


Conception de boîtiers électroniques 101 - Guide de conception de tôlerie

De nombreux utilisateurs de Protocase sont des spécialistes dans leur domaine d'ingénierie ou en sciences, mais n'ont pas nécessairement de formation spécifique en fabrication ou en conception de métaux. Créer des conceptions d'enceinte optimales qui reflètent vos exigences et votre intention peut être difficile dans le meilleur des cas, et encore moins lorsqu'il s'agit d'un territoire inexploré. C'est pourquoi, au cours de la dernière décennie, nous avons créé des ressources documentaires pour partager nos connaissances sur la tôlerie et les enveloppes, y compris ce guide de conception de tôlerie. J'espère que cela servira de guide pratique pour vous aider à démarrer, ainsi que pour gagner du temps et des remaniements inutiles à long terme.
Ce blog mettra en lumière cinq concepts de conception clés :la sélection des métaux, le pliage des métaux, les fixations à sertissage automatique, le soudage et la finition. Si vous trouvez cela utile, vous devriez également consulter nos autres documents sur la page des ressources Protocase ici.
Si vous avez des questions, veuillez commenter ci-dessous ou envoyer un e-mail à info@protocase.com - nous ferons de notre mieux pour vous orienter dans la bonne direction.
Sélection des métaux
Dans un premier temps dans la conception d'une enceinte, vous devez choisir le type de métal que vous allez utiliser et son épaisseur. Protocase stocke tous les métaux généralement utilisés pour fabriquer des boîtiers, y compris l'aluminium, l'acier inoxydable, l'acier au carbone (acier laminé à froid ou recuit galvanique) et le cuivre. Vous trouverez ci-dessous une description des caractéristiques différenciatrices de chacun, qui vous aideront à faire un choix éclairé.
- Aluminium est un métal léger résistant à la corrosion, idéal pour les boîtiers et les pièces en tôle. L'aluminium peut être enduit de poudre ou laissé inachevé sous forme de métal nu ou de finition grainée. Si un contact électrique est requis, il doit être recouvert d'un film chimique (revêtement de chromate). L'aluminium peut également être anodisé, ce qui lui confère une couche d'oxyde protectrice dure et durable.
L'aluminium a une rigidité inférieure à celle de l'acier et dans certaines circonstances ; une jauge plus épaisse peut être nécessaire pour avoir la même résistance que l'acier et répondre à vos besoins de conception. (Contactez-nous si vous avez besoin d'aide pour cela).
Nous stockons deux alliages :
- L'aluminium 5052 est idéal pour les boîtiers et les pièces en tôle, car il peut être plié à un rayon serré sans se fissurer, ainsi que facilement soudé et usiné.
- L'aluminium 6061 est facile à usiner mais est plus susceptible de se fissurer lorsqu'il est plié à des rayons serrés.
- Acier laminé à froid est également utilisé pour les boîtiers à usage général et les pièces en tôle, à peu près aussi souvent que l'aluminium. Il offre une bonne combinaison de coût et de rigidité et a une durabilité à long terme dans les applications intérieures lorsqu'il est fini avec un revêtement en poudre. L'acier laminé à froid n'est pas intrinsèquement résistant à la corrosion; si votre application l'exige, vos meilleures options seraient l'aluminium, l'acier inoxydable ou le recuit galvanique.
- Acier inoxydable a une résistance élevée et la rigidité de l'acier laminé à froid, mais est très résistant à la corrosion en raison de son chrome et de son nickel. L'acier inoxydable peut être enduit de poudre ou laissé non peint sous forme de métal nu, ou une finition grainée qui donne cet aspect brossé recherché.
- Recuit galvanique est un acier à faible teneur en carbone qui est revêtu de zinc puis recuit afin que le zinc se lie par diffusion dans le substrat, empêchant ainsi l'écaillage. Le revêtement le rend beaucoup plus durable que l'acier laminé à froid dans les environnements humides, mais pas aussi durable que l'acier inoxydable ou l'aluminium.
- Cuivre est un métal doux, flexible et ductile avec une conductivité thermique et électrique très élevée. Il est le plus couramment utilisé pour les barres omnibus, mais de temps en temps, j'aurai une demande pour une enceinte. Lorsqu'il s'agit de ce type de métal, le serrage des fixations dans les trous taraudés doit être effectué avec précaution en raison de sa douceur, de sorte que des fixations auto-serrantes doivent être utilisées dans la mesure du possible. Protocase stocke l'alliage de cuivre C110 1/8 dur, qui a une conductivité très élevée, ainsi qu'une formabilité exceptionnelle, et est parfaitement adapté aux applications électriques et électroniques.
Gardez à l'esprit que si vous choisissez de travailler avec des matériaux stockés, nous pouvons construire votre boîtier, vos pièces ou vos composants en 2-3 jours. Cependant, nous pouvons toujours commander d'autres métaux si votre conception nécessite un type différent - cela ne prendrait que quelques jours supplémentaires en plus de notre délai de 2-3 jours.
Épaisseurs de tôle
Pour vous donner une idée de l'épaisseur de la tôle, veuillez vous référer au tableau ci-dessous pour nos matériaux en stock. Les jauges indiquées sont basées sur l'épaisseur de jauge des fabricants de tôles d'acier CRS américains. (Notez que, bien que les jauges soient données pour l'aluminium, elles ne sont généralement pas utilisées pour l'aluminium ; l'épaisseur réelle de l'aluminium est plus internationalement reconnue).
L'un des principaux défis pour un concepteur qui n'est pas complètement familiarisé avec la tôle est de savoir quel calibre utiliser, car ils semblent tous identiques sur le papier, sauf si vous avez l'avantage de l'expérience . Si vous cherchez un point de départ, consultez notre générateur de modèles en ligne ou Protocase Designer (notre logiciel gratuit de conception de boîtiers 3D). Ces outils vous aideront à créer une enceinte qui sera soit exactement ce dont vous avez besoin, soit très proche de dimensions similaires.
Pour le cuivre, veuillez vous référer aux jauges en stock pour le cuivre CR.
| Numéro de jauge | Acier au carbone | Recuit galvanique | Acier inoxydable | 5052 Aluminium | 6061 Aluminium |
| n/a | n/d | n/d | n/d | n/d | 0.500″ |
| n/a | n/a | n/d | n/a | n/a | 0.375″ |
| n/a | n/a | n/d | n/a | 0.250″ | 0.250″ |
| n/a | n/d | n/d | n/d | 0.188″ | n/d |
| 8 | n/d | n/d | n/d | 0.1285″ | n/a |
| 11 | 0.120″ | n/d | 0.125″ | 0,091" | 0,1285" |
| 12 | 0.120″ | n/d | n/d | 0,081" | n/d |
| 13 | 0.090″ | n/d | n/d | n/a | n/d |
| 14 | 0.075″ | 0.078″ | 0.078″ | 0,064" | n/d |
| 16 | 0.060″ | 0.063″ | 0.063″ | 0,051" | n/d |
| 18 | 0.048″ | n/d | 0.050″ | 0,040" | n/d |
| 20 | 0.036″ | 0.040″ | 0.037″ | 0,032" | n/d |
| 22 | 0.030″ | 0.034″ | 0.031″ | n/d | n/d |
| 24 | 0.024″ | 0.028″ | 0.025″ | n/a | n/a |
| 26 | n/a | n/a | 0.019″ | n/a | n/a |
Découpes personnalisées
Chez Protocase, votre boîtier est construit sur mesure pour vous, ce qui signifie que vous pouvez spécifier à peu près n'importe quelle découpe que vous souhaitez. Celles-ci incluent généralement des découpes fonctionnelles pour les connecteurs, les écrans, les commutateurs, etc. Cependant, nous voyons souvent des conceptions de découpe créatives, y compris des logos d'entreprise, des marques ou des noms de produits, et de la créativité autour des découpes de ventilation, combinant ainsi forme et fonction.
Indice : Consultez notre bibliothèque de découpes, qui peut être trouvée sur notre site Web ici et dans Protocase Designer.




Pliage du métal et rayon de courbure
Les boîtiers et les pièces en tôle sont pliés avec une presse plieuse ou un dossier . Le métal ne peut généralement pas être formé en un véritable bord à 90 degrés, mais plutôt, les coins ont un rayon, comme vous pouvez le voir dans le schéma ci-dessous.
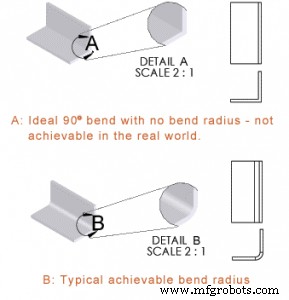
Différents degrés de courbure peuvent être obtenus en utilisant différents outils et paramètres de pliage. En tant que concepteur, vous contrôlez cela en spécifiant un rayon de courbure - qui est le rayon de la surface intérieure du pli (le rayon extérieur est juste le rayon intérieur plus l'épaisseur du métal).
Il existe deux facteurs clés pour les rayons de courbure :
- Considérations fonctionnelles : Vous ne disposez pas d'une surface plane pour les fixations, les composants ou les découpes tant que vous n'êtes pas à l'écart du rayon de courbure.
- Esthétique : Par exemple, les conceptions de style "rétro" ont souvent de grands rayons pour une sensation plus courbée.
Tenez compte de vos intentions en matière d'esthétique et de fonctionnalité lors de la conception afin de sélectionner les rayons de courbure adaptés à vos besoins.
Idéalement, vous ne devriez concevoir qu'avec des rayons qui peuvent réellement être construits ; vous pouvez consulter notre tableau des capacités de rayon de courbure ici et faire correspondre nos contraintes d'équipement et d'outillage à votre conception. Mais si vous n'arrivez pas à vous décider, nous vous suggérons de choisir quelque chose de raisonnable (0,040" par exemple) et nous l'ajusterons pour vous avant la fabrication.
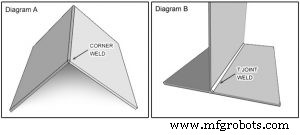
Une attention particulière doit être accordée à l'intersection de deux lignes de pliage (c'est-à-dire le coin) d'une enceinte. Plus précisément, le matériau supplémentaire doit être retiré afin d'éviter que les coudes n'interfèrent les uns avec les autres ; c'est ce qu'on appelle un dépouillement d'angle (coupure d'angle en CAO). Si vous n'incluez pas les reliefs d'angle corrects, nous les ajouterons pour vous. Si vous utilisez Protocase Designer, les modèles le feront automatiquement pour vous.
Généralement, les découpes doivent rester à une distance minimale des rayons de courbure, car une découpe trop proche d'un rayon de courbure risque d'étirer ou d'évaser la découpe. Les clients me demandent souvent à quelle distance une découpe doit être d'un virage. Cette valeur dépend du type de matériau, de l'épaisseur et de l'outillage utilisé pour plier ou du rayon de pliage requis. Reportez-vous à notre tableau des rayons de courbure des matériaux et de la taille de courbure minimale pour cette valeur. Quelle que soit la valeur de courbure minimale que vous choisissez pour votre conception, vous devez ensuite vous assurer que vos découpes ont au moins la même valeur à partir du courbure. Par exemple, si vous utilisez de l'acier inoxydable de calibre 14 (A240 TP304 2B) et optez pour une courbure minimale de 0,275", vos découpes ne doivent pas être à moins de 0,275" d'une courbure. En utilisant la valeur de dimension de courbure minimale pour votre proximité minimale de la découpe par rapport à une courbure, vous vous assurerez de ne rencontrer aucun problème. Les clients me demandent souvent à quelle distance une découpe doit être d'une courbure. La règle d'or simple est de s'assurer que la découpe est à la distance égale au rayon de courbure minimum loin du coude. Ainsi, vous vous assurerez qu'il n'y aura aucun problème.
Si vous devez placer une découpe près d'un coude, je vous recommande de nous contacter, car nous pouvons travailler ensemble pour répondre à vos exigences de conception. Vous avez également la possibilité d'entailler le pli dans cette zone, ce qui laissera votre découpe en parfait état (voir ci-dessous).
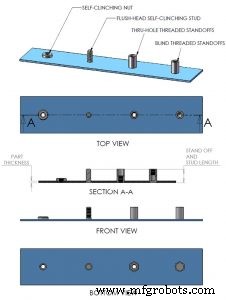
Fixations auto-agrippantes
Les fixations à sertissage sont des écrous filetés, des goujons, des entretoises et d'autres styles qui sont enfoncés dans la tôle pour fournir des points de fixation solides. Les écrous peuvent accepter des vis (un agencement beaucoup plus robuste que la tôle taraudée), des entretoises peuvent être insérées pour le montage de cartes de circuits imprimés et des goujons peuvent être utilisés pour le montage de connecteurs. Souvent appelées fixations à sertir de marque PEM ® (PEM signifie PennEngineering &Manufacturing Corp.), les fixations à sertir sont extrêmement utiles et ont résolu de nombreux problèmes de montage de composants au fil des ans.
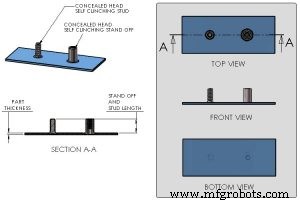
Vous trouverez ci-dessous quelques exemples de fixations auto-serrantes.
Soudure
Le soudage peut être utilisé pour résoudre certains problèmes tels que la création de pièces complexes (souder des pièces ensemble pour en faire une seule pièce), créer des joints étanches ou renforcer une enceinte. Nous proposons le soudage par points, le soudage à la molette et le soudage par points.
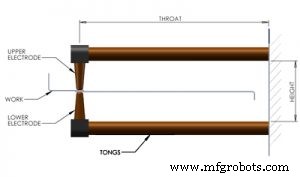
Soudage par points – Il s'agit d'une méthode rapide, efficace et peu coûteuse pour joindre de façon permanente deux pièces de tôle en un ou plusieurs points. Contrairement aux fixations filetées, le soudage par points laisse peu de trace du joint. Certaines restrictions dimensionnelles doivent être prises en compte, en raison de la géométrie de l'équipement de soudage, conformément au schéma ci-dessous. Le soudage par points est compatible avec tous nos stocks d'acier laminé à froid, d'acier inoxydable et de recuit galvanique.
- Gorge maximale :15 ″ (375 mm)
- Hauteur maximale :5 ″ (125 mm)
Soudage à la couture - Ceci est utile pour joindre en continu deux ou plusieurs pièces de tôle afin qu'elles apparaissent sans soudure. Nous utilisons le soudage Cold Metal Transfer (CMT), qui est, à première vue, similaire au soudage MIG à fil. Cependant, en soudage MIG, le métal d'apport est transféré par pulvérisation cathodique à très haute température. En CMT, le fil est suffisamment chauffé pour faire fondre la pointe et le transfert se produit par contact physique. En ne générant qu'un dixième de la chaleur du soudage MIG, le CMT ne génère qu'un dixième de la chaleur du soudage MIG, ce qui empêche le gauchissement ou la refusion, même pour les tôles fines. Dans la plupart des cas, l'excès de métal est ensuite éliminé par meulage. Les coutures jointes en continu qui en résultent sont utiles pour l'imperméabilisation et la réduction des fuites EMI, ainsi que pour obtenir un aspect et une sensation homogènes.
Soudage par points – Effectué exactement de la même manière que le soudage à la molette, mais en segments discrets.
Finition
Revêtement en poudre est un type de poudre thermoplastique sèche, appliquée électrostatiquement et fusionnée sur des pièces collées dans un four. Disponible dans une variété de couleurs, de niveaux de brillance et de textures, le revêtement en poudre est largement reconnu comme la norme de l'industrie pour la peinture du métal, car il offre une finition économique de haute qualité et très durable. Un autre avantage du revêtement en poudre est les différentes textures disponibles. Par exemple, les finitions sandtex (rugueuses) excellent pour masquer les empreintes digitales, ce qui est optimal pour les boîtiers électroniques.
Lors du revêtement en poudre, la peinture ajoutera une couche supplémentaire à votre enceinte. Les dimensions du dessin se réfèrent au métal sous-jacent et non au revêtement ! Je recommande d'allouer un supplément de 0,003" à 0,005" par côté sur vos dimensions de découpe (c'est-à-dire que si vous avez une pièce de 1" à insérer dans un panneau, faites la découpe de 1,006" à 1,010"). Sinon, les découpes risquent de ne pas être assez grandes et vos pièces ne rentreront pas.
Pour spécifier un revêtement en poudre, choisissez simplement un revêtement en poudre avec une couleur et une texture appropriées à vos besoins, et joignez une note au design que vous soumettez. Vous pouvez trouver une liste des peintures en poudre en stock ici. Nous avons également accès à une large gamme de revêtements en poudre non stockés, sous réserve de délais supplémentaires et de frais de lot.
Remarque : Nous masquons automatiquement les fixations filetées sur les commandes avant le revêtement en poudre, pour éviter les problèmes. Les clients peuvent demander un masquage supplémentaire ; ceci est principalement utilisé lorsque du métal nu est requis à des fins de contact électrique.
Impression numérique et sérigraphie sont des techniques de finition qui donneront à votre conception un aspect professionnel. Les deux techniques d'impression vous permettent d'étiqueter clairement votre boîtier, pièce ou composant pour identifier les connecteurs, les commutateurs, les ports et plus encore. L'impression numérique est également excellente pour les graphiques, tels que les logos d'entreprise ou les illustrations.
L'impression numérique et la sérigraphie peuvent être appliquées aux panneaux plats, aux pièces et aux boîtiers assemblés.
Alors que l'impression numérique est devenue le choix par défaut pour de nombreux designers, chaque processus a ses propres atouts, ce qui peut rendre l'un ou l'autre mieux adapté à votre application spécifique.
Revêtement de conversion chimique est souvent appelé film chimique ou revêtement de chromate. Lorsque nous appliquons du chromate sur le substrat métallique, cela crée une surface résistante à la corrosion et durable (similaire à l'acier inoxydable) qui présente une conductivité électrique stable.
Anodisation est un processus électrochimique utilisé pour préparer la surface des métaux non ferreux, le plus souvent l'aluminium, afin de rendre la surface plus dure et moins susceptible de se corroder. La surface anodisée fait partie intégrante de l'aluminium; par conséquent, il ne se décollera jamais, ne s'écaillera pas et ne s'écaillera jamais et, dans des conditions normales d'utilisation, ne s'usera jamais. Nous proposons une finition anodisée par l'intermédiaire d'un entrepreneur tiers, ce qui nécessite donc un délai supplémentaire.
Placage d'étain est une technique d'immersion simple qui dépose de l'étain pur sur du cuivre. Chez Protocase, l'étamage est généralement appliqué pour améliorer la résistance à la corrosion, la conductivité électrique et la soudabilité. Nous plaquons généralement des barres omnibus en cuivre fabriquées sur mesure par Protocase. Cependant, nous plaquons également les pièces fournies par le client si nécessaire.
Finitions en métal nu sont proposés en trois types de base pour l'aluminium et l'acier inoxydable :
- Pas de finition - La pièce est ébavurée sans finition supplémentaire et peut présenter de petites rayures ou des marques de tourbillon. C'est rentable, mais utile uniquement pour les pièces fonctionnelles qui ne seront pas exposées.
- Finition grainée :la pièce est ébavurée, puis dotée d'une direction de grain linéaire spécifique par brossage.
- Finition par culbutage :lisse et confère une finition non directionnelle par culbutage dans un milieu abrasif (esthétique similaire au verre dépoli).
Si vous recherchez plus d'informations sur l'une des finitions répertoriées, veuillez consulter notre site Web ici.
Tolérances
Une autre chose à considérer lors de la conception de votre boîtier est les variations de dimensions qui font inévitablement partie de la fabrication. Les principales sources sont l'erreur de position et la variation du trait de scie pendant la coupe, les variances dues à la composition du métal et la modélisation imparfaite de l'étirement qui se produit pendant le pliage. De plus, je vous rappellerai à nouveau que les dimensions sont pour le métal nu - si vous ajoutez un revêtement en poudre, prévoyez 0,003" à 0,005" supplémentaire. Voir les tolérances standard de Protocase ici.

Prochain article de blog
Vous voulez aller plus loin que Enclosure Design 101 ? Lisez mon article de blog sur ce qu'il faut faire lorsque les découpes et les composants doivent être placés près d'un virage.
Prise en charge de Protocase
Protocase offre une toute nouvelle expérience aux ingénieurs et aux professionnels de la conception en proposant des boîtiers électroniques personnalisés avec une vitesse, une simplicité et un service inégalés.
Pour plus d'informations sur nos matériaux et services, visitez : www.protocase.com
Technologie industrielle
- Directives de conception pour la manufacturabilité – Partie 1
- 5 conseils pour la conception de tôlerie
- 8 conseils rapides pour économiser de l'argent sur la fabrication de tôlerie
- Processus de formage de tôle
- Options de ventilation pour votre armoire en tôle
- Guide de fabrication de supports en tôle
- Conseils de conception pour le pliage de tôle
- Guide des jauges et des conversions de tôle
- Façons de souder la tôle d'acier