


Instructions de conception HP Multi Jet Fusion

Multi Jet Fusion permet la production efficace de pièces en nylon d'utilisation finale à l'aide de technologies additives. Voici une liste de contrôle pour les équipes de conception.
Présentation
Qu'est-ce que Multi Jet Fusion ?
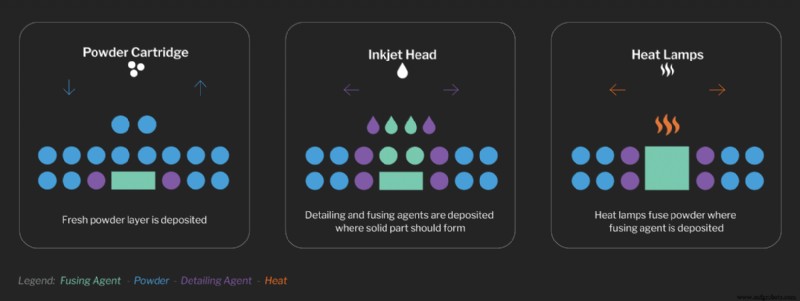
Multi Jet Fusion (MJF) est une forme industrielle d'impression 3D qui peut être utilisée pour produire des prototypes fonctionnels en nylon pour des pièces de production à plus grand volume avec une liberté de conception et des propriétés mécaniques exceptionnelles. Le processus MJF fonctionne en utilisant des buses à jet d'encre pour distribuer sélectivement des agents de fusion et de détail sur un lit recouvert de poudre de nylon. Contrairement au frittage laser sélectif, qui utilise des lasers pour fusionner la poudre en matériau solide, l'imprimante MJF utilise un mouvement de balayage continu pour répartir les agents et appliquer de la chaleur sur le lit d'impression couche par couche jusqu'à ce que la pièce soit finie, MJF peut produire des pièces de haute qualité. à grande vitesse.
Ce processus de fabrication ne nécessite pas non plus de structures de support pour produire des pièces, ce qui permet de créer des géométries complexes comme des canaux internes ou des assemblages co-imprimés. Les pièces MJF ont des propriétés mécaniques comparables à celles moulées par injection, mais sans nécessiter d'outillage coûteux.
Concevoir pour la fabricabilité contribuera grandement à garantir une qualité et un rendement optimaux des pièces, à minimiser les besoins de post-traitement et à réduire les coûts. Voici une liste de contrôle rapide pour aider votre équipe à s'assurer que vous suivez les meilleures pratiques de conception MJF.
1. Le MJF est-il un processus adapté à mon projet ?
Avant de plonger dans les modifications de conception, il est important de s'assurer que le processus MJF répondra à toutes les exigences du produit. Voici quelques questions à vous poser :
L'une des offres de matériaux répond-elle aux exigences de mon produit ?
Bien que MJF ait de nombreux atouts, sa liste de matériaux approuvés est limitée. Le PA12 et son homologue en billes de verre sont assez polyvalents pour les applications en plastique rigide. Le TPA, un polyamide flexible, peut être utilisé là où un matériau élastomère est requis. Si les matériaux disponibles ne répondent pas à une exigence spécifique, vous devrez peut-être envisager un processus différent.
Ma pièce rentre-t-elle dans le volume de fabrication ?
L'un des principaux facteurs limitants est le volume de construction de la machine, qui est de 380 x 380 x 284 mm pour la Jet Fusion 4200. Dans certains cas, de grandes pièces peuvent être imprimées en tant que sous-composants plus petits et assemblées à l'aide d'adhésifs ou de joints mécaniques. Dans ce cas, les caractéristiques de conception telles que les joints en queue d'aronde peuvent faciliter l'alignement et l'adhérence.
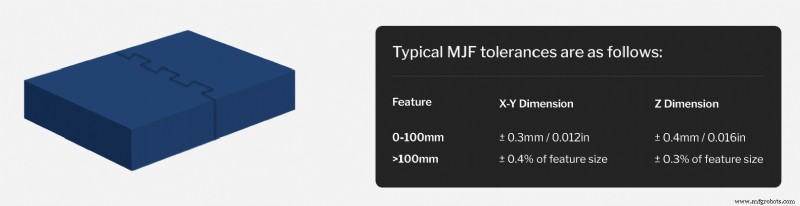
Ai-je des tolérances strictes à respecter ?
Bien que l'écart entre les tolérances d'additifs et de moulage par injection se rétrécisse, il est important de s'assurer que les tolérances de MJF sont suffisantes dans le contexte de votre assemblage.
2. Y a-t-il des domaines où je peux utiliser moins de matériel ?
Dans la plupart des cas, les défauts MJF sont causés par des gradients thermiques qui se développent pendant la construction. Si le matériau refroidit de manière inégale, la pièce peut se déformer ou développer des éviers. Les pièces longues et fines, qui présentent des changements brusques de section ou qui ont de fines surfaces incurvées sont particulièrement sujettes au gauchissement induit par le retrait.
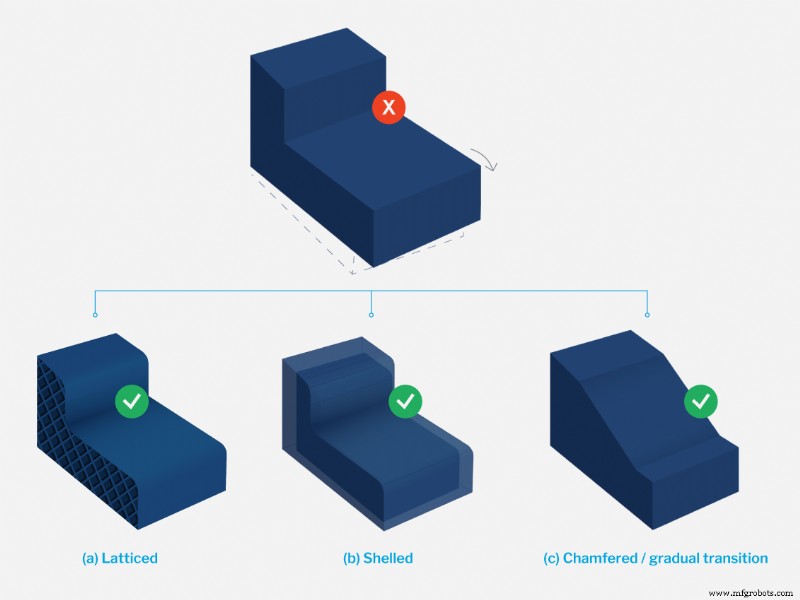
L'élimination de la matière des conceptions de pièces dans la mesure du possible grâce à l'utilisation de poches, de coques, de treillis et d'optimisation de la topologie est essentielle pour atténuer et prévenir ces défauts. Éviter de grands changements dans les sections transversales est une autre façon de limiter le gauchissement. Assurez-vous que les chanfreins et les congés sont incorporés là où ils sont nécessaires tout au long de la conception de la pièce pour rendre les transitions entre les différentes fonctions plus progressives.
3. Mes fonctionnalités dépassent-elles la taille de seuil minimale ?
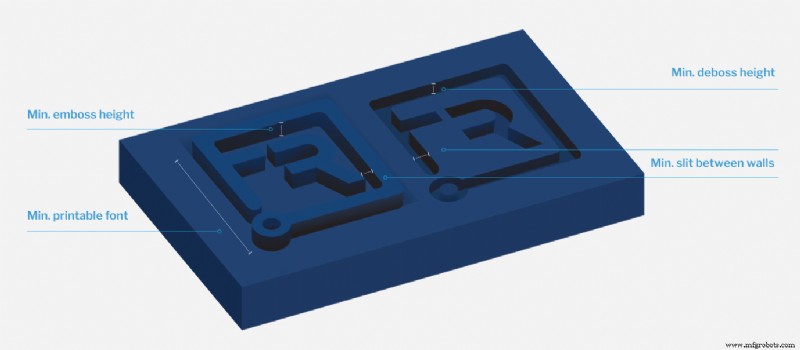
En général, l'épaisseur de paroi des pièces imprimées en MJF doit être d'au moins 1,5 mm. Les petites caractéristiques de conception ne doivent pas être inférieures à 1,5 mm, bien que certaines caractéristiques telles que les fentes, le gaufrage, la gravure ou les diamètres des trous et des arbres puissent être aussi petites que 0,5 mm. Pour le texte en relief ou en creux, la police ne doit pas être inférieure à 6 pt (environ 2 mm) et doit avoir une profondeur minimale de 0,3 mm.
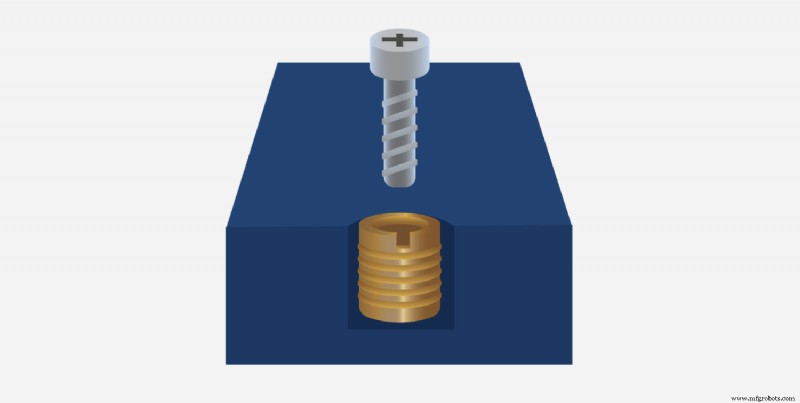
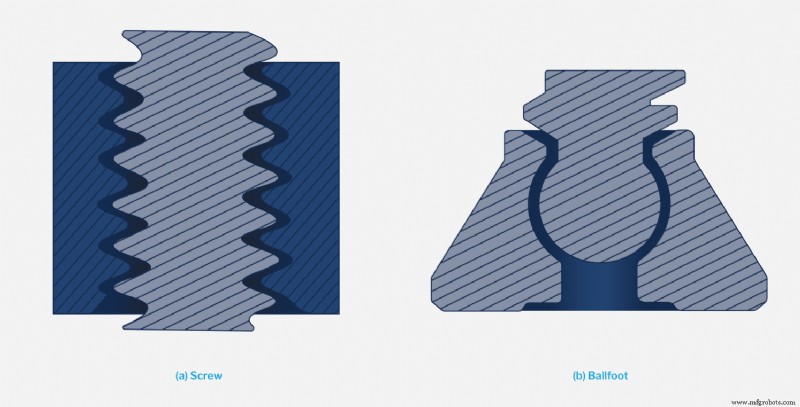
Si une pièce comprend des filetages de vis, ils doivent être M6 ou plus. Lorsque des filetages plus petits, plus précis ou plus durables sont nécessaires, envisagez d'utiliser des inserts filetés. Au-delà de la résolution des fonctionnalités, vous devez également tenir compte de la façon dont les fonctionnalités petites et minces peuvent se rompre lors du post-traitement.
4. Ai-je pris en compte les tolérances de montage ?
Même avec la plus grande flexibilité géométrique fournie par le processus MJF, certaines applications peuvent encore nécessiter l'assemblage d'une pièce à partir de plusieurs composants. En général, les faces de contact doivent avoir un jeu de 0,4 à 0,6 mm pour garantir que les composants peuvent s'adapter correctement.
Si votre projet implique des assemblages co-imprimés, les composants imprimés ensemble doivent avoir au moins 0,5 mm d'espace, mais cela peut nécessiter plus, en particulier lorsqu'il y a des sections transversales épaisses ou une surface de contact importante.
5. La conception de ma pièce est-elle optimisée pour le post-traitement ?
Si votre pièce nécessite un post-traitement, il y a quelques points à vérifier dans votre conception pour rendre les opérations secondaires plus efficaces.
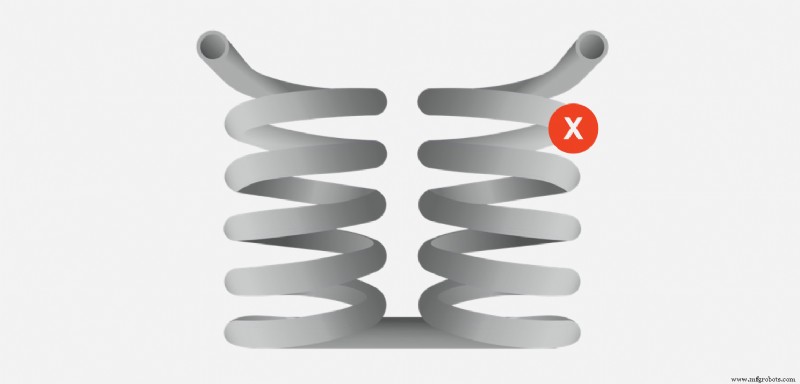
- Assurez-vous qu'il n'y a pas de volumes non ventilés ou piégés dans la conception.
- Évitez autant que possible les trous borgnes :ils sont difficiles à nettoyer, ce qui peut rapidement faire grimper les coûts.
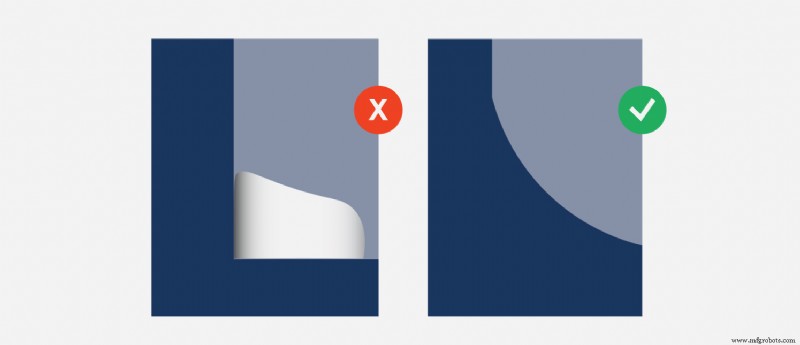
- Ajoutez des filets dans les coins où la poudre peut s'agglutiner et devenir difficile à enlever par culbutage et grenaillage standard.

6. Ai-je saisi toutes les occasions de réduire les coûts des pièces ?
Outre l'amélioration de la qualité des pièces, les modifications intelligentes du DFM peuvent entraîner des économies de coûts. L'allègement de votre pièce, par exemple, réduit le risque de défauts et diminue le coût des matériaux par pièce. L'autre considération principale lors de la conception pour MJF et le coût est l'optimisation de l'imbrication dans une construction. L'ajout d'un brouillon ou la modification de la position des assemblages imprimés peut augmenter le nombre de pièces pouvant tenir par fabrication et répartir les coûts fixes sur un plus grand nombre de pièces, ce qui réduit le coût global de la pièce.
En plus d'optimiser les conceptions pour la fabricabilité, d'autres facteurs à prendre en compte incluent les cosmétiques de votre pièce, la finition de surface et la facilité de stockage et de transport. Les pièces MJF sont naturellement grises, mais peuvent être facilement teintes en noir. Si la peinture, l'apprêt ou d'autres processus ne sont pas essentiels à la fonction de la pièce, ils peuvent être abandonnés pour réduire les dépenses. La plupart des pièces imprimées MJF auront une finition RA de 125 à 250 micropouces - si une surface plus lisse est nécessaire, la pièce peut subir une variété de traitements de surface, y compris le ponçage, le culbutage ou le lissage à la vapeur. La texturation peut être une technique de conception efficace pour améliorer l'esthétique des pièces sans post-traitement supplémentaire.
Démarrer avec un expert DFM
Le respect des principes DFM est la clé du succès des processus de fabrication pour un certain nombre de raisons. Cela vous aide à maintenir vos dépenses d'exploitation aussi bas que possible, vous permet de détecter et de résoudre les problèmes de conception à un stade précoce et améliore la qualité globale de vos pièces. Cette liste de contrôle est une ressource précieuse pour vous assurer que vos pièces MJF sont optimisées et raffinées avant le début de la production.
L'avantage supplémentaire d'un partenariat avec Fast Radius est que votre équipe a accès aux dernières technologies de conception numérique et à des conseils d'experts. Notre équipe est là pour vous aider à guider chaque projet, de la conception et du prototypage jusqu'à la réalisation, en veillant à ce que vous receviez des pièces de qualité supérieure à temps et au bon prix.
Contactez-nous dès aujourd'hui pour en savoir plus et pour commencer.
Pour plus d'informations sur MJF et nos capacités de fabrication additive, visitez le centre d'apprentissage Fast Radius.
Téléchargez les directives de conception HP Multi Jet Fusion.
Prêt à fabriquer vos pièces avec Fast Radius ?
Commencez votre devisTechnologie industrielle
- Guide d'impression 3D avec HP Multi Jet Fusion
- HP Jet Fusion 380 Couleur
- HP Jet Fusion 580 couleur
- HP Jet Fusion 4200
- HP Jet Fusion 3200
- Directives de conception pour la manufacturabilité – Partie 2
- Usinage par jet abrasif - Pièces, principe de fonctionnement, application
- Lignes directrices pour la conception RF et micro-ondes
- Directives de conception d'impression 3D HP MJF