


Revêtements métalliques des aciers
Revêtements métalliques des aciers
Les aciers revêtus métalliques sont définis comme des substrats en acier revêtus d'une couche de zinc, d'alliage Zn/Al (zinc/aluminium), d'alliage Zn/Si (zinc/silicium) ou d'Al pur, etc. Les dispositions schématiques de la structure du revêtement métallique avec et sans passivation est illustré à la figure 1,
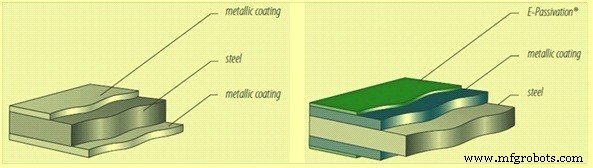
Fig 1 Structure de revêtement métallique avec et sans passivation
Les revêtements métalliques des aciers améliorent la durée de vie et les performances des aciers. Ils constituent le moyen le plus efficace et le plus économique de protéger les aciers contre la corrosion. Les aciers revêtus de métal offrent une combinaison unique de propriétés qui incluent une résistance élevée, une formabilité, un poids léger, une résistance à la corrosion, une esthétique, une recyclabilité et un faible coût.
Il existe plusieurs procédés de revêtement métallique des aciers, comme indiqué ci-dessous.
- Le processus de revêtement par immersion à chaud, dans lequel la bande d'acier est immergée dans un bain de métal en fusion. La composition du métal en fusion (Zn, Zn/Al, Al/Si ou Al pur, etc.) détermine la nature du revêtement métallique.
- Le processus d'électrozingage, dans lequel le métal est déposé électrolytiquement sur la bande d'acier froide.
- Revêtement sous vide, tel que PVD (dépôt physique en phase vapeur), CVD (dépôt chimique en phase vapeur) etc.
Les procédés de revêtement par immersion à chaud sont les procédés les plus populaires pour le revêtement métallique des bandes d'acier. Normalement, des lignes de revêtement continues sont utilisées pour la production de produits en acier revêtu de métal.
Les aciers revêtus métalliques produits dans les lignes de revêtement en continu ont connu une croissance remarquable et continuent d'être utilisés dans de nouveaux domaines de plus en plus variés. Cela est dû à leurs avantages économiques, technologiques et environnementaux exceptionnels.
.La large gamme de produits en acier à revêtement métallique disponible aujourd'hui répond aux exigences de tous les secteurs. Voici les paramètres qui régissent le choix du matériau en acier revêtu de métal.
Qualité ou nuance du substrat en acier
- Type de revêtement métallique
- Masse ou épaisseur du revêtement métallique
- Aspect de surface
- Qualité de surface
- Traitement de surface
- Tolérances sur les dimensions et la forme
Le revêtement métallique améliore la résistance à la corrosion de l'acier et prolonge la durée de vie du produit. Un revêtement métallique adapté permet d'améliorer les propriétés de formage et de soudage par résistance de l'acier ainsi que son aptitude à la peinture.
Types de produits revêtus
Voici les principaux types de produits revêtus de métal.
- Tôle d'acier galvanisée à chaud - Les normes ASTM pour ces tôles d'acier sont A653M et A1063M. Le revêtement de galvanisation est essentiellement un revêtement de Zn sur une tôle d'acier. Le mot galvaniser vient de la protection galvanique que Zn fournit à l'acier lorsqu'il est exposé à un environnement corrosif. C'est, de loin, le produit revêtu par immersion à chaud le plus courant avec une large gamme d'applications. Zn fournit à la fois une protection galvanique et barrière. La protection galvanique est supérieure à tout autre type de revêtement à chaud sur acier. Le revêtement contient de l'Al qui est typiquement dans la plage de 0,20 % à 0,30 %. De l'Al est ajouté au bain de Zn fondu pour contrôler la vitesse de croissance de la couche d'alliage (zone de liaison entre l'acier et le revêtement de Zn). Il améliore considérablement l'adhérence du revêtement pour permettre un formage sévère de la feuille revêtue. Le revêtement peut contenir une petite quantité de plomb (Pb) et/ou d'antimoine (Sb) pour le développement des paillettes. Presque tous les aciers revêtus galvanisés ne contiennent pas de Pb, et si c'est le cas, le Pb est inférieur à 0,03 %. Le poids (masse) du revêtement est généralement compris entre 90 et 1 200 g/m² pour l'A653M et entre 90 et 600 g/m² pour l'A1063M au total des deux côtés.
- Tôle d'acier recuite par galvanisation à chaud - La spécification ASTM pour ces tôles d'acier est A653M. Dans la production de la tôle d'acier recuite par galvanisation, le revêtement de galvanisation à chaud est allié par diffusion avec l'acier par chauffage supplémentaire dans la tour au-dessus du bain de revêtement. Un revêtement métallique typique contient 8 % à 11 % de fer. Ces feuilles sont généralement destinées à être peintes pour la plupart des applications. Ces tôles se caractérisent par leur grande dureté et leur comportement cassant lors du formage. Les tôles galvanisées sont plus faciles à souder et à peindre que les tôles galvanisées. Les performances avec la peinture sont améliorées de manière synergique en raison de l'excellente liaison formée entre la peinture et la surface du revêtement. Par rapport à l'acier galvanisé, les tôles d'acier recuites par galvanisation présentent normalement moins de corrosion sous la peinture au niveau des bords exposés, des rayures ou d'autres défauts de la peinture. Ces tôles d'acier sont utilisées pour les panneaux de carrosserie automobile. Le poids (masse) du revêtement est généralement compris entre 90 et 180 g/m² au total des deux côtés.
- Tôle d'acier revêtue d'un alliage 55 % Al - Zn par immersion à chaud - Ces tôles revêtues sont également connues sous le nom de tôles Galvalume. La norme ASTM pour ces feuilles est A792M. Le revêtement est un revêtement en alliage Al-Zn qui contient environ 55 % d'Al, 43,5 % de Zn et 1,5 % de Si. Ce revêtement offre une excellente barrière de protection combinée à une certaine protection galvanique. Le maintien de la protection galvanique est une caractéristique importante de ce revêtement. Cette combinaison particulière d'Al et de Zn affecte la formation d'une microstructure de revêtement qui est très importante pour de bonnes performances. Ce revêtement offre un très bon équilibre entre protection galvanique et barrière. Si est ajouté pour contrôler le taux de croissance de la couche d'alliage. Le revêtement améliore l'adhérence lors du formage. Le revêtement a une résistance à la corrosion beaucoup plus élevée que les revêtements galvanisés dans la plupart des environnements. Sa durabilité à long terme a été démontrée. Le poids (masse) du revêtement est généralement compris entre 100 et 210 g/m² au total sur les deux côtés.
- Tôle d'acier revêtue d'alliage Zn -5 % Al par immersion à chaud - Ces tôles revêtues sont également connues sous le nom de tôles Galfan. La norme ASTM pour ces feuilles est A875M. Le revêtement galvanique contient environ 95 % Zn et 5 % Al. Ce revêtement offre approximativement la même protection galvanique que la galvanisation et une meilleure résistance à la corrosion dans la plupart des environnements. Ce revêtement est normalement utilisé principalement pour les applications qui nécessitent une bonne ductilité du revêtement (telles que les pièces embouties et les tôles pré-peintes) et une résistance supérieure à la corrosion. Le poids (masse) du revêtement est généralement compris entre 90 et 700 g/m² au total des deux côtés.
- Tôle d'acier revêtue d'alliage Zn - Al - Mg (magnésium) par immersion à chaud - La norme ASTM pour ces tôles est A1046M. Le revêtement est un revêtement galvanique qui contient Zn, Al (5 % à 11 %) et Mg (2 % à 4 %). Ce revêtement offre une résistance supérieure à la corrosion dans de nombreux environnements agressifs. Le revêtement est utilisé dans des applications telles que le transport, les infrastructures, la construction, l'agriculture, l'énergie électrique et l'automobile. Le poids (masse) du revêtement est généralement compris entre 60 et 600 g/m² au total des deux côtés.
- Tôle d'acier aluminisée à chaud - La spécification ASTM pour ces tôles est A463M. Il existe deux types de revêtements aluminisés, à savoir (i) Type 1 - Al avec 5% à 11% Si, et (ii) Type 2 - revêtement Al pur. La forme la plus courante est le revêtement de type 1; utilisé pour les applications qui nécessitent une résistance à l'oxydation thermique telles que les pièces de four, les petits appareils et les systèmes d'échappement, etc. Le revêtement aluminisé est le meilleur revêtement sur tôle d'acier pour la résistance à l'oxydation thermique. Il peut être appliqué sur de l'acier inoxydable pour offrir des performances encore meilleures à haute température. Le revêtement Pure Al Type 2 est utilisé pour les applications extérieures. La performance anticorrosion de ce revêtement est basée sur une protection barrière sans protection galvanique dans la plupart des environnements. La protection barrière contre la corrosion est très bonne dans ce cas puisque l'Al du revêtement forme un film d'oxyde d'aluminium stable sur la surface du revêtement. Le poids (masse) du revêtement est généralement compris entre 75 et 300 g/m² au total des deux côtés pour le type 1 et pour le type 2, entre 200 et 300 g/m² au total sur les deux faces.
- Tôle d'acier revêtue Terne - La norme ASTM pour ces tôles est A308M. Ce revêtement est un revêtement en alliage Pb qui contient 3 % à 15 % Sn (étain). Sn est ajouté pour développer une liaison entre le revêtement et l'acier. Le revêtement est très formable et améliore le comportement à l'emboutissage profond. De plus, la feuille revêtue peut être facilement soudée. La tôle enduite a une très bonne résistance à l'essence, même si l'utilisation pour les réservoirs de carburant est en baisse (liée à l'enjeu environnemental lié au Pb et non lié aux performances de la tôle enduite). Le poids (masse) du revêtement est généralement compris entre 75 et 335 g/m² au total des deux côtés.
Ligne de revêtement métallique
La ligne de revêtement métallique est l'endroit où le substrat en acier est recouvert d'une combinaison protectrice et éprouvée de métaux qui offre une résistance efficace à la corrosion. La ligne dispose de deux accumulateurs de bandes en nombre, un chacun à l'entrée et à la sortie de la ligne, permettant d'accumuler la bande d'acier pendant une courte période de temps. Cette capacité permet à la ligne de passer à une nouvelle bobine ou de retirer une bobine finie tandis que le reste de la ligne continue de fonctionner à une vitesse constante. La précision peut être maintenue à chaque étape du processus, ce qui donne une surface uniforme et un revêtement uniforme. Voici les composants de base d'une ligne de revêtement métallique.
- La bobine passe du laminoir à froid (CRM) à la ligne de revêtement via l'une des deux bobines de dévidage. La queue de la bobine précédente et la tête de la nouvelle bobine sont cisaillées. Les nouvelles extrémités sont soit soudées ensemble par une soudeuse électrique, soit jointes mécaniquement pour créer une bande continue d'acier dans la section de traitement de la ligne.
- L'acier entre dans le premier accumulateur de bandes généralement sous la forme d'une tour.
- Après réduction à froid dans le CRM, le film résiduel d'huile de lubrification doit être retiré de l'acier avant le recuit pour garantir une parfaite adhérence du revêtement métallique au substrat en acier. Le film d'huile est éliminé dans une cuve de dégraissage alcalin. Après le nettoyage, la bande d'acier est rincée et séchée.
- La bande d'acier froide entre dans le four. Le but du four est de faire un nettoyage final de la surface en brûlant le film d'huile restant sur la surface de l'acier par des brûleurs à flamme nue dans la zone de préchauffage de la section de recuit. Le deuxième objectif du four est de chauffer l'acier pour développer les propriétés mécaniques appropriées.
- En raison du laminage à froid de l'acier, le substrat en acier présente un écrouissage extrême et est généralement appelé acier entièrement dur. La section de recuit assure le traitement thermique de l'acier pour récupérer ses propriétés mécaniques et rendre l'acier adapté à l'utilisation prévue. Pendant le traitement thermique, la microstructure réduite sévèrement à froid se recristallise.
- La section de recuit est divisée en trois zones, à savoir (i) le préchauffage, (ii) le maintien et (iii) le refroidissement contrôlé. A l'intérieur de la zone de recuit, l'acier est empêché de s'oxyder en utilisant un mélange gazeux hydrogène azote. Tous les brûleurs sont généralement de type radiant, pour éviter le contact direct entre la flamme et la surface de l'acier. Les cycles de recuit sont gérés en fonction des propriétés mécaniques finales requises.
- A la fin de la zone de refroidissement, la température de la bande est refroidie à un niveau approprié par rapport à la température du métal fondu à revêtir.
- Une fois que la bande d'acier a atteint la température requise, elle est immergée dans un bain de métal en fusion. Lorsque la bande sort du bain, elle est recouverte d'une épaisse couche de métal en fusion. Un ensemble de couteaux à air (ou à azote), situés au-dessus du bain, ajuste le poids du revêtement aux niveaux requis. Le poids du revêtement est normalement contrôlé et surveillé en permanence par un équipement de mesure automatique
- Les bandes d'acier revêtues traversent une tour de refroidissement, ramenant la bande revêtue presque à température ambiante.
- En cas de besoin, l'acier peut être passé dans un laminoir de conditionnement de surface pour créer une surface lisse pour le revêtement de couleur.
- Le niveleur de tension tire la bande d'acier revêtue de métal tout en passant sur une série de rouleaux pour fournir une planéité supérieure.
- La bande d'acier métallisée qui n'est pas destinée à la ligne de revêtement de couleur reçoit un traitement chimique qui fournit une protection provisoire contre la détérioration du revêtement. Ce traitement de surface est effectué par pulvérisation ou trempage conventionnel et essorage ultérieur ou par application directe avec un rouleau enducteur. Les post-traitements sont soit une passivation de surface, soit des revêtements organiques minces. Ils peuvent être appliqués dans la section de sortie dans certains cas.
- La bande d'acier revêtue entre dans l'accumulateur de sortie, attendant d'être à nouveau enroulée.
- La bande d'acier revêtue est enroulée sur la bobine de tension et envoyée pour un revêtement de couleur ou un emballage. ?
Un diagramme schématique typique d'une ligne de revêtement métallique montrant les principaux équipements se trouve à la Fig 2.
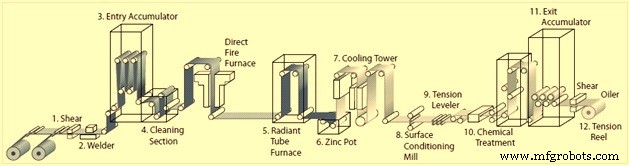
Fig 2 Diagramme schématique typique d'une ligne de revêtement métallique montrant les principaux équipements
Applications
L'utilisation d'une variété d'aciers revêtus métalliques est devenue une partie intégrante de la vie quotidienne des gens. Ces aciers sont utilisés pour protéger, abriter, emballer et pour le transport tout en répondant à la demande de matériaux solides, durables et esthétiques.
Dans le bâtiment et la construction, les aciers revêtus de métal sont utilisés depuis de nombreuses années pour le profilage, le revêtement et la toiture, mais ils sont également utilisés pour des applications telles que les portes, les escaliers, les plafonds, etc.
Les produits en acier revêtu de métal ont une très large gamme d'applications dans l'industrie générale. Les exemples sont les meubles, la climatisation, les conduits, les réservoirs et les écrans thermiques, etc.
Le secteur de l'électroménager est également un grand utilisateur d'aciers revêtus de métal. La tendance est même aujourd'hui à la construction d'appareils électroménagers entièrement en aciers revêtus de métal, qu'il s'agisse de produits blancs (réfrigérateurs, lave-linge, fours, etc.) ou de produits bruns (téléélectronique, vidéo, hi-fi, etc.).
Processus de fabrication
- Matériaux d'impression 3D en métal
- Inconel contre acier inoxydable
- Nuances d'acier à outils courantes
- Comment rouiller le métal
- 9 avantages de l'utilisation du revêtement en poudre dans la fabrication de métaux
- Qu'est-ce que l'acier argenté ?
- Mesure de la précision du poinçon dans la fabrication métallique
- Façons de souder la tôle d'acier
- Qu'est-ce que la fabrication d'acier ?