


Rétractations :configuration et optimisation
Lors de l'impression, l'extrudeuse pousse le filament dans le hotend, où il sera fondu et extrudé à travers l'orifice de la buse. Au cours de ce processus, une pression est créée à l'intérieur de la buse, ce qui force le plastique à sortir à travers la buse.
Cependant, une fois que l'extrudeuse cesse de tirer le filament, la pression dans la buse est maintenue, ce qui fait qu'une petite quantité de plastique fondu continue de s'écouler jusqu'à ce que la pression à l'intérieur et à l'extérieur de la buse s'égalise.
Ce phénomène fait qu'une petite quantité de matière continue à sortir pendant les mouvements de déplacement dans lesquels aucune matière ne doit être extrudée . Cela provoque l'apparition de petites gouttelettes et de fils fins à la surface de la pièce.
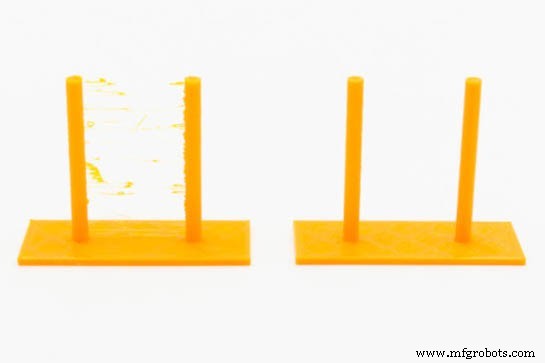
Image 1 :Effet d'une mauvaise configuration de retrait (à gauche) et d'une configuration correcte (à droite) Source :Filament2print
Pour éviter cela, les imprimantes 3D FFF utilisent un mécanisme appelé rétraction. Avant d'effectuer un mouvement de déplacement, l'extrudeuse rétracte une petite quantité de filament, libérant la pression à l'intérieur de la buse. Lorsque le mouvement de déplacement se termine et qu'un mouvement d'extrusion commence, l'extrudeuse repousse une autre petite quantité de filament jusqu'à ce que la buse soit amorcée et que la pression à l'intérieur de la buse soit rétablie.
Afin d'optimiser au maximum la qualité d'impression, il est très important de définir les paramètres de rétraction pour chaque matériau.
Paramètres de retrait
Les paramètres de retrait de base sont :
- Distance de rétraction :Il s'agit de la longueur de filament que l'extrudeuse va rétracter. Sa valeur, en plus du type de matériau, dépendra de la longueur entre l'extrudeuse et le hotend. Dans les extrudeuses directes, sa valeur sera comprise entre 0,4 mm et 1,2 mm, tandis que dans les systèmes Bowden, la plage sera de 2 mm à 10 mm. Une règle empirique pour calculer une valeur initiale de la distance de retrait dans un système Bowden consiste à utiliser 1 % de la longueur du tube Bowden. Par exemple, pour un système Bowden avec un tube de 40 cm, une distance de retrait de 4 mm sera utilisée. Il est important de consulter les spécifications du hotend, car de nombreux fabricants indiquent une distance de rétraction maximale pour leur hotend. Le dépassement de cette valeur entraînera très probablement un colmatage.
- Vitesse de rétraction :C'est la vitesse à laquelle le moteur de l'extrudeuse va rétracter le filament. Des vitesses très faibles n'empêcheront pas les gouttelettes à la surface de la pièce, tandis que des vitesses très élevées peuvent provoquer des morsures dans le filament. La valeur de cette vitesse, en général, sera comprise entre 25 mm/s et 45 mm/s, 30 mm/s étant la valeur la plus courante dans les systèmes directs et 40 mm/s dans les systèmes Bowden.
- Distance de dérétraction :Il s'agit de la quantité de filament que l'extrudeuse va extruder après rétraction du filament. Habituellement, la même valeur que la distance de rétraction du filament est utilisée. Parfois, il peut être nécessaire d'utiliser une valeur différente, en particulier dans les systèmes Bowden. Si, après un recul, une petite goutte est observée à la surface de la pièce, cette valeur devra être diminuée, tandis que si un petit jeu est observé, il faudra l'augmenter. En général, il doit être augmenté ou diminué d'environ 5 à 10 %. Certains logiciels utilisent le terme distance de réinitialisation, où cette valeur est l'augmentation ou la diminution de la valeur de retrait. Par exemple, une distance de réinitialisation de 0 utiliserait la même distance de retrait et de retrait, tandis qu'une valeur de -0,2 prendrait la distance de retrait moins 0,2 mm comme distance de retrait.
- Vitesse de rétraction :C'est la vitesse à laquelle le filament est extrudé pendant le mouvement. En général, la même valeur que la vitesse de rétraction ou une valeur légèrement inférieure sera prise.
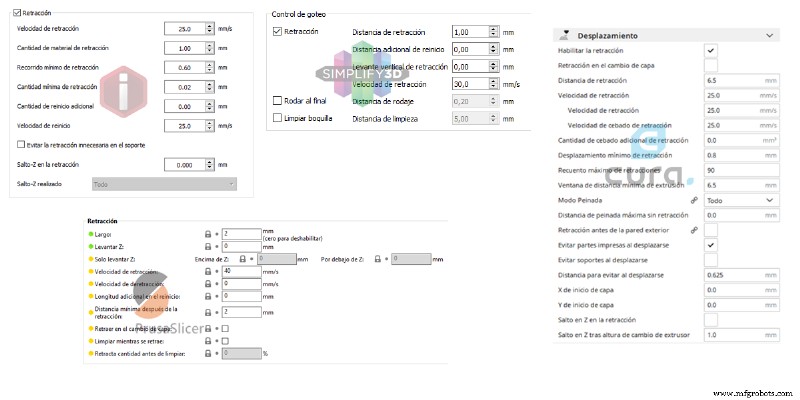
Image 2 :Section de configuration du rétrécissement dans différents logiciels de laminage. Source :Filament2print
En plus de ces paramètres de base, il en existe d'autres qui influencent la qualité de la pièce :
- Distance minimale après rétraction :C'est la distance minimale de déplacement avant laquelle une rétraction sera effectuée. Cela évite les rétractions inutiles lorsque le décalage est très faible.
- Lift, Z-Lift ou Z-Hop :Si une valeur autre que 0 est définie, le hotend soulèvera la distance indiquée tout en effectuant la rétraction, puis redescendra après le décalage. Cette fonction permet d'éviter les marques sur la surface de la pièce et empêche l'apparition de filets. Une valeur comprise entre 100 % et 200 % de la hauteur de la couche est généralement suffisante.
- Nettoyer pendant la rétraction, le rodage, le nettoyage des buses :Effectue un petit mouvement du hotend lors de la rétraction pour nettoyer la buse et masquer la couture. Dans certains logiciels, il s'agit d'une case à cocher activable, dans d'autres, la valeur peut être définie.
Tous les logiciels n'incluent pas tous ces paramètres, et certains de ces paramètres peuvent se comporter différemment d'un logiciel à l'autre. Avant de modifier les valeurs des paramètres de rétraction, il convient de consulter le manuel du logiciel pour comprendre le comportement de chacun d'eux.
Calibrer les paramètres de retrait
Parce qu'il y a plusieurs paramètres,il est complexe d'obtenir une combinaison appropriée de manière simple. Pour cela, il va falloir réaliser de multiples tests par étapes jusqu'à obtenir les bonnes valeurs. Il sera nécessaire d'ajuster les paramètres de retrait indépendamment pour chaque matériau, et pour cela, nous devons avoir préalablement déterminé la température d'impression appropriée pour chaque matériau.
Tout d'abord, la distance de rétraction et la vitesse de rétraction appropriées doivent être obtenues, de sorte que les autres paramètres doivent être laissés désactivés ou avec leurs valeurs prédéfinies.
Les valeurs optimales pour la vitesse de rétraction et la distance de rétraction sont les valeurs les plus basses qui évitent l'apparition de filets lors des mouvements de déplacement. Les étapes suivantes doivent être suivies pour déterminer ces valeurs :
- Une faible vitesse de rétraction doit être définie, de préférence 25 mm/s.
- Une valeur de distance de retrait intermédiaire doit être définie :0,8 mm pour les extrudeuses directes, 0,75 % de la longueur du tuyau pour les extrudeuses Bowden.
- Un test de retrait sera ensuite imprimé. Il est possible d'en trouver plusieurs créés dans des référentiels de fichiers bien connus.
- Le résultat sera vérifié :
- Si aucun fil n'apparaît, la distance de rétrécissement sera réduite de moitié.
- Si des fils apparaissent, augmentez la distance de rétraction de 50 %.
- Répétez le processus autant de fois que nécessaire jusqu'à ce qu'un résultat satisfaisant soit obtenu.
Dans tous les cas, des distances inférieures à 3 mm doivent être utilisées pour les extrudeuses directes et inférieures à 5 % de la longueur du tuyau pour les systèmes Bowden. S'il n'est pas possible d'obtenir un résultat acceptable dans cette plage, la vitesse de rétraction doit être augmentée de 5 mm/s et le processus répété . Il n'est pas recommandé d'utiliser des vitesses de rétraction supérieures à 40 mm/s, donc si un résultat satisfaisant n'est toujours pas atteint une fois atteint, la combinaison qui donne les meilleurs résultats doit être sélectionnée.
Avec certaines imprimantes et filaments, il peut ne pas être possible de retirer complètement les fils, même avec la meilleure combinaison de vitesse et de distance de rétrécissement . Dans ces cas, il est conseillé d'activer d'autres fonctions telles que "Z-lift", "Nettoyer en rétractant", "Run-in" ou "Nettoyage de la buse" , ce qui aidera à minimiser ou à éliminer les fils.
Problèmes associés à de mauvais paramètres de rétraction
Les conséquences de valeurs trop élevées ou trop basses des paramètres de retrait sont très différentes. Alors que des valeurs trop faibles de vitesse et de distance de retrait ont des conséquences purement esthétiques (apparition de filets et de gouttelettes sur les pièces), fixer des valeurs trop élevées conduit souvent à un blocage à l'intérieur du heatbreak. En effet, si la rétraction est trop longue, la pointe fondue du filament atteindra la zone froide du heatbreak, l'étendant et le bloquant.
Si, après avoir réglé les rétractions, un bourrage se produit, en particulier sur les impressions longues, la distance de rétraction doit être légèrement réduite.
impression en 3D
- Variables, constantes et littéraux Python
- Fidèle à la forme :la valeur du repoussage et de l'hydroformage des métaux
- Premium rencontre praticité et valeur :série Accupro HS
- Processus d'évaluation des machines et de l'équipement
- SIGRABOND® Chemical CFRP pour composants et assemblages
- SIGRABOND® Chemical CFRC pour composants et assemblages
- DIN 1.5217 trempé et revenu
- Solution SEW 395 Grade G-X120Mn13 traitée thermiquement et trempée
- UGI® HT286 recuit et étiré à froid