


Patins à glace
Historique
Le patinage sur glace, sous une forme ou une autre, existe depuis des milliers d'années. Les preuves suggèrent qu'il y a aussi longtemps que 1000 BC. Les Scandinaves fabriquaient des lames grossières à partir de la tige ou des os des côtes d'élans, de bœufs et de rennes et les attachaient à des bottes. Un match joué sur glace entre équipes a été enregistré dès le IIe siècle après JC Aux Pays-Bas, hommes et femmes patinaient sur les canaux au Moyen Âge. L'histoire écossaise raconte des histoires d'armées traversant des marais gelés sur des patins pour attaquer les territoires ennemis. Le patinage sur glace est devenu si populaire en Écosse que le premier club de patinage a été créé à Édimbourg en 1742. En 1848, E.W. Bushnell a inventé le premier fer à repasser patin à glace pouvant être clipsé sur une botte.
Au cours des années 1800, la popularité du patinage sur glace a grimpé en flèche. Des clubs de patinage ont ouvert leurs portes à Londres, Vienne et New York. Des patinoires ont été construites à Toronto, au Canada, et à Davos, en Suisse. En 1876, la première patinoire artificiellement gelée, appelée le Glaciarium, a ouvert ses portes à Londres. Au XIXe siècle, le patinage de vitesse a été introduit et la théorie de la danse classique a été appliquée pour créer le sport du patinage artistique.
Il existe trois types de base de patins à glace :les patins de hockey, les patins artistiques et les patins de vitesse. Les patins de vitesse sont conçus pour une vitesse optimale dans une direction, le patineur déplaçant le pied droit vers le gauche. Le patin de vitesse comporte une lame droite jusqu'à 18 pouces (46 cm) de long et 0,03-0,06 pouce (0,08-0,15 cm) de large. La lame est renforcée par un tube d'acier creux. La botte est faite de cuir très léger et fin.
Les patins de hockey sont construits pour permettre au patineur de déplacer le pied droit sur le pied gauche et le pied gauche sur le droit. La lame, généralement de 0,06 pouce (0,15 cm) de large, est également renforcée par un tube creux. La botte est courte, mesurant 10 à 13 cm (4 à 5 pouces) de la semelle et renforcée par des capuchons en plastique et des couches supplémentaires de cuir au niveau des orteils. Cela protège les pieds des patineurs des lames des autres patins. Le patin de hockey original était fait de cuir avec une semelle plastifiée, une pointe de sécurité à l'arrière et un bout dur. Un nylon à l'épreuve des balles a ensuite été introduit, offrant une protection encore plus grande contre les coupures. La dernière innovation comprend une botte moulée en plastique avec des chandeliers en plastique et des tubes en plastique. Une doublure amovible fortement rembourrée aide à contrôler l'ajustement.
Les patins artistiques sont équipés d'une lame en acier de 0,125 pouce (0,32 cm) conçue pour la rotation. La lame est creuse sur le fond de sorte que seuls les bords extérieurs touchent la glace. Une série d'angles vifs à l'avant de la lame appelés pics d'orteils facilitent l'atterrissage des sauts d'orteils. Le patin artistique a une botte haute, mesurant 7-8 pouces (18-20 cm) de la semelle au sommet, couvrant complètement la cheville.
Matières premières
Les patins à glace sont faits de cuir, de nylon, de plastique, d'acier et de divers autres matériaux synthétiques. Dans la plupart des cas, les matières premières sont achetées auprès de fournisseurs externes. Le fabricant de patins à glace inspecte les peaux de cuir de près pour s'assurer que les peaux ont été nettoyées et tannées selon les spécifications de l'entreprise. Le cuir de kangourou est l'une des peaux les plus utilisées pour les patins artistiques. 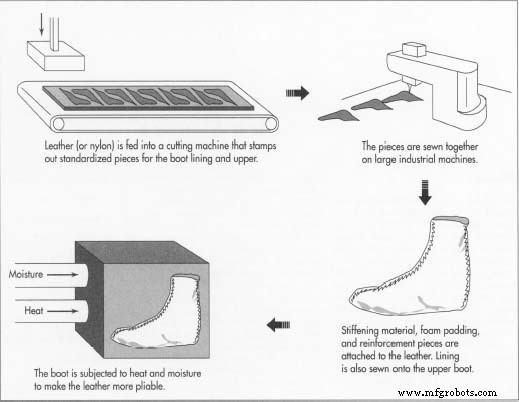 Le nylon tricoté et le plastique moulé sont couramment utilisés pour les patins de hockey et de vitesse. Le cuir et le nylon sont spécialement traités pour résister à l'eau.
Le nylon tricoté et le plastique moulé sont couramment utilisés pour les patins de hockey et de vitesse. Le cuir et le nylon sont spécialement traités pour résister à l'eau.
Les lames sont généralement en acier trempé et recouvertes d'un chrome de haute qualité. Certains fabricants de lames peuvent ajouter du titane au métal. Le fabricant de patins à glace passe des contrats avec des fabricants externes pour leur fournir des lames de différents styles et tailles. Les patineurs de compétition (par opposition aux patineurs récréatifs) ont généralement leurs lames montées par un spécialiste.
Les ciments, fils de couture et autres matériaux synthétiques sont également achetés auprès de fournisseurs extérieurs et stockés dans l'usine de fabrication de patins.
Le processus de fabrication
Ni le Comité olympique ni la Fédération américaine de patinage sur glace n'ont d'exigences concernant la fabrication de patins à glace. Cependant, les fabricants prêtent une attention particulière aux besoins et aux suggestions des patineurs et des entraîneurs professionnels.
Découpe des segments de botte
- 1 Le cuir ou le nylon est introduit dans une machine de découpe qui découpe huit pièces standardisées :quatre pour la doublure de la botte et quatre pour la tige de la botte. Une machine similaire coupe des pièces pour la languette, la semelle, le talon et les sections de renfort. Les pièces sont poinçonnées mécaniquement avec un code de date, une taille, un numéro de commande et des trous pour les œillets.
Construction de la partie supérieure
- 2 La botte est cousue ensemble sur des machines à coudre industrielles que les ouvriers de l'usine régulent avec des pédales ou des panneaux de commande. Les pièces de la doublure sont cousues ensemble au niveau des coutures du dos et des orteils. Les pièces supérieures sont cousues ensemble de la même manière. Un matériau de renforcement, appelé contrefort et généralement en cuir ou en plastique, est inséré de la boule de la botte autour du talon jusqu'au milieu de la voûte plantaire pour fournir un soutien à la cheville. Des pièces de renfort sont collées sur la face inférieure de la tige avec du ciment à base de latex ou de néoprène. Un rembourrage en mousse est superposé sur le renfort. La doublure est ensuite cousue sur la tige de la botte à travers les trois couches. Les bords en excès sont coupés. Une ligne de surpiqûres offre un soutien et une décoration supplémentaires. La patte à œillets est également renforcée au moyen d'une bande de cuir. La languette est doublée de caoutchouc spongieux, puis clouée d'abord à la doublure, puis à la tige de la botte, à l'aide d'un point de papillon croisé.
- 3 La botte partiellement construite est ensuite soumise à un processus de chaleur et d'humidité appelé broyage qui rend le cuir plus souple.
Façonner la botte
- 4 La botte est façonnée en la plaçant sur une forme, qui est une forme de pied en plastique correspondant à une taille et une largeur de chaussure particulière. Les formes ressemblent à des embauchoirs. Un fabricant de patins peut avoir jusqu'à 102 tailles et largeurs pour les femmes et jusqu'à 57 tailles pour les hommes. Cette grande différence de nombre de formes peut être due à plusieurs facteurs :il y a plus de patineuses (notamment en patinage artistique) que d'hommes, augmentant ainsi la variété demandée. En outre, les femmes peuvent être plus attentives à l'ajustement, comme en témoigne la plus grande variété de largeurs et de tailles pour les chaussures de ville pour femmes que pour les hommes.
D'abord une semelle intérieure est clouée sur le dernier. Ensuite, la botte est serrée, à la main, sur le bas de la forme. Le travailleur doit s'assurer que toutes les rides sont éliminées en travaillant de la voûte plantaire au talon puis de la voûte plantaire à la pointe. Des punaises ou du ciment adhèrent à la voûte plantaire, au talon et aux orteils à la semelle intérieure.
Séchage et mise en place de la botte
- 5 Les clous qui maintiennent la semelle intérieure jusqu'au dernier sont retirés. La botte, encore tendue sur la forme, est placée dans une chambre de séchage. La chaleur est appliquée pour régler la botte à la longueur et à la largeur de la forme. Un travailleur retire ensuite la forme de l'intérieur de la botte de patin.
Préparation et fixation de la semelle
- 6 La botte est posée à l'envers sur une cheville sous une meuleuse électrique pour enlever la finition cuir du bas de la botte. Le processus de meulage provoque la formation d'une crevasse au milieu du bas de la botte où se produit la voûte naturelle du pied. Cette crevasse est remplie d'un mastic synthétique et d'une tige de support d'arc en acier à ressort de calibre 18. Une semelle en cuir ou en caoutchouc est ensuite fixée à la botte avec un ciment à base d'uréthane.
Fixation du talon
- 7 Le talon est construit en collant des piles carrées de cuir ou de panneaux de fibres hydrofuges les unes sur les autres. La hauteur et la largeur du talon varient selon le type de patin. Le talon est collé sur la botte, puis six à dix clous longs sont enfoncés dans le talon, la semelle extérieure et la semelle intérieure. Enfin, le talon est taillé et lissé.
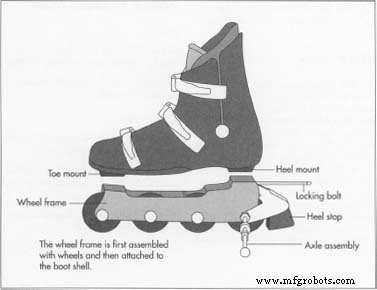
Fixation de la lame
- 8 Les plaques de semelle et de talon de la lame sont alignées avec la zone de semelle et de talon du bas de la botte. Le travailleur « regarde » le placement, en s'assurant que la lame est centrée sur la semelle. Une quantité égale de bas de botte doit être exposée au niveau des orteils et du talon. Le travailleur visse ensuite la lame sur la botte à l'aide d'une perceuse à grande vitesse sur une presse à pédale. Seules quelques vis sont insérées dans le coffre; le reste est emballé avec les patins à glace. Cela permet au patineur d'ajuster la lame au besoin avant que les vis restantes ne soient insérées et serrées. Cependant, les lames des patins munis de semelles en caoutchouc sont fixées en permanence par des rivets.
Finition et polissage
- 9 Le patin terminé est poli à la main et vaporisé d'une solution pour le faire briller. Les lacets sont enfilés dans les œillets. Les patins sont ensuite emballés pour l'expédition.
Contrôle qualité
Le processus de fabrication comprend plusieurs points d'inspection. A chaque poste, l'inspecteur vérifie l'alignement des différentes pièces. Les coutures et les œillets sont vérifiés pour la rectitude et l'uniformité. Les imperfections structurelles et visuelles telles que les fils lâches et les rides sont éliminées.
La plupart des fabricants de patins à glace ont des patineurs professionnels dans leur personnel qui sont impliqués dans la conception et les tests du produit.
Processus de fabrication
- Considérations pour l'usinage suisse à haute production
- Guide du prototypage CNC
- Comprendre le processus de fabrication d'arbres
- Qu'est-ce que la passivation de l'acier inoxydable ?
- Quatre consignes de sécurité relatives à la glace sèche pour le transport de vaccins sensibles
- EV vs ICE :en quoi la conception des faisceaux de câbles diffère-t-elle ?
- Un meilleur capteur détecte l'accumulation de glace en temps réel
- Distributeur automatique de popsicle :le potentiel commercial
- Déplacer la machine dans l'atelier avec des patins de machine de bricolage - Gréement de base