


cordon élastique
Contexte
Le sandow est constitué d'un ou plusieurs brins d'un matériau élastique, généralement du caoutchouc, liés entre eux par un revêtement en tissu. Il est couramment utilisé comme dispositif d'arrimage pour les bagages ou l'équipement transporté à l'extérieur d'un véhicule. Le cordon élastique est également utilisé par l'armée pour absorber le choc d'ouverture des grands parachutes de fret lors du largage de charges lourdes telles que des chars. Le développement de cordes élastiques longues et résistantes pour l'armée a conduit au sport récréatif du saut à l'élastique. Dans ce sport, le participant saute d'une structure surélevée tout en portant un harnais attaché à une extrémité d'un long cordon élastique avec l'autre extrémité attachée à la structure.
Le terme « bungee » ou « bungie » est considéré comme un argot britannique pour india-caoutchouc. Certaines références à l'india-caoutchouc utilisé à l'origine pour effacer les marques de crayon sur le papier l'appellent "india-bungie". Une autre source prétend que le terme est dérivé du mot anglo-indien "bangy" faisant référence au terme familier désignant un joug porté sur l'épaule avec deux charges égales suspendues par des cordes à l'avant et à l'arrière. Dans les deux cas, les concepts de matériau élastique et de cordes porteuses s'appliquent tous deux à la corde élastique moderne.
On pense que l'histoire du saut à l'élastique en tant que sport ou test de courage remonte à 1500 ans à l'île de Pentecôte dans ce qui est maintenant la République de Vanuatu dans le Pacifique Sud. Selon la légende locale, une épouse s'est sentie maltraitée par son mari et s'est enfuie, se réfugiant dans un grand arbre. Alors que son mari grimpait dans l'arbre à sa poursuite, elle a secrètement attaché des vignes autour de ses chevilles. Quand il a essayé de l'attraper, elle a sursauté. Il a sauté après elle et est tombé à sa mort. Les vignes élastiques ont amorti sa chute et elle a vécu. Après cela, les hommes de l'île ont décidé qu'aucune femme ne devrait plus jamais les tromper, et ils ont commencé à s'entraîner à sauter avec des vignes. Avec le temps, c'est devenu une épreuve de courage, les hommes les plus courageux sautant d'une hauteur de 80 pieds (24 m) pour avoir la tête frôler le sol avant que les vignes n'arrêtent complètement leur chute.
Le saut à l'élastique moderne utilisant des cordes élastiques a commencé à la fin des années 1970. Le jour du poisson d'avril 1979, l'Oxford Dangerous Sports Club of Britain a attiré l'attention du public lorsque des membres ont sauté du pont Clifton de 245 pieds (75 m) à Bristol, en Angleterre. Depuis ce temps, le saut à l'élastique est devenu un sport commercialisé avec des milliers de participants.
Matières premières
Le matériau élastique d'un sandow est généralement en caoutchouc naturel ou synthétique. Le caoutchouc naturel, parfois appelé caoutchouc latex, a une excellente extensibilité (la capacité d'être étendu), la résilience (la capacité de retrouver sa forme d'origine après avoir été étendu) et la résistance à la traction (la capacité d'être étendu sous charge sans se casser). Pour ces propriétés, il constitue un excellent matériau pour les sandows. Le caoutchouc naturel présente l'inconvénient de n'avoir qu'une assez bonne résistance à l'air et aux rayons ultraviolets du soleil. Les caoutchoucs synthétiques, tels que le néoprène, ont une meilleure résistance à l'air et à la lumière du soleil, mais moins de résilience et de résistance à la traction que le caoutchouc naturel. La spécification militaire (mil-spec) pour les sandows autorise le caoutchouc naturel ou synthétique 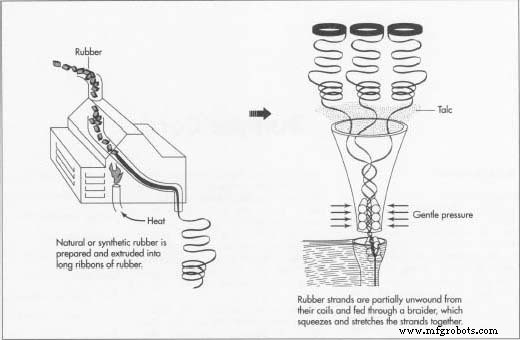 caoutchouc, ou un mélange des deux. Le caoutchouc récupéré ne peut pas être utilisé pour les cordons milspec. Le caoutchouc naturel est largement utilisé pour les cordes utilisées dans le saut à l'élastique.
caoutchouc, ou un mélange des deux. Le caoutchouc récupéré ne peut pas être utilisé pour les cordons milspec. Le caoutchouc naturel est largement utilisé pour les cordes utilisées dans le saut à l'élastique.
Le revêtement en tissu du cordon élastique peut être tressé à partir de fil de coton ou de nylon. Le sandow commercial a généralement une seule couche de revêtement en nylon qui est plus résistant à l'abrasion et a une résistance à la traction plus élevée. Le cordon élastique Mil-spec doit avoir deux couches de revêtement en coton. Certaines cordes utilisées pour le saut à l'élastique ont un revêtement en coton, le même que la corde mil-spec. D'autres cordes de saut à l'élastique spécialement conçues ont un revêtement tressé en caoutchouc naturel.
Conception
La corde élastique commerciale standard est disponible dans des diamètres d'environ 0,25 pouce à 0,62 pouce (0,64 à 1,6 cm). Le cordon Mil-spec est disponible de 0,25 pouce à 0,87 pouce (0,64 à 2,2 cm) de diamètre. Ces cordons ne nécessitent aucun nouveau travail de conception autre qu'un changement occasionnel des couleurs du revêtement extérieur. (Voir Contrôle Qualité). La corde de saut à l'élastique mesure généralement environ 0,62 pouce (1,6 cm) de diamètre et est généralement conçue individuellement par chaque entreprise de saut à l'élastique selon ses spécifications.
Un cordon élastique sur mesure peut être requis pour des applications spéciales. Lorsqu'un fabricant de camions légers a décidé de démontrer la solidité du châssis de son produit, il a envoyé le véhicule sauter à l'élastique d'un pont. Cette cascade a été présentée dans une publicité à la télévision nationale et nécessitait un jeu de neuf cordons élastiques spécialement conçus, chacun de 5 pouces (13 cm) de diamètre et 100 pieds (30 m) de long.
Le processus de fabrication
Certaines entreprises de saut à l'élastique conçoivent et fabriquent leur propre corde. En général, il s'agit d'un processus propriétaire qu'ils gardent secret. Ce qui suit décrit un type 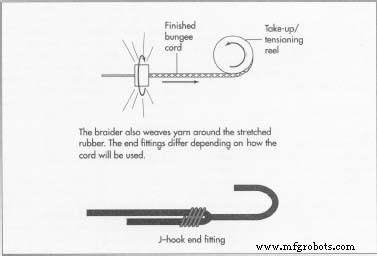 processus par lequel les cordons élastiques commerciaux ou milspec sont fabriqués.
processus par lequel les cordons élastiques commerciaux ou milspec sont fabriqués.
Extruder les rubans en caoutchouc
- 1 Le caoutchouc naturel ou synthétique est préparé et extrudé en longs rubans de caoutchouc. Ces rubans mesurent environ 0,09 pouce à 0,12 pouce (0,24-0,32 cm) d'épaisseur, 0,25 pouce (0,64 cm) de large et jusqu'à 100 pieds (30 m) de long. L'extrudeuse se compose d'un cylindre chauffé dans lequel le caoutchouc est placé. Une extrémité du cylindre se déplace sous pression pour forcer le caoutchouc à sortir par un petit trou à l'autre extrémité. Le trou, ou matrice, a la forme de la section transversale de ruban souhaitée. Lorsque les rubans en caoutchouc ont refroidi, ils sont enroulés et expédiés au fabricant de sandows.
Préparation des rubans en caoutchouc
- 2 Le nombre de rubans, ou brins, dans un cordon élastique détermine le diamètre du cordon et la cote globale de résistance à la traction. Le nombre approprié de brins de caoutchouc est partiellement déroulé de leurs bobines. Pour éviter que les brins individuels ne collent les uns aux autres par temps chaud, ils sont recouverts de talc ou de pierre ollaire en poudre fine. Cela se fait en continu pendant que les brins sont déroulés des bobines pendant le processus de tressage (étapes 3 et 4 ci-dessous).
Tressage de la couverture
- 3 Les extrémités libres des brins de caoutchouc sont rassemblées et alimentées manuellement dans une machine appelée la tresseuse. À l'extrémité d'entrée de la tresse, ils passent à travers un rouleau ou un autre dispositif qui les presse doucement en un faisceau. A l'autre extrémité, un autre rouleau ou une bobine réceptrice tire les brins à travers la machine. En ajustant les pressions et les vitesses des dispositifs d'entrée et de sortie, les brins de caoutchouc sont mis sous tension et légèrement étirés lors de leur passage dans la machine. Cela réduit le diamètre du faisceau de brins de caoutchouc pour permettre au revêtement de tissu d'être enroulé étroitement.
- 4 Le tresseur tisse le fil de revêtement autour du faisceau de caoutchouc étiré lors de son passage dans la machine. Le fil doit être tissé selon un motif suffisamment serré pour empêcher la saleté de pénétrer dans les espaces entre les fils de fil lorsque le cordon est complètement étendu. Si deux ou plusieurs couches de revêtement sont nécessaires, elles sont tissées l'une après l'autre. Le fil de revêtement extérieur peut être coloré et tissé selon un motif à des fins de datation ou de décoration. (Voir Contrôle Qualité).
Livraison
- 5 Le cordon élastique fini est coupé à longueur, enroulé et placé dans des boîtes en carton pour l'expédition. Certains cordons sont d'abord placés dans des sacs en plastique foncé comme protection supplémentaire contre les rayons ultraviolets pendant la manipulation et le stockage.
Fixation des embouts
- 6 Les embouts peuvent être fixés par quelqu'un d'autre que le fabricant du sandow. Dans le cas des cordons élastiques commerciaux utilisés comme attaches de bagages et d'équipement, un autre fabricant ou distributeur coupe le cordon élastique aux longueurs requises, double chaque extrémité et enroule étroitement un fil rigide autour des extrémités avec une machine à enrouler le fil. L'autre extrémité de ce fil est généralement pliée en un crochet en forme de J pour permettre aux extrémités d'être sécurisées. Le cordon élastique utilisé pour le saut à l'élastique peut avoir les extrémités pliées autour d'un œil non métallique et enveloppé d'une solide ficelle cirée, appelée fouet, qui est enroulée fermement pendant que le cordon est étiré. D'autres embouts peuvent impliquer de coudre le cordon à la sangle en tissu.
Contrôle qualité
Le sandow est soumis à différents niveaux de contrôle qualité en fonction de l'application finale. Ceux-ci consistent généralement en une inspection visuelle, des tests et un étiquetage ou un codage couleur.
Inspection visuelle
Tous les sandows sont soumis à une inspection visuelle pour détecter les défauts des brins de caoutchouc et du revêtement pendant la fabrication. Les défauts comprennent des brins cassés, un revêtement mal tissé et des taches visibles sur le revêtement.
Tests
Le cordon élastique commercial nécessite rarement des tests. Le cordon Mil-spec, en revanche, doit subir une série de tests rigoureux, notamment des mesures de taille et de poids, la résistance à la traction, le pourcentage d'allongement sous diverses charges et un certain nombre de cycles de flexion extension-contraction. Par exemple, un cordon conforme aux spécifications militaires de 0,62 pouce (1,6 cm) de diamètre doit peser 14 livres par 100 pieds (ou 6 kg par 30 m), supporter 250-350 livres (113-159 kg) à 100 % d'allongement, avoir un résistance à la rupture minimale de 500 livres (227 kg) et être capable de supporter un minimum de 50 000 cycles de flexion. Les fabricants de cordons élastiques pour le saut à l'élastique ont leurs propres normes qui peuvent inclure le fait de soumettre le cordon à un certain nombre de cycles de flexion complets et de mesurer le changement de force par rapport à l'extension pour s'assurer que le cordon ne se prolonge pas trop.
Étiquetage et codage couleur
Les performances du sandow peuvent être affectées par l'âge. Le cordon construit selon les spécifications militaires doit être expédié à l'utilisateur final dans les six mois suivant la date de sa fabrication. Pour assurer la conformité avec cette exigence, le cordon mil-spec utilise un revêtement extérieur à code couleur pour indiquer la date de fabrication. La couleur principale indique l'année comme suit :rouge (1992), bleu (1993), jaune (1994), noir (1995) et vert (1996). Pour les années suivantes, le cycle de couleurs est répété en commençant par le rouge pour 1997. Pour mieux définir la date de fabrication, une deuxième couleur mineure est incorporée dans le revêtement extérieur comme suit :rouge (janvier-mars), bleu (avril- juin), vert (juillet-septembre) et jaune (octobre-décembre).
Certaines entreprises de saut à l'élastique qui fabriquent leur propre cordon utilisent un système de codage couleur différent pour identifier la capacité de charge du cordon plutôt que l'âge. Cette couleur est souvent cousue dans la sangle attachée à l'extrémité du harnais du cordon pour garantir que le cordon de capacité appropriée correspond au poids du cavalier. L'âge du cordon est contrôlé par des tests périodiques et des cycles de remplacement réguliers.
Les couleurs sur le revêtement extérieur des cordons élastiques commerciaux n'ont aucune signification et sont uniquement à des fins décoratives.
Le futur
Le cordon élastique commercial est un produit simple et peu coûteux avec de nombreuses utilisations. Il continuera à être utilisé dans un avenir prévisible. De même, l'armée devrait continuer à utiliser la conception actuelle du cordon élastique dans de nombreuses applications.
L'élastique utilisé pour le saut à l'élastique est devenu un produit spécialisé. En raison de problèmes de responsabilité, de nombreux fabricants commerciaux ne fabriquent ni ne vendent plus de corde pour le saut à l'élastique. Les entreprises qui font la promotion du saut à l'élastique en tant que sport fabriquent désormais leur propre corde selon leurs propres spécifications. Les spécifications et les procédés de fabrication varient d'une entreprise à l'autre et sont considérés comme hautement exclusifs. La principale préoccupation, bien sûr, est la sécurité du sauteur. À cette fin, ces entreprises continueront d'exercer des contrôles très stricts sur la fabrication, la manipulation, les tests et le processus de remplacement de leurs cordons.
Processus de fabrication
- Qu'est-ce que l'usinage VMC ?
- Guide du marquage laser sur aluminium
- Soudage MIG vs soudage TIG
- Guide du marquage laser
- Considérations pour l'usinage suisse à haute production
- Guide du prototypage CNC
- Comprendre le processus de fabrication d'arbres
- Électropolissage contre passivation
- Qu'est-ce que la passivation de l'acier inoxydable ?