


Optimiser la qualité de la découpe laser pour réduire les coûts de finition secondaire
Optimiser la qualité de découpe laser pour réduire les coûts de finition secondaire
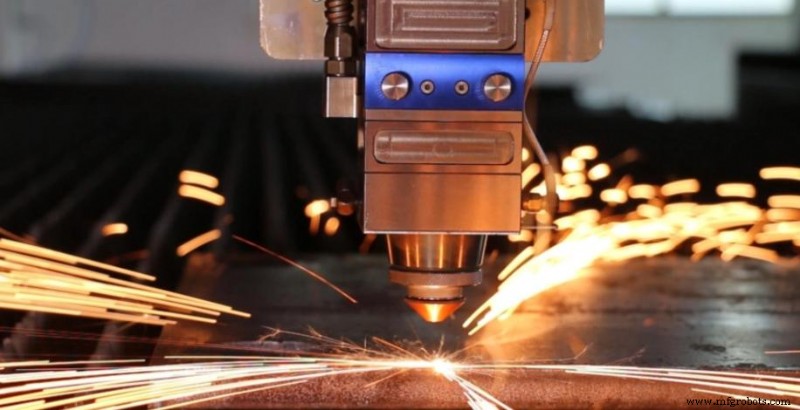
La découpe laser reste la méthode privilégiée par l’industrie pour le travail de tôlerie de haute précision. Cependant, sa véritable efficacité dépend de la qualité constante des bords. De mauvais bords entraînent des ébavurages, des meulages et des reprises coûteux qui érodent les économies de temps et de matériaux promises par le processus.
Pour la plupart des travaux de tôlerie, les défauts de bord proviennent des paramètres du processus et non de la machine elle-même. Ce guide met en évidence les problèmes de découpe laser les plus fréquents, leurs causes profondes et les solutions pratiques qui réduisent les efforts de post-traitement.
Le coût caché d'une mauvaise qualité des bords découpés au laser
- Ébavurage à forte intensité de main d'œuvre : L'élimination manuelle des bavures laser est lente et demande beaucoup de travail. Lorsqu'il s'agit d'une étape du flux de travail, vous payez deux fois :une fois pour la découpe et une autre fois pour le post-traitement. Les frais généraux s'accumulent rapidement au cours d'une exécution de production.
- Déchets et rejets de matériaux : La géométrie des bords rugueux peut compromettre la précision dimensionnelle et entraîner des problèmes d'ajustement lors de l'assemblage, entraînant des pièces rejetées et des retards de production.
- Esthétique et ajustement compromis : Les bords oxydés ou inégaux gênent le soudage et le revêtement en poudre. Des surfaces propres et homogènes sont essentielles pour des joints de soudure solides et une finition impeccable.
Défauts courants de découpe laser et leurs causes
La plupart des défauts peuvent être attribués à une poignée de facteurs de processus déséquilibrés. Identifier la cause première est le moyen le plus rapide de les résoudre.
Combattre les scories et les bavures
Des scories et des bavures se forment lorsque le matériau fondu n'est pas complètement éliminé de la zone coupée et se solidifie à nouveau le long du bord.
- Déséquilibre thermique : Avec un matériau plus épais, la chaleur s'accumule au bas de la coupe, empêchant le métal en fusion de s'échapper en douceur. Vérifiez et ajustez d'abord la position focale et les paramètres d'alimentation.
- Inadéquation de la pression du gaz : Le gaz d'assistance éjecte le matériau fondu. Une pression insuffisante laisse fondre, ce qui entraîne des bavures qui doivent être meulées.

Striations et finitions de surfaces rugueuses
Les stries verticales sur le bord coupé indiquent souvent qu'un ou plusieurs paramètres de coupe doivent être modifiés.
- Qualité du faisceau et stabilité de la mise au point : Une lentille contaminée ou légèrement hors foyer peut répartir le faisceau de manière inégale, produisant des stries irrégulières. Une inspection régulière des objectifs et une configuration de mise au point appropriée font une différence mesurable.
- Erreurs de taux d'alimentation : Couper trop vite crée des lignes de traînée ; une coupe trop lente fait fondre le matériau, élargissant le trait de scie et rendant la surface rugueuse. La vitesse optimale varie selon le type et l'épaisseur du matériau.
Ce tableau résume les défauts les plus fréquents, leurs principales causes profondes et les correctifs recommandés :
| Défaut | Cause première principale | Corriger |
|---|---|---|
| Fraises dures (écumes) | Pression du gaz d'assistance trop faible / Mise au point trop élevée | Augmenter la pression du gaz ; point focal inférieur |
| Striations rugueuses | Vitesse de coupe trop rapide | Réduire la vitesse d'avance ; vérifier l'état des buses |
| Grande zone affectée par la chaleur | Apport de chaleur excessif | Optimiser la puissance et la vitesse de coupe |
| Oxydation excessive | Réaction à l'oxygène trop agressive | Réduire la pression de l'oxygène ou passer à l'azote |
4 conseils pour optimiser la découpe laser
Il est bien plus efficace de stopper les défauts à la source que de les corriger ultérieurement. Concentrez-vous sur ces quatre domaines pour obtenir les meilleurs résultats.
- Optimiser la position focale
Pour les matériaux plus épais, réglez la mise au point juste en dessous de la surface supérieure plutôt que directement sur celle-ci. Ce petit ajustement permet au matériau fondu de s'écouler plus facilement, réduisant ainsi les scories et améliorant la rectitude des bords. - Sélection de gaz Master Assist
Le choix du gaz a un impact plus important sur la qualité des bords que la plupart des opérateurs ne le pensent. L'azote produit des bords propres et sans oxyde sur l'acier inoxydable et l'aluminium, idéal pour l'apparence ou l'adhérence du revêtement. L'oxygène, bien qu'exothermique et efficace pour l'acier doux épais, laisse une finition légèrement oxydée. - Trouvez la vitesse de coupe idéale
La vitesse d’avance la plus rapide n’est pas toujours la meilleure. Effectuez des essais de vitesse sur des échantillons de coupes pour déterminer la vitesse qui produit le bord le plus net, et pas seulement le temps de cycle le plus rapide. - Gardez les buses propres et centrées
Les buses usées ou décentrées perturbent le flux de gaz d'assistance, provoquant des turbulences, des bords inégaux et des largeurs de saignée irrégulières. L'inspection et le remplacement réguliers des buses offrent des rendements élevés avec un minimum d'effort.

Concevoir des pièces pour une découpe laser impeccable
Les paramètres du processus sont importants, tout comme la conception des pièces. Quelques petits ajustements de CAO peuvent éviter une quantité surprenante de travaux de finition plus tard.
- Évitez les coins internes pointus : Ajoutez de petits congés aux coins internes pour éviter que le laser ne s'attarde et ne fasse trop fondre le matériau.
- Respectez le rapport trou/épaisseur : En règle générale, le diamètre du trou doit être au moins égal à l’épaisseur du matériau. Un matériau plus épais avec des trous plus petits a tendance à exploser et à produire une mauvaise géométrie des bords.
- Maintenir un espacement adéquat (sangle) : Les éléments de coupe trop rapprochés peuvent accumuler de la chaleur et déformer la feuille environnante. Laissez suffisamment de matière entre les coupes pour préserver la planéité et la précision dimensionnelle.
Créer un flux de travail de découpe laser rentable
Réduire la finition secondaire est souvent le moyen le plus rapide de réduire le coût réel des pièces découpées au laser. En ajustant avec précision les paramètres de coupe, en sélectionnant le bon gaz d'assistance et en concevant les pièces de manière réfléchie, les fabricants peuvent obtenir des bords plus nets, un débit plus élevé et des coûts de production plus prévisibles.
Le service de découpe laser de JTR commence par un processus qui fournit des pièces prêtes pour l'étape suivante :aucun banc d'ébavurage n'est nécessaire. Si vous rencontrez des difficultés avec la qualité des bords ou souhaitez rationaliser votre flux de travail de tôlerie, contactez-nous pour discuter de votre projet.
Guides associés
Technologie industrielle
- Votre style de leadership est-il dangereux pour votre entreprise ?
- Trois façons dont l'IoT peut rationaliser les chaînes d'approvisionnement saisonnières
- Six clés pour servir le client final post-pandémique
- Câblage du tableau de distribution (alimentation monophasée du poteau électrique et du compteur d'énergie à l'unité de consommation)
- Gestion des fichiers de circuits imprimés principaux :de la conception à la fabrication à haute disponibilité
- Design de l'Avent :Comment la planification stratégique a-t-elle permis d'augmenter les ventes, les emplois et les économies
- 5 impacts que l'IoT aura sur la fabrication
- Cinq conseils pour vous aider à concevoir pour la fabrication additive
- Comment améliorer la qualité de finition de la surface d'impression 3D