


Extrusion ou usinage CNC de l'aluminium :lequel est le plus rentable ?
Lorsque les ingénieurs s'approvisionnent en pièces en aluminium, le premier choix est souvent de savoir s'il faut extruder le profilé ou l'usiner à partir d'une billette solide. Les deux méthodes donnent des résultats de haute qualité, mais leurs coûts et leurs applications idéales diffèrent sensiblement. La sélection du mauvais processus peut gonfler silencieusement les dépenses par pièce avant l'expédition de la première unité.
Ce guide détaille les principales différences entre l'extrusion et Usinage CNC , explique où va réellement l'argent dans chaque processus et montre comment un usinage par extrusion hybride Cette stratégie peut réduire les coûts CNC sans sacrifier la précision. Que vous conceviez un nouveau profil ou révisiez un flux de travail existant, ce sont les informations dont vous avez besoin.

Comprendre la différence fondamentale entre l'extrusion et l'usinage CNC
Les deux processus sont des techniques matures et éprouvées pour travailler l'aluminium, mais ils répondent à des objectifs de conception et à des scénarios de production distincts.
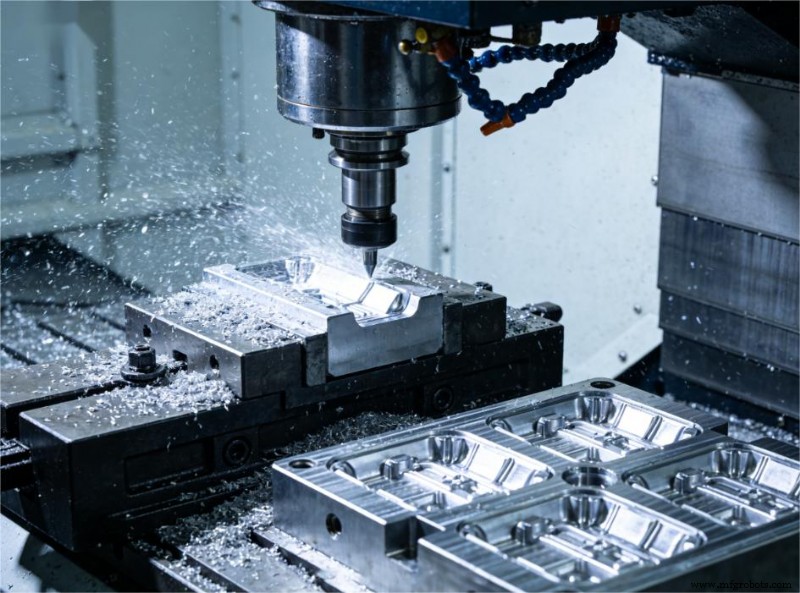
- Usinage CNC : Les outils de coupe commandés par CNC retirent de la matière d'une billette d'aluminium jusqu'à ce que la forme souhaitée soit obtenue. Il peut s'adapter à pratiquement n'importe quelle géométrie avec des tolérances serrées, mais le matériau retiré devient des copeaux et des débris.
- Extrusion de métal : Un processus de formage quasi net dans lequel l'aluminium chauffé est forcé à travers une matrice en acier personnalisée. La section transversale est formée directement, ce qui donne des profils longs et continus avec une perte de matière minimale.
Coût d'usinage CNC par rapport au coût d'extrusion :où va l'argent ?
L’écart de coût entre les deux méthodes n’est peut-être pas évident au stade du devis, mais il devient évident au cours de la production. Les principaux facteurs incluent :
- Déchets de matériaux : L'usinage CNC génère un grand volume de copeaux d'aluminium qui ne font jamais partie du composant final. Dans les sections transversales complexes, le rapport achat-vol peut être élevé :les billettes de départ peuvent peser plusieurs fois plus que la pièce finie. L'extrusion, en revanche, produit la forme presque finie à partir de la matrice, améliorant ainsi considérablement l'utilisation du matériau.
- Frais d'outillage et de configuration : La CNC nécessite des accessoires, des supports de pièce et des outils de coupe périssables qui doivent être remplacés fréquemment. L'extrusion nécessite dès le départ une matrice en acier personnalisée :un investissement initial qui s'avère rentable puisque la matrice fonctionne pour des milliers de pièces avec un coût d'outillage supplémentaire minime.
- Temps de cycle : Une extrudeuse peut alimenter des mètres de profil par minute. L'usinage d'une section transversale complexe à partir d'une billette solide implique de nombreuses passes et changements d'outils, ce qui ajoute du temps machine et augmente directement les coûts CNC.
Ces facteurs façonnent le coût total de n’importe quelle pièce. Le tableau ci-dessous résume la comparaison des deux processus selon les principales dimensions de coût.
| Facteur de coût | Extrusion de métal | Usinage CNC à partir de solide |
|---|---|---|
| Investissement initial | Moyen (coût du dé) | Faible (pas d'outils dédiés) |
| Utilisation des matériaux | Élevé (forme proche du filet) | Faible (rebut important) |
| Coût par pièce pour un volume élevé | Généralement inférieur | Souvent plus élevé pour les pièces basées sur des profils |
| Vitesse de mise à l'échelle | Rapide | Plus lent |
La stratégie hybride :comment l'usinage par extrusion réduit les coûts globaux
En pratique, l’approche la plus économique est rarement l’extrusion pure ou l’usinage pur. Il s'agit d'un mélange intelligent d'usinage par extrusion qui réduit les coûts CNC tout en conservant la flexibilité dimensionnelle.
- Efficacité de forme quasi nette : Commencez avec un profil extrudé qui capture déjà la section transversale fondamentale (canaux, brides, cavités internes) en éliminant la plupart des enlèvements de matière qui se produiraient autrement sur la machine CNC.
- Usinage secondaire ciblé : Appliquez la CNC uniquement là où cela est nécessaire (trous filetés, faces de contact de précision, alésages à tolérance serrée ou caractéristiques non fournies par la géométrie de la matrice), réduisant ainsi le temps et les coûts.
- L'essentiel : Commencer par un profil extrudé signifie que la machine démarre avec une forme presque finale. Le temps d'usinage diminue, l'usure des outils diminue et le coût par pièce diminue considérablement, combinant la flexibilité dimensionnelle de la CNC avec l'efficacité des matériaux de l'extrusion.

Choisir la bonne méthode de fabrication
Le choix optimal dépend de la géométrie de la pièce, du volume de production et des exigences de tolérance. Tenez compte des directives suivantes.
Quand utiliser l'extrusion pour vos pièces métalliques
- Coupes transversales cohérentes : La pièce conserve la même forme sur toute sa longueur. Des exemples typiques incluent des dissipateurs thermiques, des cadres, des rails structurels, des boîtiers ou des canaux coulissants.
- Volume moyen à élevé : L'extrusion devient plus économique une fois le coût de la matrice amorti :les coûts par pièce diminuent considérablement à mesure que le volume augmente.
- L'efficacité des matériaux est une priorité : Lorsque le coût de l'aluminium brut détermine le budget, la production en forme quasi nette offre un réel avantage.
- Caractéristiques de surface basées sur le profil : Les ailettes, rainures, sections creuses et géométries similaires s'adaptent naturellement à la filière d'extrusion.
Quand utiliser l'usinage CNC
- Géométrie entièrement 3D : Les pièces dépourvues d'une section transversale constante, telles que les boîtiers avec des poches sur plusieurs faces ou les supports avec des courbes composées, sont mieux adaptées à la CNC.
- Coupes transversales non uniformes : Les composants dont la forme varie considérablement le long de l'axe nécessitent des méthodes soustractives ou de coulée.
- Fonctionnalités internes très complexes : La CNC multi-axes excelle dans les poches profondes, les contre-dépouilles, les alésages inclinés et les canaux internes complexes.
- Exigences de tolérance strictes : La CNC est généralement plus fiable pour les dimensions très serrées ou les tolérances de position sur plusieurs fonctionnalités. Les variations thermiques et de processus de l'extrusion limitent le contrôle précis de la position.
- Faible volume ou prototypes : Pour les prototypes à faible volume, la CNC est plus flexible et plus rentable car elle évite l'investissement dans des matrices.
Le tableau ci-dessous présente côte à côte les paramètres de conception les plus courants.
| Paramètre de pièce | Mieux adapté à l'extrusion | Mieux adapté à l'usinage CNC à partir de Solid |
|---|---|---|
| Coupe transversale | Uniforme/conforme sur la longueur | Variable ou entièrement en 3D |
| Volume | Moyen à élevé | Faible à moyen |
| Épaisseur de paroi | Parois fines et uniformes | Épaisseur de paroi variable |
| Tolérance de précision stricte | Réalisable avec usinage secondaire | Directement réalisable |
Prêt à optimiser votre stratégie de fabrication ?
Choisir le bon processus dès le départ est le moyen le plus efficace de contrôler les coûts et les délais. La meilleure méthode dépend de la géométrie, de la tolérance et du volume.
Si vous évaluez une nouvelle conception ou si vous ne savez pas si l'extrusion ou l'usinage CNC sont la meilleure solution, contactez JTR pour un examen gratuit de la fabricabilité et un devis.
Guides associés
Technologie industrielle
- Qu'est-ce que le processus de découpe au jet d'eau
- Quatre façons de rationaliser les processus métier pour réduire les risques
- 10 conseils d'experts pour sélectionner un fabricant de PCB fiable en Chine
- Avantages et inconvénients d'un logiciel de suivi des bons de travail
- Usinage CNC vs impression 3D :quelle est la meilleure option pour votre travail ?
- Le sens des Data Fabrics et leurs avantages pour les chaînes d'approvisionnement
- 5 choses à garder à l'esprit pour démarrer votre propre atelier d'usinage
- 27 gestionnaires d'installations et chefs d'entreprise partagent les idées les plus efficaces pour réduire les coûts en matière de gestion des installations
- DEL COB :tout ce que vous devez savoir à leur sujet