protège des gaz atmosphériques comme l'oxygène , azote, etc.
- Le plasma frappe les plaques de soudage et les fusionne en une seule pièce. Ensuite, la torche de soudage est déplacée dans la direction de soudage.
- Si le soudage a nécessité un matériau d'apport, celui-ci est alimenté manuellement par le soudeur.
Application :
- Cette soudure est utilisée dans les industries marine et aérospatiale.
- Il est utilisé pour souder des tuyaux et des tubes en acier inoxydable ou en titane.
- Il est principalement utilisé dans les industries électroniques.
- Il est utilisé pour réparer les outils, les matrices et les moules.
- Il est utilisé pour le soudage ou le revêtement sur turbine lame.
Avantages et inconvénients :
Avantages :
- Vitesse de soudage élevée.
- Haute énergie disponible pour le soudage. Il peut être facilement utilisé pour souder des pièces dures et épaisses.
- La distance entre l'outil et la pièce n'affecte pas la formation de l'arc.
- Faible consommation d'énergie pour une soudure de même taille.
- Arc plus stable produit par la méthode PAW.
- Arc intense ou taux de pénétration élevé.
- Il peut fonctionner à faible ampérage.
Inconvénients :
- Coût d'équipement plus élevé.
- Opération bruyante.
- Plus de rayonnement.
- Main-d'œuvre hautement qualifiée requise.
- Coût de maintenance élevé.
Processus de fabrication
- Usinage Jet d'Eau et Jet d'Eau Abrasif :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage par faisceau d'électrons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage par faisceau laser ::Principe, Fonctionnement, Equipement, Application, Avantages et Inconvénients
- Usinage par Jet Abrasif :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage Ultrasons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Soudage Ultrasons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage Electrochimique :Principe, Mise en oeuvre, Matériel, Application, Avantages et Inconvénients
- Principes de fonctionnement de SMAW, ses avantages et ses inconvénients
- Applications, avantages et inconvénients du soudage à l'arc plasma