


Le moulage par injection démystifié :un guide complet sur la production de pièces en plastique
Comprendre le moulage par injection
Le moulage par injection est une technique de fabrication de précision qui permet de fabriquer des pièces en plastique de haute qualité en forçant un polymère fondu dans un moule sur mesure. La résine est chauffée bien au-dessus de son point de fusion, puis injectée sous haute pression, lui permettant de remplir chaque détail de la cavité avant de refroidir et de se solidifier dans la géométrie finale.
Principes de fonctionnement
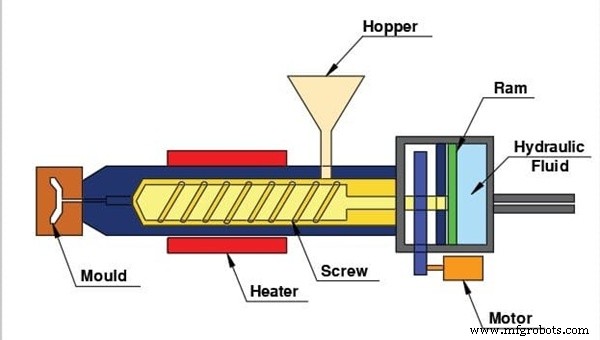
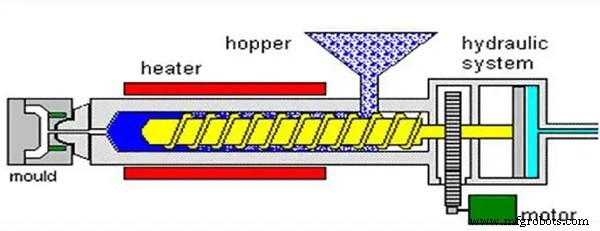
Le processus ressemble à une seringue :des pellets bruts sont introduits dans une trémie, chauffés dans un baril jusqu'à ce qu'ils se liquéfient, puis une vis hydraulique force le plastique fondu dans le moule fermé. L'injection s'effectue à des pressions de 100 à 150 MPa, garantissant que la cavité est complètement remplie avant que la pièce ne commence à refroidir.
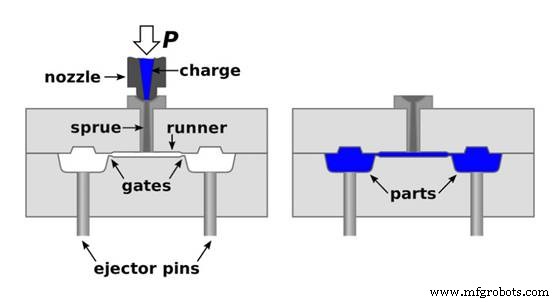
Une fois le moule ouvert, des éjecteurs retirent la pièce solidifiée. Le cycle se répète en quelques secondes, permettant la production de milliers d'unités par minute.
1. Conception et création de moules
Le moule est la pierre angulaire du processus. Il définit la forme, la taille et les caractéristiques structurelles de la pièce. L'usinage CNC ou l'impression 3D avancée sont généralement utilisés pour obtenir la géométrie exacte, les angles de dépouille et les dimensions critiques requis pour une éjection et un refroidissement fiables.
Les moules d'injection sont généralement fabriqués en aluminium ou en acier et se composent de composants de noyau et de cavité, de portes, de canaux, de carottes et de systèmes d'éjection. Une sélection appropriée des matériaux et une précision d'usinage sont essentielles pour la durabilité et la répétabilité.
2. Sélection des matériaux
Choisir le bon polymère est crucial. Tenez compte de la résistance mécanique, de la flexibilité, de la résistance chimique et de la tolérance à la température pour correspondre à l’utilisation prévue de la pièce. Les thermoplastiques couramment utilisés comprennent l'ABS, le polypropylène et le nylon, chacun offrant des caractéristiques de performance distinctes.
3. Configuration de la machine
Avant la production, les opérateurs définissent les paramètres de température, de pression et de temps de cycle. Ils alignent également le moule, chargent le plastique et effectuent un test d'injection pour vérifier l'intégrité du système et la qualité des pièces.
4. Cycle de moulage par injection
Au cours du cycle, le plastique fondu remplit la cavité, se forme autour des contours du moule et commence à se solidifier. Le temps de refroidissement varie en fonction du matériau, de l'épaisseur de la paroi et de la taille de la pièce ; les canaux de refroidissement internes aident à maintenir une température uniforme et à réduire les défauts.
5. Éjection de pièces
Après un refroidissement suffisant, le moule s'ouvre et les broches ou plaques d'éjection libèrent automatiquement la pièce. Cette éjection automatisée évite les dommages et accélère le débit.
6. Inspection et post-traitement
Après l'éjection, les équipes de contrôle qualité effectuent des inspections visuelles, des contrôles dimensionnels et des tests mécaniques pour garantir la conformité aux spécifications. Selon les applications, les pièces peuvent subir des finitions de surface, des usinages ou des opérations d'assemblage.
Considérations de conception de base
Un moulage par injection réussi repose sur une conception réfléchie. Vous trouverez ci-dessous les facteurs clés à prendre en compte.
Tolérances
Les tolérances typiques sont de ±0,005 pouces. Atteindre des tolérances plus strictes augmente les coûts, et le taux de retrait de chaque polymère doit être pris en compte dans la conception pour éviter la dérive dimensionnelle.
Épaisseur de paroi
L'épaisseur uniforme des parois réduit les déformations et les marques d'évier. Visez des variations ne dépassant pas 0,04 à 0,15 pouces, ajustées en fonction de la taille de la pièce et du matériau.
Géométrie de base
Concevez le noyau pour favoriser un flux de matériaux uniforme et un refroidissement efficace. Évitez les coins internes pointus qui introduisent des concentrations de contraintes et affaiblissent la pièce.
Angle de dépouille
Appliquez une dépouille de 1 à 2 degrés (ou plus pour les caractéristiques profondes) pour faciliter une éjection facile sans endommager la pièce.
Contre-dépouilles
Minimisez ou éliminez les contre-dépouilles à moins qu'elles ne répondent à un objectif fonctionnel, car elles compliquent la conception du moule et augmentent les coûts.
Portes
La taille et l'emplacement des portes influencent le débit, le temps de cycle et la qualité de la surface. Les pièces de précision bénéficient de portes plus petites et stratégiquement placées.
Côtes
Les nervures renforcent la résistance tout en gardant une épaisseur de paroi constante. Maintenez l'épaisseur des nervures entre 40 et 60 % de celle du mur environnant pour éviter les traces d'affaissement.
Broches d'éjection
Positionnez les éjecteurs de manière à éviter les marques visibles ou les déformations. Un tirage adéquat peut éliminer complètement le besoin d'épingles.
Types de processus de moulage par injection
Le moulage par injection englobe plusieurs techniques spécialisées.
Moulage par insertion
Intègre des composants préfabriqués, tels que des inserts métalliques ou des éléments filetés, directement dans la pièce en plastique, créant ainsi une structure multi-matériaux robuste.
Moulage par soufflage
Idéal pour les objets creux comme les bouteilles. Le plastique chauffé est soufflé contre les parois d'un moule, formant un récipient léger et durable.
Surmoulage
Applique un polymère plus souple sur un substrat rigide, souvent utilisé pour ajouter de l'adhérence ou créer des composants bi-matériaux.
Moulage par injection liquide (caoutchouc de silicone liquide)
Utilise des polymères thermodurcis pour produire des pièces flexibles et résistantes à la chaleur telles que des scellés et des joints médicaux.
Résines polymères couramment utilisées
Vous trouverez ci-dessous une référence rapide aux thermoplastiques les plus fréquemment utilisés.

ABS (Acrylonitrile Butadiène Styrène)
Offre solidité, résistance aux chocs et finition lisse. Largement utilisé dans l'automobile, l'électronique et les biens de consommation.
Nylon (Polyamide)
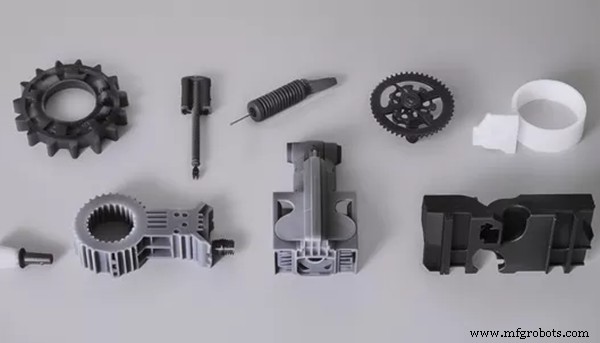
Sa haute résistance, sa résistance à l'usure et sa stabilité en température rendent le nylon idéal pour les engrenages, les roulements et les pièces mécaniques complexes.
Polycarbonate (PC)
Résine transparente à fort impact adaptée aux boîtiers optiques et aux boîtiers électriques ; Sujet aux rayures mais thermiquement stable.
PMMA (Acrylique)
Transparent, léger et facile à mouler, mais moins résistant aux chocs que le polycarbonate.
Polypropylène (PP)
Léger, résistant aux produits chimiques et économique :courant dans les emballages et les composants automobiles.
Polyéthylène (PE)
Polyvalent, résistant et flexible, avec des variantes en PEHD offrant une résistance supplémentaire pour les conteneurs et les tuyaux.
Additifs
Des activateurs tels que le PTFE, la fibre de carbone, le Kevlar, le talc, l'argile et les fibres de verre sont mélangés au polymère de base pour améliorer le pouvoir lubrifiant, la résistance, la résistance aux chocs ou la stabilité dimensionnelle.
Avantages et inconvénients
Avantages
- Haute efficacité :Des cycles rapides permettent une production de masse avec un temps d'arrêt minimal.
- Précision :Capable de géométries complexes avec des tolérances serrées.
- Faible gaspillage :L'excédent de matériau peut être recyclé entre les exécutions.
- Polyvalence :Prend en charge les thermoplastiques, les thermodurcissables et les polymères spéciaux.
- Rentable à grande échelle :Le coût initial élevé de l'outillage est compensé par de faibles dépenses unitaires dans les grands volumes.
- Automatisation :Les machines peuvent fonctionner avec une intervention humaine minimale, ce qui améliore la cohérence.
Limites
- Coût initial élevé :La création de moules et l'investissement en machines sont importants.
- Rigidité de conception :Les modifications apportées au moule sont coûteuses et prennent du temps.
- Délai de livraison : La fabrication des moules personnalisés peut nécessiter des semaines, voire des mois.
- Retrait et déformation :Une sélection et une conception appropriées des matériaux atténuent mais ne peuvent pas éliminer ces problèmes.
- Préoccupations environnementales : Les déchets plastiques et les matériaux non recyclables posent des défis en matière de durabilité.

Conseils d'experts pour réussir
Choisissez le bon matériau
Adaptez les propriétés du polymère (résistance, flexibilité, tolérance à la température) aux exigences fonctionnelles de la pièce et à son exposition à l'environnement.
Planifier la production en masse
Le moulage par injection brille lorsque les volumes sont élevés. Les travaux en petites séries peuvent être plus économiques avec l'usinage CNC ou l'impression 3D.
Optimiser l'épaisseur des parois
Une épaisseur de paroi constante et minimale réduit l'utilisation de matériaux et le temps de refroidissement, mais doit néanmoins répondre aux exigences de résistance.
Réduire les contre-dépouilles
Simplifiez la géométrie pour faciliter l'éjection et réduire le coût du moule.
Affiner la conception des portes
Un dimensionnement et un placement appropriés de la porte évitent les défauts tels qu'un remplissage inégal ou des marques d'évier. Les pièces plus grandes peuvent nécessiter plusieurs portes.
Améliorer le refroidissement et la ventilation
Des canaux de refroidissement et des systèmes de ventilation bien conçus favorisent une solidification uniforme et éliminent la porosité des gaz.
Applications courantes
Automobile
Les composants légers (réservoirs de carburant, pare-chocs, panneaux de porte) améliorent le rendement énergétique et la sécurité.
Médical
Les pièces biocompatibles et stérilisables telles que les tubes IV, les gants et les kits jetables bénéficient de la précision et de la rentabilité du moulage par injection.
Emballage d'aliments et de boissons
Les bouteilles, pochettes et sachets en plastique remplacent le verre et le métal, offrant une résistance chimique et un poids réduit.
Aéronautique
Les polymères haute performance comme le PEEK créent des composants structurels et intérieurs légers et résistants à la corrosion.
Électronique et électricité
Les boîtiers isolants, les terminaisons de câbles et les boîtiers de protection reposent sur des plastiques moulés par injection pour plus de sécurité et de fiabilité.
Quand utiliser le moulage par injection
Idéal pour les pièces reproductibles en grand volume qui exigent des tolérances serrées. Évitez les prototypes à faible volume ou les conceptions qui changent fréquemment :des processus alternatifs tels que l'impression 3D ou l'usinage CNC peuvent être plus appropriés.
Bonus 1 :Présentation des machines de moulage par injection
Les machines varient :hydrauliques, électriques ou hybrides, mais toutes partagent des composants essentiels :
- Unité de serrage :Sécurise le moule lors de l'injection.
- Unité d'injection :Fond et injecte de la résine via une vis et un baril.
- Moule :L'outil de précision qui façonne la pièce.
- Système de contrôle :Régule la température, la pression et le débit.
- Système de refroidissement :Accélère la solidification.
- Système d'éjection :Supprime les pièces finies.

Bonus 2 :Défauts courants et atténuation
- Déformation : Résolu par un refroidissement uniforme et un flux de matériaux équilibré.
- Marques d'évier :Minimisé par une épaisseur de paroi constante et un refroidissement adéquat.
- Flash :Contrôlé par un dimensionnement approprié des portes et une gestion de la pression.
- Plans courts :Évité en assurant une pression d'injection et un remplissage du moule suffisants.
- Marques de brûlure :Réduit en optimisant les réglages de température et le débit d'air.
Bonus 3 : Stratégies de réduction des coûts
- Maintenir une épaisseur de paroi uniforme pour réduire la complexité des matériaux et des outils.
- Exploitez les économies d'échelle grâce aux séries de production en masse.
- Planifiez une maintenance régulière pour prolonger la durée de vie des outils.
- Utilisez des résines recyclées ou rentables lorsque les performances le permettent.
Le moulage par injection reste la norme industrielle pour la production de pièces en plastique de haute précision et rentables dans divers secteurs. En adhérant à des principes de conception et à un contrôle des processus judicieux, les fabricants peuvent maximiser le rendement, minimiser les déchets et fournir des composants fiables à grande échelle.
Technologie industrielle
- Antenne NFC :qu'est-ce que c'est et comment ça marche ?
- Collecte de données de fabrication :optimiser l'atelier
- 25 professionnels de l'entrepôt et chefs d'entreprise révèlent les principaux avantages de l'automatisation de l'entrepôt
- Quand les chaînes d'approvisionnement passeront-elles enfin du papier ?
- Numération décimale contre numération binaire
- Fabricant d'équipement d'origine :définition, caractéristiques et avantages
- Comment devenir un champion du numérique dans la fabrication
- Mémoire en lecture seule (ROM)
- Industrie 4.0, qu'est-ce que cela implique ?