


Inserts d'impression 3D
La fabrication additive présente de nombreux avantages, notamment la possibilité de imprimer des ensembles de pièces en une seule impression ou des géométries complexes comme un filetage. Cependant, dans ce dernier cas, la conception du filetage n'est pas faite de manière à ce qu'il y ait la possibilité d'un assemblage régulier puisque, étant en plastique, ils peuvent se déformer et perdre leurs dimensions voire se casser.
Lorsque vous souhaitez fabriquer un certain type de pièce dans le monde de l'impression 3D, il existe de nombreuses occasions où il est nécessaire d'utiliser des joints solides pour réaliser des pièces amovibles ou pour assurer le collage permanent d'éléments de grand volume.
Les composants mécaniques fabriqués à l'aide de technologies traditionnelles deviennent un support pour les pièces de fabrication additive. Et dans le cas particulier de l'assemblage de pièces, les inserts sont particulièrement remarquables.
Que sont les insertions ?
Une alternative à l'incorporation d'écrous au milieu d'une impression consiste à utiliser des inserts métalliques. Les inserts métalliques sont des fixations filetées qui sont insérées dans un trou pour fournir à la pièce une éventuelle connexion par filetage.

Image 1 :Insertions. Source :Filament2print.
Il y a deux facteurs clés à prendre en compte lors de la sélection du meilleur type d'insert : la résistance à l'arrachement et la résistance à la torsion.
La résistance à l'arrachement est la résistance de l'insert à sortir de son logement lorsque la vis est serrée. Il s'agit d'une valeur qui peut être augmentée en augmentant la longueur de l'insert.
- La résistance à la rotation est l'opposition à la rotation de la plaquette sur elle-même lors du serrage de la vis. Dans ce cas, plus le diamètre de l'insert est grand, plus la capacité de couple est grande, car il y aura plus de surface de serrage sur la pièce.
Généralement, des facteurs tels que le diamètre et la taille de l'insert seront pris en compte (pour lesquels il faut se référer à la fiche technique du fabricant). Et les matériaux, à la fois de l'insert et du plastique où l'installation doit être effectuée. Il existe une grande variété d'inserts à installer dans tout type de matériau, que ce soit pour le métal, le bois, le plastique ou similaire. Le matériau le plus courant dans la fabrication des inserts est le laiton, bien que d'autres matériaux tels que l'acier inoxydable (résistant à la corrosion) ou l'aluminium (plus léger) apparaissent également.
Pour FDM (lors de la fabrication avec des matériaux thermoplastiques) presque n'importe quel insert conviendrait, mais lors de la fabrication par SLA (qui utilise des matériaux thermodurcissables et donc une fois imprimé ne peut pas être modifié par la chaleur ou la pression) seuls des inserts autotaraudants ou hélicoïdaux peuvent être installés.
Il est très important de souligner que malgré le fait que dans FDM un insert fait de presque n'importe quel type de matériau peut être utilisé, la procédure de placement de cet insert sera toujours plus problématique que dans les pièces SLA. Cela est dû à la non isotropie de la pièce qui fait que face à un insert placé à froid, la pression est telle que la pièce se délaminent.
Il existe de nombreux types d'inserts, et la classification commune est en fonction de leur forme d'insertion.
Types d'encarts
Insertion de chaleur : Les inserts chauffants sont utilisés avec des matériaux thermoplastiques, qui fondent à basse température. Le mode d'utilisation est très simple et ne nécessite qu'un fer à souder ou autre source de chaleur (Modifi3D Pro), ce qui provoque l'échauffement de l'insert par contact par transmission de chaleur. Pour placer ce type d'insert, il doit y avoir un trou dans la pièce dont le diamètre est légèrement inférieur au diamètre extérieur de l'insert. À l'aide d'un outil d'insertion et en contrôlant la pression (car il est possible de faire fondre la pièce autour du trou), appuyez l'insert sur le bord du trou pour dilater le plastique. L'insert sera coincé entre les fibres du plastique lorsqu'il refroidira. L'insert sera dans la bonne position lorsque les deux arêtes, pièce et insert, seront au même niveau. Avec le positionnement correct de ce type d'insert, une résistance à la traction de 15 kg et une résistance à la torsion de 2,5 kg peuvent être atteintes. De plus, les inserts taraudés à chaud ont les deux trous ouverts afin qu'ils puissent être considérés comme des trous traversants, ce qui signifie que la longueur de l'insert ne sera pas une limitation même si la vis à tarauder doit être insérée plus profondément que la longueur de l'insert lui-même.

Image 2 :Insert chauffant. Source :Filament2print.
Pression :Les inserts à pression, ou rivets, nécessitent un trou de même diamètre que le rivet. Leur pose est très simple car, comme tout rivet, il suffit de les enfoncer à l'aide d'un outil de compression. Comme dans le cas précédent, l'insert sera dans la bonne position lorsque les deux bords seront au même niveau. Il est très important de noter que lors de l'installation, les inserts doivent être correctement pressés car les pièces peuvent être écrasées près des trous.
Auto-threading :Pour certains matériaux utilisés dans l'impression 3D SLS et résine qui fondent à des températures très élevées ou ne présentent pas un comportement stable lorsqu'ils sont chauffés, les inserts auto-taraudeurs sont idéaux. Caractérisés par un filetage interne et externe pour une mise en place aisée dans la pièce, ces inserts se placent à l'aide d'un outil de filetage de type ensat. La pièce doit être fabriquée avec un trou qui a le même diamètre nominal que l'insert, car ces inserts créent un filetage sur le plastique lors de leur installation, ce qui entraîne un assemblage qui peut être soumis à des contraintes beaucoup plus importantes par rapport aux inserts thermiques. De plus, ces inserts sont en acier inoxydable, un matériau très résistant à l'usure et aux environnements agressifs.

Image 3 :insert et outil autotaraudants. Source :Filament2print.
Hélicoil :Comme les inserts autotaraudants, les inserts helicoil possèdent également 2 filets et fonctionnent de la même manière. Le trou dans la pièce doit être dimensionné selon le standard de l'hélicoil sélectionné. Pour mettre en place l'insert, le filetage doit d'abord être créé dans le trou à l'aide d'un taraud puis installé à l'aide d'un outil. Enfin, la petite collerette en bas de l'insert, qui sert de butée pour l'outil de pose, est cassée. S'il est vrai que ces inserts ne sont pas bon marché, l'aspect et la praticité sont remarquables.
Recommandations
En ce qui concerne le diamètre des trous, il faut tenir compte du fait que lors de l'impression de la pièce, il y aura des variations dimensionnelles entre la conception 3D et la pièce, donc lors de la conception des trous il faudra leur appliquer une tolérance. De plus, le trou doit être suffisamment long pour l'installation de l'insert, en tenant également compte de la longueur supplémentaire de la saillie de la vis. Une autre chose à prendre en compte liée à la conception est l'épaisseur de paroi; essayez d'appliquer des valeurs suffisamment élevées pour que lors de l'usinage du trou, il n'entre pas dans le remplissage de la pièce.
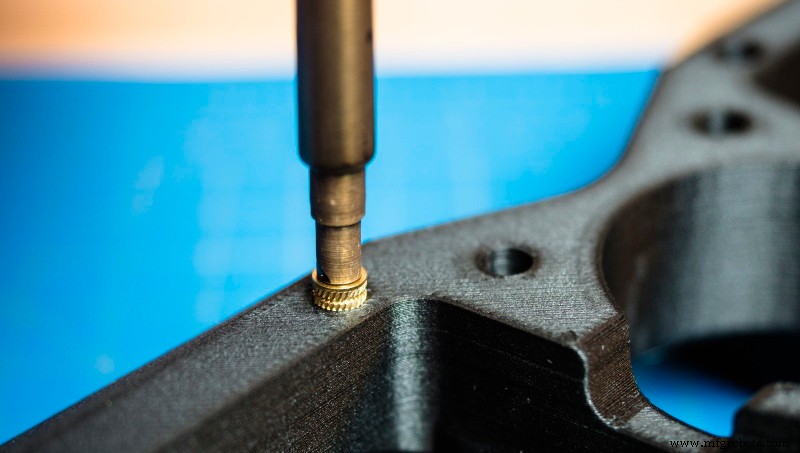 Image 4 :Insertion de l'insert par la chaleur. Source :Markforged.
Image 4 :Insertion de l'insert par la chaleur. Source :Markforged.
En termes d'installation, il est très important d'assurer certains aspects tels que le positionnement et la rapidité de fonctionnement. Assurez-vous toujours que l'insert est, dans la mesure du possible, centré et perpendiculaire au trou . Ceci s'applique à la chaleur, à la pression ou aux inserts filetés, car l'insertion de l'insert peut entraîner un filetage croisé et endommager le filetage ou même entraîner une insertion incorrecte ultérieure de la vis de connexion. Garder à l'esprit que les pièces sont en plastique et que l'insert est un élément métallique affectera la rapidité d'installation, car la dureté du métal peut endommager les pièces imprimées. C'est pourquoi la vitesse devra être contrôlée pour ne pas endommager les parois du trou.
Comme nous le savons, l'impression 3D est en pleine évolution et ce sont des solutions comme celle-ci qui font la différence lorsqu'il s'agit d'obtenir des pièces d'une plus grande complexité et qui répondent le plus précisément aux besoins de l'industrie.
impression en 3D
- Exploration de l'impression 3D Polyjet
- Qu'est-ce que la bioimpression ?
- Qu'est-ce que l'impression 4D, de toute façon ?
- Impression 3D démystifiée :3 idées fausses sur l'impression 3D
- Utilisation d'inserts chauffants
- L'ABC de l'impression 3D
- Impression 3D vs usinage CNC
- Introduction à l'impression 3D métal
- Matériaux d'impression 3D biodégradables