


Qu'est-ce que la rétraction en impression 3D ? Définition et ajustements

Cet article tente de clarifier le concept de rétraction en impression 3D car c'est un paramètre très important pour obtenir des impressions de qualité, sans dépôts de matière sur la face extérieure du modèle, ni fils entre les pièces imprimées en même temps.
La rétraction est le mouvement de recul du filament nécessaire pour empêcher les gouttes de matériau lors des mouvements et déplacements que l'extrudeuse sous vide effectue lors de l'impression 3D.
Les paramètres qui configurent la rétractation sont :
- Distance de rétraction : Longueur de matériau qui recule lors du processus de rétraction. Cela varie en fonction du type de matériau, du type de système d'extrusion (Direct ou Bowden) et du type de HotEnd. Pour les matériaux souples, notamment pour le type TPE (Filaflex), la rétraction doit être désactivée pour éviter que le filament ne s'enroule sur le pignon de l'extrudeur.
- Vitesse de rétraction : Vitesse à laquelle le moteur de l'extrudeuse fait reculer le filament. Avec ce paramètre, il faut être très prudent si des vitesses élevées sont utilisées (supérieures à 70 mm/s) car il peut marquer le filament de telle manière qu'il est inutilisable pour continuer l'impression 3D.
- Déplacement minimal : Longueur minimale à partir de laquelle vous souhaitez que la rétraction ait lieu.
- Activer la combinaison : En activant ce paramètre, qui se trouve dans la section des options avancées de rétraction du programme de laminage utilisé (Cura, Simplify3D, Slicer, etc.), en plus d'effectuer la rétraction, le HotEnd est empêché de se déplacer sur les trous. Avec ce matériau, les restes sont évités dans les faces vues des parties internes des pièces.
- Élévation de l'axe Z lorsqu'il est rétracté (Lift z) : En même temps que la rétraction se produit, le HotEnd se déplace sur l'axe z de la distance indiquée. Cette élévation n'est nécessaire que dans le cas de réalisation de pièces avec beaucoup de détails et avec de petites zones très détaillées pour éviter de laisser des traces de matière juste dans cette zone. Si vous avez besoin d'utiliser ce paramètre, nous vous recommandons d'utiliser la même distance que la hauteur du calque.
Avec le réglage approprié des paramètres ci-dessus, vous obtenez la rétraction idéale pour votre imprimante 3D.
Malheureusement, il n'existe pas de formule pour trouver la valeur exacte, mais chaque imprimante 3D et chaque extrudeuse a besoin d'une valeur particulière. Le tableau suivant contient les valeurs recommandées de longueur et de vitesse de rétraction pour l'imprimante 3D selon le type d'extrudeuse utilisée, qui sont un bon point de départ pour les ajuster à votre cas particulier :

Image 1 : Paramètres de rétraction
Les valeurs du tableau sont saisies dans la section rétraction du logiciel de laminage utilisé , dans notre cas, Cura 3D, fait partie de la catégorie des matériaux.
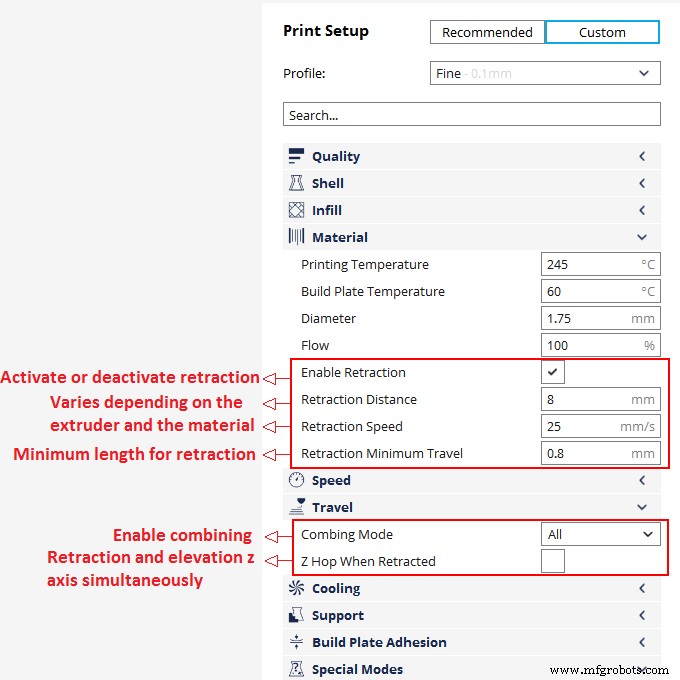
Image 2 : Configuration de la rétraction dans Cura 3
Des précautions doivent être prises lors de la variation du paramètre de longueur , car s'il est trop augmenté (20 mm dans une extrudeuse directe), cela provoquera un flux discontinu et donc des lacunes dans la pièce en cours d'impression.
Une fois que tous les paramètres qui configurent la rétraction sont compris et basés sur les valeurs que nous avons fournies, chaque utilisateur obtiendra sa configuration idéale en faisant simplement de petits ajustements.
impression en 3D
- Qu'est-ce que le fraisage ? - Définition, processus et opérations
- Qu'est-ce que le virage ? - Définition et types d'opérations
- Qu'est-ce que le forage ? - Définition, processus et conseils
- Qu'est-ce que la métallurgie des poudres ? - Définition et processus
- Qu'est-ce qu'un tour ? - Définition, types et opérations
- Qu'est-ce qu'une rectifieuse ? - Définition et types
- Qu'est-ce que la tolérance d'ingénierie ? - Définition et types
- Qu'est-ce que l'usinage CN ? - Définition et guide de base
- Qu'est-ce que le rodage ? - Définition, processus et outils